PERFECCIONAMIENTOS EN LA FABRICACIÓN DE MACHOS DE ROSCAR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1963). Ver ilustración. Clasificación: B23G.
{kind=link}
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1963). Ver ilustración. Clasificación: B23G.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1963). Ver ilustración. Clasificación: B23.
Resumen no disponible.
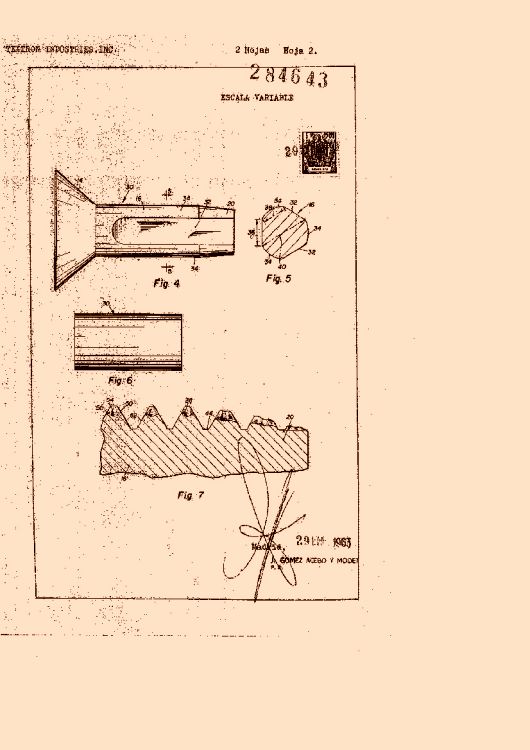
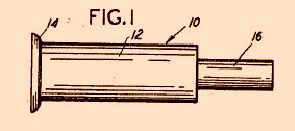
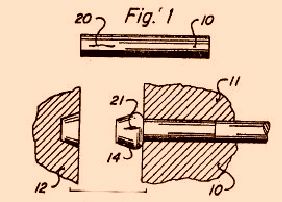
(01/02/1963) Perfeccionamientos en la fabricación de machos para la producción de roscas, caracterizados porque éstos se hallan constituidos por un vástago cilíndrico que tiene una parte lobulada acanalada y por someterse a las operaciones siguientes: proporcionar una pieza a trabajar prácticamente cilíndrica; a continuación, en una primera operación, formar simultáneamente una cabeza para el ajuste de un impulsor en un extremo de la pieza a trabajar, preparar el extremo opuesto para formar, por expulsión, un vástago cilíndrico de diámetro ligeramente reducido y adelgazar dicho extremo opuesto en forma de tronco de cono, al terminar la etapa de extrusión; luego en una segunda etapa, preparar canales en la parte de vástago cilíndrica reducida; el vástago acanalado tiene un diámetro máximo prácticamente igual al diámetro de la parte citada…
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1961). Ver ilustración. Clasificación: B30B.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1960). Ver ilustración. Clasificación: B21H.
Perfeccionamientos en la fabricación de tornillos y similares, caracterizados por comprender el proporcionar una pieza a trabajar cilíndrica, de longitud y diámetro predeterminados; el someter a extrusión una parte de la pieza a trabajar, para obtener una espiga de diámetro reducido y una parte de cabeza prácticamente del diámetro predeterminado, sosteniendo las paredes laterales completas de la pieza a trabajar, contra la deformación lateral apreciable, mientras que se somete dicha pieza a la presión longitudinal de extrusión en un extremo de la misma, y empujando el extremo opuesto contra un resalto interiormente convergente, cóncavamente curvado, tangencial a las paredes laterales y que termina interiormente en un orificio de extrusión, formando así un resalto convexamente curvado en la mencionada pieza de trabajo, entre la espiga y la cabeza.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1960). Ver ilustración. Clasificación: B21K1/46B, B21K1/46.
Perfeccionamientos en la fabricación de tornillos de cabeza ranurada, caracterizados porque el rebajo se utiliza para el acoplamiento de una llave para la introdución del tornillo, y además por comprender el proporcionar una pieza a trabajar cilíndrica, de longitud y diámetro predeterminados.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1959). Ver ilustración. Clasificación: B21.
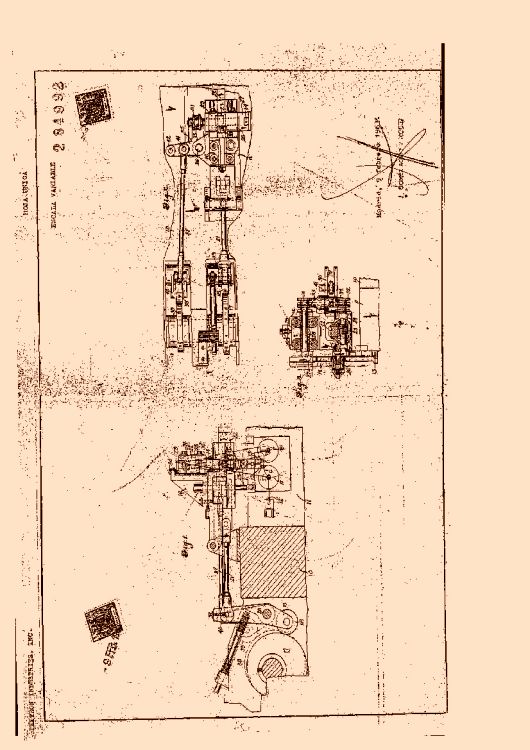
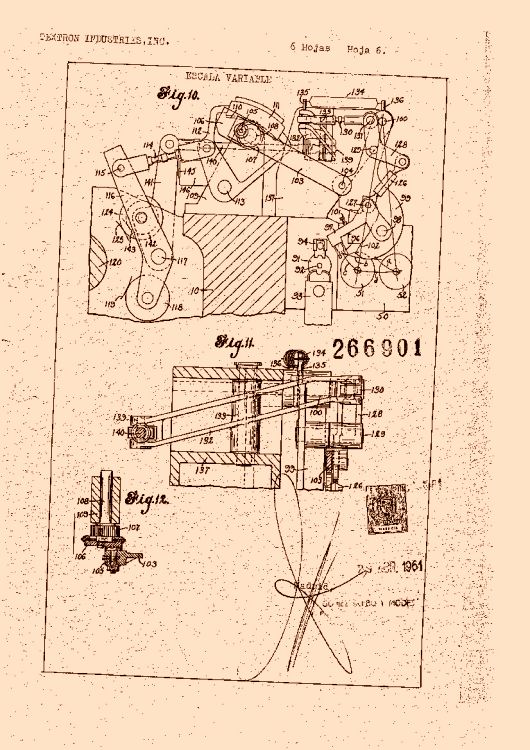
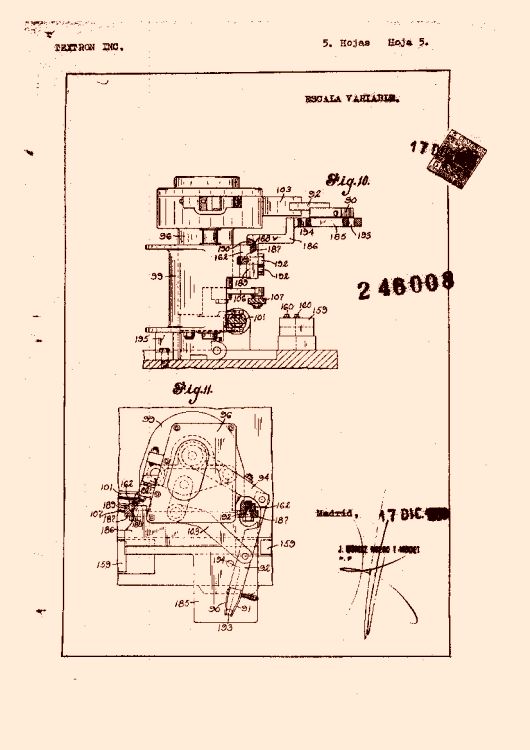
Perfeccionamientos en máquinas de recalcar,caracterizados porque éstas contienen una posición de corte, a través de la cual se alimenta una sección de material de partida, una posición de matriz de extrusión o calibrado a presión, junto a la posición de corte un mecanismo de corte para cortar una pieza a trabajar del material citado y llevarla a la posición de expulsión, un buzo de expulsión medios par accionarlo con objeto de expulsar la pieza a trabajar del mecanismo de corte, una matriz de recalcado y un buzo cooperativo par la misma, medios para trasladar la pieza a trabajar desde la posición de la matriz de expulsión a la matriz de recalcado y medios para accionar el buzo de recalcado independientemente del buzo de extrusión.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}