89 patentes, modelos y diseños de SMS DEMAG AG (pag. 2)
DISPOSITIVO PARA LA INFLUENCIA CONTROLADA DE LAS FUERZAS DE APOYO DE RODILLOS DE PRESION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2006). Ver ilustración. Inventor/es: KLEIN, ACHIM, KELLER, KARL, SCHEFFE, KURT, BREUER, MICHAEL, SOHLER, JIRN. Clasificación: B21B29/00.
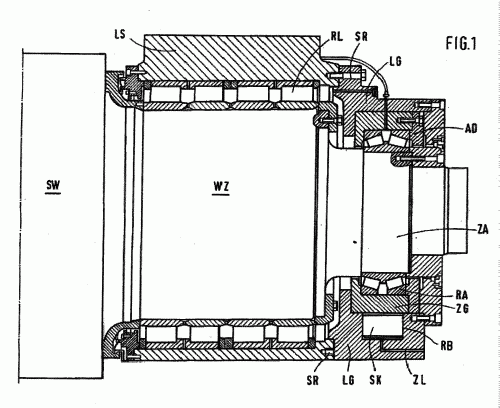
Dispositivo para la influencia controlada de las fuerzas de apoyo de rodillos de presión, especialmente de cilindros (SW) de apoyo que se apoyan en cilindros de trabajo, cuyos gorrones (WZ) que se alojan en cojinetes de rodillos o de deslizamiento en una carcasa de soporte de cojinete o en la colisa de cojinete de los cilindros de una caja de laminación presentan una prolongación (ZA) de gorrón que está alojada en un cojinete de apoyo axial, cuya carcasa (LG) de cojinete está colocada en el lado externo en la carcasa de soporte de cojinete de los rodillos de presión o de la colisa de cojinete de los cilindros (LS) de apoyo, caracterizado por una carcasa (ZG) intermedia cilíndrica que rodea el cojinete de apoyo axial, insertada en la carcasa (LG) de cojinete, que está solicitada por un conjunto (RB, SK) de émbolo-cilindro, puede desplazarse para el ajuste en la carcasa de cojinete radialmente al eje de la prolongación (ZA) de gorrón.
DISPOSITIVO PARA VIGILAR Y REGULAR LA CALIDAD DEL RECUBRIMIENTO POR GALVANNEALING DE FLEJES DE ACERO.
Secciones de la CIP Física Química y metalurgia
(16/05/2006). Inventor/es: BRISBERGER, ROLF. Clasificación: G01N21/89, C23C2/28.
Dispositivo para vigilar y regular la calidad del recubrimiento de galvannealed de flejes de acero (16), justo después del galvannealing, en un horno de recocido con un dispositivo de refrigeración postconectado, caracterizado porque está dispuesto al menos en cada caso un aparato receptor visual por encima y debajo del fleje de acero detrás del horno de recocido , que detecta visualmente, de forma permanente y con técnica de medición la superficie del recubrimiento de galvannealed del fleje de acero (16) y que está unido, a través de un dispositivo de medición y valoración , a un dispositivo de regulación para el horno de recocido.
DISPOSITIVO DE DESVIACION PARA UNA BANDA EN UNA INSTALACION DE BOBINADORAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2006). Ver ilustración. Inventor/es: BOHN, ANDREAS, PETERS, MATTHIAS, HOEN, KARL, GEIBERT, DOMINIK. Clasificación: B21C47/34, B21C47/02.
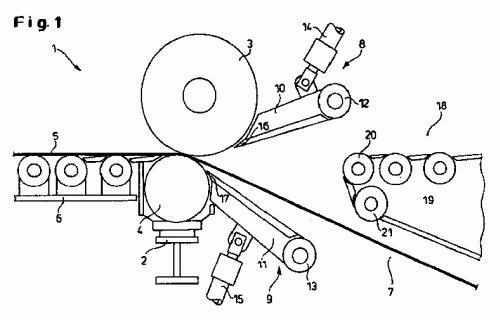
Dispositivo de desviación para una banda en una instalación de bobinadoras, especialmente una banda de metal, desde un canal inicial a un canal final dispuesto por encima del canal inicial y viceversa, actuando un dispositivo de accionamiento con un rodillo de accionamiento superior en el lado superior y con un rodillo de accionamiento inferior en el lado inferior de la banda, caracterizado porque al rodillo de accionamiento superior está asociado un dispositivo de separación superior que puede girar temporalmente en la banda y al rodillo de accionamiento inferior está asociado un dispositivo de separación inferior que puede girar temporalmente en la banda.
PROCEDIMIENTO PARA LAMINAR PIEZAS EN BRUTO PARA TUBOS EN UN TREN LAMINADOR PLANETARIO DE CILINDROS DE LAMINACION CRUZADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2006). Inventor/es: PFEIFFER, THOMAS, DIPL.-ING., FRANKEN, HORST, DIPL.-ING. Clasificación: B21B19/06.
Procedimiento para laminar piezas en bruto para tubos en un tren laminador planetario de cilindros de laminación cruzados, caracterizado porque la alimentación de las piezas en bruto para tubos a laminar, se lleva a cabo de forma continua, a tope en la abertura entre cilindros, avanzando la pieza en bruto para tubo que sigue a cada una de las piezas en bruto para tubos que se encuentran en la abertura entre cilindros, con una rotación correspondiente a la rotación del extremo de la pieza en bruto para tubo, condicionada por la torsión debajo de los cilindros de laminación.
MANDRIL PERFORADO PARA LAMINAR TRANSVERSALMENTE CUERPOS HUECOS METALICOS EN TRENES LAMINADORES DE CILINDROS CRUZADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2006). Inventor/es: LEISTEN, THOMAS, SALOMON, FRANK. Clasificación: B21B25/00.
Mandril perforado para laminar transversalmente cuerpos huecos metálicos en trenes laminadores de cilindros cruzados, con un vástago de sujeción (1a) y con un recorrido de la tabla de cilindro de laminado bombeado hacia la punta, estando dividida la tabla de cilindro de mandril perforado en dos segmentos longitudinales , un segmento de punta y un segmento longitudinal trasero como cuerpo básico de mandril perforado , y estando compuesto el segmento de punta , en el caso de sección transversal maciza, de un material de alta fusión o de una aleación de material de alta fusión, caracterizado porque el segmento de punta ocupa aproximadamente un tercio y el cuerpo básico de mandril perforado trasero aproximadamente dos tercios de la longitud de la tabla de cilindro de laminado y porque el segmento de punta se compone de una aleación de titanio-circonio-molibdeno (TZM).
CIZALLA DE ALTA VELOCIDAD PARA CORTAR TRANSVERSALMENTE BANDAS LAMINADAS.
(01/04/2006) Cizalla de alta velocidad para cortar transversalmente una banda laminada, con soportes (1, 1) para cuchillas que se disponen enfrentadas por parejas y pueden accionarse con giro, los cuales están colocados con una separación mutua fija en un bastidor en forma de caja común para cizallas dentro de una estructura externa, estando asociados al bastidor en forma de caja para cizallas medios de elevación para elevar y descender dentro de la estructura , así como medios para guiar la banda relativamente respecto a la posición de corte, y cada soporte (1, 1) para cuchillas está configurado como cuerpo achaflanado, caracterizado porque los soportes (1, 1) para cuchillas están…
PROCEDIMIENTO PARA EL CONTROL DEL NUMERO DE REVOLUCIONES CON EL FIN DE MINIMIZAR LA FORMACION DE POLIGONOS INTERIORES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2006). Inventor/es: PEHLE, HANS JOACHIM DR.ING., THIEVEN, PETER DR.ING. Clasificación: B21B37/78.
Procedimiento para el control del espesor de pared del tubo en un tren continuo reductor por estirado, de muchas cajas, con dispositivos para la medición del espesor de pared del tubo después del tren reductor por estirado, con una unidad de ordenador para el procesado de los valores de la medición, y con un dispositivo para el mando del número de revoluciones de los motores de accionamiento, caracterizado porque mediante modificación mandada por ordenador de los números de revoluciones de los motores de accionamiento, durante el paso continuo del tubo se mantiene constante el estirado global, y de este modo se reduce a un mínimo la formación de polígono interior, llevándose a cabo la modificación de los números de revoluciones de los motores de accionamiento, de forma que se aumentan las relaciones de números de revoluciones en un grupo de cajas de laminación, y al mismo tiempo se reducen en otro grupo de cajas de laminación.
MAQUINA ENDEREZADORA PARA ENDEREZAR FLEJE METALICO.
(16/03/2006) Máquina enderezadora para enderezar fleje metálico o chapa metálica bajo tracción con al menos dos unidades de rodillos enderezadores en un montante de máquina , que están dispuestas en cada caso por encima o por debajo con relación al fleje metálico y que presentan en cada caso un chasis de rodillos con al menos un rodillo enderezador , dispuesto de forma giratoria alrededor de su eje longitudinal, así como medios de ajuste (24a a 24f) para las unidades de rodillos enderezadores para generar una rendija enderezadora y medios de guiado para mover las unidades de rodillos enderezadores entre una posición de trabajo y una posición de mantenimiento y desmontaje de rodillos distanciada del fleje metálico, caracterizada…
PROCEDIMIENTO DE AJUSTE PARA DOS ELEMENTOS DE APANTALLAMIENTO Y CAMINO DE RODILLOS CORRESPONDIENTE.
(16/03/2006) Procedimiento de ajuste para dos elementos de apantallamiento, - en el que una banda de metal con un ancho (b) de la banda de metal, una parte central de la banda y zonas de borde se transporta sobre un camino de rodillos con una parte central del camino de rodillos en una dirección (x) de transporte, - en el que la banda de metal presenta un perfil de temperatura a través del ancho (b) de la banda de metal, - en el que mediante los elementos de apantallamiento se apantalla un medio de enfriamiento frente a las zonas de los bordes de la banda de metal, - en el que los elementos de apantallamiento se ajustan de tal manera que el perfil de temperatura, visto en la dirección (x) de transporte, se aproxima detrás de los elementos de apantallamiento a un perfil de temperatura…
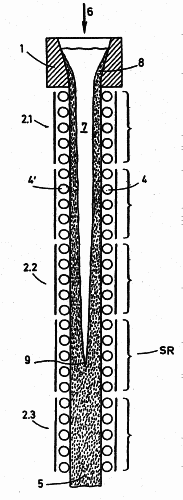
CUERDA DE ARRANQUE PARA UN DISPOSITIVO DE COLADA EN CUERDA PARA METAL ,EN ESPECIAL PARA UN DISPOSITIVO DE COLADA EN CUERDA PARA ACERO PERFI LADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2005). Ver ilustración. Inventor/es: FEST, THOMAS, ZAJBER, ADOLF, DIPL.-ING. Clasificación: B22D11/08.
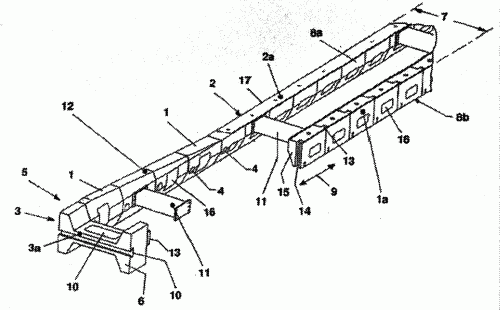
Cuerda de arranque para un dispositivo de colada en cuerda para metal, en especial para un dispositivo de colada en cuerda para acero perfilado previamente con al menos un fleje de acero flexible, por medio de cuya cabeza puede obturarse la sección transversal de coquilla y a lo largo de la cual están unidos hasta el final diferentes eslabones a través del fleje de acero flexible, estando compuesto el principio para la sección transversal de coquilla de una pieza de cabeza (3a) enteriza que se corresponde con las dimensiones de la sección transversal de coquilla , caracterizada porque están unidos entre sí eslabones que se conectan a la misma, están distanciados sobre la anchura de la cuerda de arranque, forman filas (8a; 8b) a ambos lados y paralelas en la dirección de extensión de la cuerda de arranque y pueden flexionarse en arco, por medio de un fleje de acero flexible situado en cada caso sobre una fila (8a; 8b).
HERRAMIENTA DE RECALCADO PARA CONFORMAR DESBASTES PLANOS OBTENIDOS POR COLADA CONTINUA EN PRENSAS DE RECALCADO DE DESBASTES PLANOS.
(01/11/2005) Herramienta de recalcado para conformar desbastes planos obtenidos por colada continua en prensas de recalcado con al menos una superficie de recalcado que se extiende inclinada hacia la dirección de transporte del desbaste plano, y una superficie de recalcado que se extiende paralela a la dirección de transporte del desbaste plano y a las superficies laterales longitudinales del mismo, de modo que las superficies de recalcado se unen entre sí con un ángulo á de inclinación en cada caso, y la herramienta de recalcado presenta tanto superficies de recalcado planas, como también superficies (6, 6) de recalcado calibradas, que están dispuestas unas sobre otras en la herramienta de recalcado, y los ángulos á de inclinación de las superficies de recalcado…
PROCEDIMIENTO E INSTALACION PARA EMBUTIR FLEJE METALICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2005). Ver ilustración. Inventor/es: SEIDEL, JURGEN. Clasificación: B21B37/28, B21B1/26, B21B1/24.
Procedimiento para embutir fleje metálico en una instalación de laminado de fleje en caliente, alimentándose a una instalación de devanadora el fleje metálico , tras recorrer un tren de acabado y un tramo de enfriamiento , a través de un impulsor que se compone de un rodillo de impulsor superior y otro inferior, sometiéndose el fleje metálico a una reducción del grosor en la región entre el final del tramo de enfriamiento y la instalación de devanadera , caracterizado porque para la reducción del grosor se usan los rodillos o cilindros (3) del impulsor.
PROCEDIMIENTO PARA LA FUNDICION CONTINUA DE DESBASTES PLANOS, ESPECIALMENTE DE DESBASTES PLANOS FINOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2005). Ver ilustración. Inventor/es: STREUBEL, HANS. Clasificación: B22D11/12.
Procedimiento para colada continua de desbastes planos, especialmente de desbastes planos finos en una instalación de colada continua con una guía de barras.
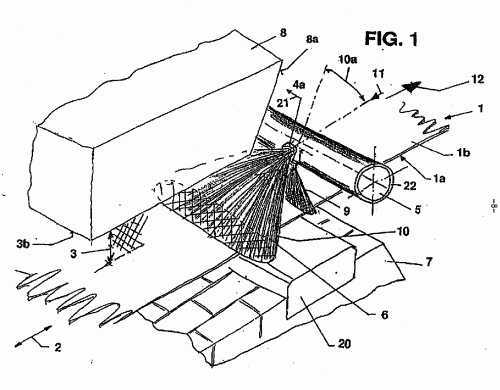
PROCEDIMIENTO Y DISPOSITIVO PARA IMPEDIR UN ENFRIAMIENTO NO DESEADO DE LAS ZONAS DE LOS BORDES DE LAS BANDAS DE UNA BARRA FUNDIDA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2005). Ver ilustración. Inventor/es: SCHWELLENBACH, JOACHIM, STREUBEL, HANS, FRIEDRICH, JURGEN, VOGL, NORBERT, BEKURTS, AXEL. Clasificación: B22D11/124.
Procedimiento para impedir un enfriamiento no deseado, especialmente de las zonas de los bordes de las bandas de una barra fundida a consecuencia de agua fluyente que sale con ésta desde la abertura del fondo de una cámara de enfriamiento secundario, caracterizado porque se producen chorros inyectados ricos en energía de un medio de desviación y se orientan transversalmente hacia las zonas de los bordes de las bandas contra la salida de agua fluyente, de tal manera que el agua fluente se desvía de las zonas de los bordes de las bandas y es conducida hacia afuera en aberturas de desagüe de la cámara de enfriamiento secundario presentes a ambos lados de la barra fundida, de modo que las zonas de los bordes de la barra fundida se pulverizan con una distancia relativamente pequeña corriente hacia arriba de la abertura del fondo de la cámara de enfriamiento secundario.
CIZALLA DE ALTA VELOCIDAD PARA DIVIDIR TRANSVERSALMENTE EN ESPECIAL FLEJE DE LAMINACION ESTRECHO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2005). Ver ilustración. Inventor/es: MERZ, JURGEN, GRAFE, HORST, LOTH, VOLKER. Clasificación: B23D25/12.
Cizalla de alta velocidad para dividir transversalmente en especial fleje de laminación estrecho con al menos una cuchilla , dispuesta sobre uno de dos tambores opuestos entre sí, con una arista cortante o un filo que puede acelerarse a la velocidad de avance de un fleje de laminación a cortar, y en donde los tambores poseen un dispositivo de ajuste que puede activarse por separado en una posición de corte o en una posición de circulación abierta, estando desincronizados los tambores engranando unos con otros, tanto en la posición abierta como en la posición de cierre mediante un dentado configurado sobre los mismos, caracterizada porque el dentado está configurado para ello de tal modo que, con una gran holgura en los flancos en posición abierta de los tambores , sigue estando garantizada precisamente la sincronización, mientras que en la posición de corte se obtiene un engrane dentado con una holgura en los flancos del dentado prácticamente inexistente.
CIZALLA DE ALTA VELOCIDAD PARA CORTAR TRANSVERSALMENTE BANDAS LAMINADAS.
(16/10/2005) Cizalla de alta velocidad para cortar transversalmente bandas laminadas, con un primer tambor de cuchillas con un diámetro relativamente mayor y un segundo tambor de cuchillas con un diámetro relativamente menor que están acoplados en el giro con una transmisión por engranajes y los tambores están colocados fijamente en cada caso en dos piezas de cojinete dentro de un bastidor de la máquina, de modo que la cizalla presenta medios que conducen la banda a través del intersticio entre los tambores bajo tensión longitudinal delante y detrás de los tambores de cuchillas, y la banda sometida a un esfuerzo de…
LAMINADOR EN CALIENTE CON RODILLO MEDIDOR DE PLANEIDAD.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2005). Ver ilustración. Inventor/es: ARMENAT, JURGEN, BRAUN, MARTIN, IRLE, REINHARD. Clasificación: B21B1/00.
Laminador en caliente con un rodillo medidor de planeidad (16, 16) asociado al menos a una vía de rodillos (20, 20), dispuesta delante y/o detrás de las cajas, que influye en los ajustes de al menos una de las cajas, caracterizado porque el rodillo medidor de planeidad (16, 16) puede trasladarse desde su posición de trabajo a una posición apantallada, y porque la vía de rodillos (20, 20) puede completarse con al menos un rodillo de vía de rodillos (14, 14) que puede bascular hacia dentro.
PROCEDIMIENTO Y SISTEMA PARA CONTROLAR EL CALDO EN UNA MAQUINA DE COLADA EN CUERDA.
(01/09/2005) Procedimiento para controlar el caldo en una máquina de colada en cuerda, vertiéndose el caldo de una determinada aleación a una temperatura de líquidus Tliq, a través de un distribuidor , en un molde de colada y extrayéndose la cuerda solidificada en el interior del molde de colada, caracterizado por detección de la temperatura real del caldo en el distribuidor a una velocidad de colada real, establecimiento de la pérdida de calor real del caldo en el distribuidor y durante su tiempo de retención entre el distribuidor y el espejo de colada en el molde de colada, establecimiento de una temperatura de líquidus equivalente T*liq + 0 como temperatura límite para la temperatura del caldo en el distribuidor, a la que ya en el margen del espejo de colada del molde de colada se alcanza la temperatura de líquidus Tliq a una velocidad de colada dada, así…
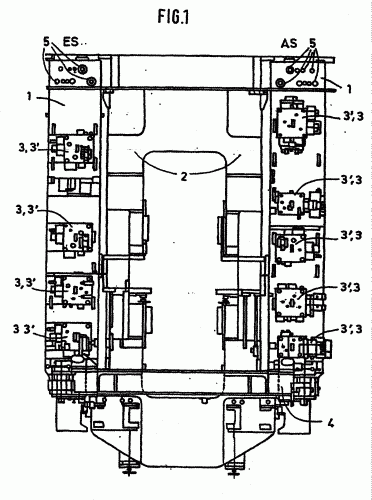
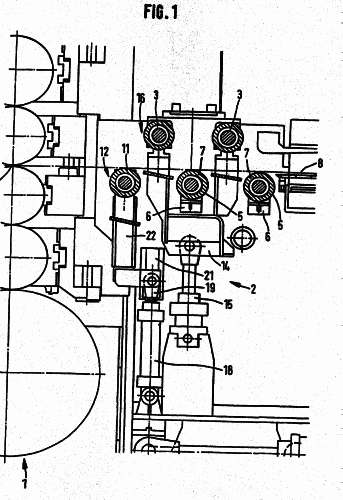
RAIL PARA MEDIOS DE ABASTECIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2005). Ver ilustración. Inventor/es: MINNEROP,MICHAEL, GEBHARDT,HEIDI, IGELHORST, WOLFGANG, BULERT, SIEGMUND, SCHNEIDER, WOLFGANG, HEINRICH, GUNTER. Clasificación: B21B31/00.
Dispositivo, a través del cual los elementos de ajuste y los consumidores, disponibles en una caja de laminación para laminar cintas metálicas y no metálicas, se abastecen con medios industriales como aceite hidráulico, aire comprimido, lubricación con grasa y aceite, agua, corriente eléctrica o similares, caracterizado por un módulo de construcción variable en altura, anchura y profundidad, compuesto de elementos que pueden unirse entre sí y configurado de forma autoportante.
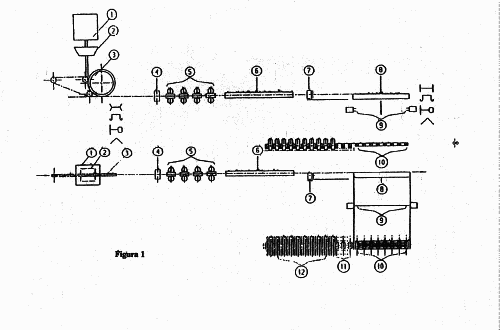
PROCEDIMIENTO Y DISPOSITIVO PARA LA OBTENCION CONTINUA DE PERFILES ACABADOS A PARTIR DE METAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2005). Ver ilustración. Inventor/es: MUDERSBACH, WOLGANG, DR.-ING., PIASECKI, JOSEF. Clasificación: B21B1/46, B21B1/12.
Procedimiento para la obtención continua de perfiles acabados a partir de metal con una estructura laminada, en el que se alimenta una barra sin fin fundida continuamente, con una estructura de metal fundido, a un mecanismo laminador sin subdivisión y calentamiento intermedio, caracterizado porque la barra se alimenta de manera inmediata y continua a un mecanismo laminador de acero perfilado de múltiples cajas , y la sección transversal de la barra sin fin fundida se aproxima a la sección transversal del perfil acabado en tal medida que la estructura de metal fundido de la barra sin fin se transforma en la estructura laminada del perfil acabado con razón de estirado mínima de la barra sin fin en el mecanismo laminador de acero perfilado.
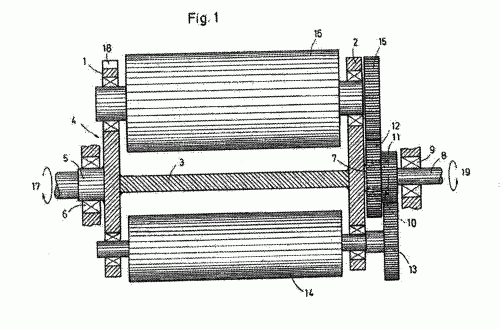
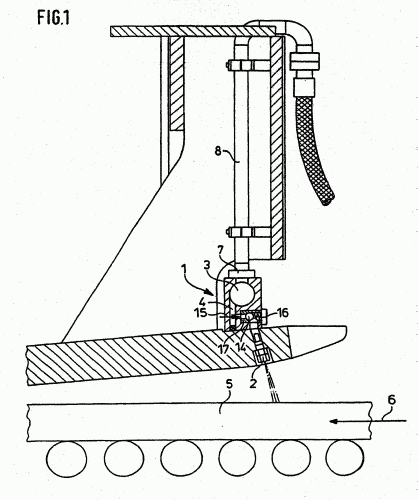
BARRA DE PULVERIZACION PARA UNA INSTALACION HIDRAULICA DE DESCASCARILLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2005). Ver ilustración. Inventor/es: KLEIN, ACHIM, VILKEL, WERNER, STITZEL, HELMUT, NIKLAS, BERND, KNIESA, PETER. Clasificación: B08B3/02, B21B45/08.
Barra de pulverización para una instalación hidráulica de descascarillado con varias toberas de pulverización, en la que se alimenta agua a cada tobera de pulverización a través de un canal de alimentación.
ENGRANAJE DE CONVERTIDOR.
(01/07/2005) Engranaje del convertidor que comprende una corona dentada unida al eje pivotante de una cuba del convertidor en engrane con, al menos, un piñón de accionamiento del engranaje del convertidor y, al menos, un dispositivo de bloqueo que puede girar transversalmente o hacia dentro en el dentado de la corona dentada en forma de un brazo de bloqueo formado por un dentado dispuesto en un eje horizontal , cuyo eje se aloja en un cojinete terminal (13, 13) y, con medios de fuerza, por ejemplo, cilindros hidráulicos (14,14), engranables o desengranables en arrastre de fuerza en el dentado y el eje se aloja con dos casquillos excéntricos giratorios libres entre sí en sus extremos de eje en la carcasa…
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2005). Ver ilustración. Inventor/es: SCHWARZ, CHRISTOPH, PILKING, HANS-JOACHIM, HEIN, SUSANNE. Clasificación: B21B39/08.
Una unidad tensora asignada a un montante de cilindros con varios rodillos regulables dispuestos por debajo y por encima del recorrido de la cinta, que se pueden mover por medio de un propulsor desde una posición de salida hacia la cinta y desde la cinta de vuelta hacia la posición de salida, caracterizada porque el rodillo que se encuentra más próximo a la abertura entre cilindros del montante de cilindros se puede mover por medio de un propulsor adicional desde una posición de salida por debajo del recorrido de la cinta o desde la posición de salida por encima del recorrido de la cinta hacia la cinta , desviando el contorno del rodillo , con el empleo de la unidad tensora para la coloración de la cinta , la cinta hacia arriba o abajo desde la línea de recorrido horizontal y formando un ángulo de entrada por encima o por debajo de la línea de recorrido.
PROCEDIMIENTO Y DISPOSITIVO PARA LA COLADA CONTINUA DE LINGOTES, DESBASTES PLANOS O DESBASTES DELGADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2005). Ver ilustración. Inventor/es: STREUBEL, HANS, WEYER, AXEL. Clasificación: B22D11/12.
Procedimiento para la colada continua de lingotes, desbastes planos o desbastes delgados en una instalación de colada continua, que presenta debajo de una coquilla segmentos de guía de la línea regulables a distancia.
PROCEDIMIENTO Y DISPOSITIVO PARA LIMPIAR ANODOS DE COBRE FUNDIDOS DE RESTOS ADHERIDOS DE UNA INCRUSTACION DE CAL Y ESPATO PESADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2005). Ver ilustración. Inventor/es: WILLEMS, ERICH, LEUWER, HEINZ-JOSEF, TRISCH, HANS-JOACHIM. Clasificación: B22D25/04, B22D31/00, B22D30/00.
Procedimiento para limpiar ánodos de cobre fundidos de restos que se adhieren de una incrustación de negro de humo, de modo que las planchas, calientes aún del calor de fundición de aproximadamente 700 a 900 ºC, se introducen en una cuba alargada de agua fría y allí se transportan a una zona de elevación con un transporte rítmico y, llegados a ésta, se transfieren a un dispositivo de agrupamiento adyacente con un dispositivo de elevación para el empleo adicional, caracterizado porque los ánodos , al pasar por la cuba de agua fría, se llevan a una estación de limpieza, allí se desplazan en reposo al menos un ciclo de transporte, en movimientos relativos, hacia al menos un medio (13, 13) de limpieza, además, se limpian los restos de la incrustación de negro de humo y, a continuación, con el transporte rítmico que se pone en marcha nuevamente, se transportan adicionalmente hacia el dispositivo de elevación en el extremo del lado de descarga de la cuba de agua fría.
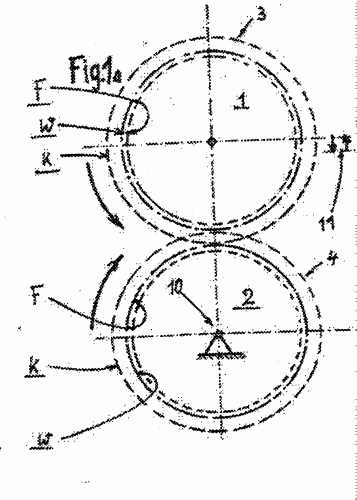
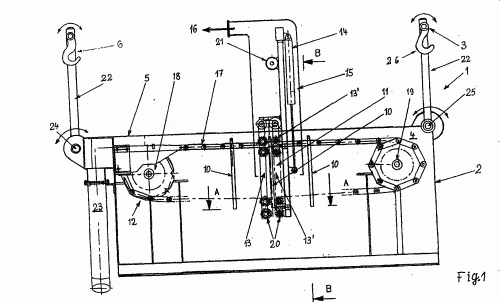
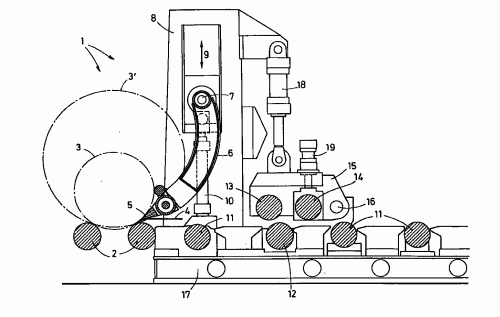
DISPOSITIVO DE DEVANADO PARA EL DEVANADO DE UNA CINTA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2005). Ver ilustración. Inventor/es: CRAMER, MARKUS DIPL.-ING., BENDER, HANS-JURGEN DIPL.-ING., FICK, MARTIN. Clasificación: B21C47/18, B21C47/16.
LA PRESENTE INVENCION SE REFIERE A UN DISPOSITIVO PARA DESDEVANADO DE UNA BANDA ENROLLADA PARA FORMAR UN HAZ (3,3'), CON UN DESDEVANADOR Y UN ABRIDOR DE HAZ, DONDE EL ABRIDOR DE HAZ ES APLICABLE GIRATORIAMENTE EN EL HAZ (3,3') POR MEDIO DE UN ACCIONAMIENTO DE GIRO A TRAVES DE UN BRAZO GIRATORIO APOYADO EN UN COJINETE DE GIRO. EL COJINETE DE GIRO ESTA APOYADO EN UNA ESTRUCTURA SOPORTE. LA INVENCION SE CARACTERIZA DE TAL MODO, QUE EL ABRIDOR DE HAZ ESTA CONFIGURADO DESPLAZABLE VERTICALMENTE DE FORMA RELATIVA CON RESPECTO AL DESDEVANADOR POR MEDIO DE UN ACCIONAMIENTO DE DESPLAZADO.
INSTALACION DE COLADA CONTINUA CON UNA SECCION DE REDUCCION BLANDA.
(16/12/2004) Procedimiento para la colada continua de desbastes planos o bloques, especialmente de desbastes lisos en una instalación de colada continua, que comprende en una conducción de la colada debajo de la coquilla una sección de reducción blanda con rodillos de presión o bien rodillos de apoyo , que están impulsados de forma individual o como segmento por medio de cilindros hidráulicos (7, 7) sin escalonamiento unos hacia los otros así como por medio de topes en una medida limitada con una fuerza de sujeción variable, caracterizado porque dentro de una zona de la sección de reducción blanda, en la que la colada no está todavía solidificada, se trabaja con una fuerza de sujeción con presión dura, y dentro de la zona de la sección de reducción blanda, en la que la colada…
PROCEDIMIENTO PARA LA LAMINACION DE MATERIAL A LAMINAR PERFILADO.
(01/12/2004) Procedimiento para la laminación de material a laminar perfilado en bastidores de laminación con parejas de cilindros de calibre, cuyos calibres están limitados a ambos lados por collares de apoyo, caracterizado porque en el caso de utilización de al menos un cilindro de calibre, que se puede desplazar axialmente en su posición, este cilindro de desplazamiento (UKW) es desplazado bajo una carga definida con sus superficies de collares de apoyo (AUL; AUR) hacia una u otra de las superficies de los collares de apoyo (AOL; AOR) del otro cilindro de calibre (OKW), se memorizan las posiciones de tope, la longitud del recorrido…
PROCEDIMIENTO E INSTALACION PARA ENVOLVER UN ARCO ELECTRICO.
Sección de la CIP Química y metalurgia
(16/11/2004). Ver ilustración. Inventor/es: UEBBER, NORBERT, REICHELT, WOLFGANG, MONHEIM, PETER, GRUND, GUIDO. Clasificación: C21C5/54.
Procedimiento para envolver un arco eléctrico que hace combustión en un horno de arco eléctrico por medio de escoria espumosa, que se forma mediante la introducción de substratos carbónicos en la escoria situada por encima del baño de acero, detectándose la emisión acústica y usándose para controlar la introducción del carbono espumoso, en donde a) se establece el espectro de amplitudes del sonido en la configuración como chasquido, b) las amplitudes que están ligadas al chasquido se llevan valoradas en un nivel similar y se alimentan a una unidad calculadora, realizándose la transformación de las amplitudes que representan el chasquido en el margen de frecuencias, en un nivel similar, por medio de la valoración A, c) en la unidad calculadora se utilizan los valores de medición valorados para el control de la escoria espumosa y, en caso de superarse o no llegarse a un valor prefijado para influir en la alimentación de cantidades sobre substratos carbónicos, se usan para espumar la escoria.
INSTALACION PARA EL TRATAMIENTO SUPERFICIAL DE UNA BARRA METALICA EN ESPECIAL PARA DECAPAR UN FLEJE DE ACERO.
Sección de la CIP Química y metalurgia
(01/11/2004). Ver ilustración. Inventor/es: SCHULER, PETER, VOLZ, STEFAN. Clasificación: C23G3/02.
Instalación para el tratamiento superficial de una barra metálica, en especial para decapar un fleje de acero, con un canal de tratamiento formado para la barra metálica que se mueve en dirección longitudinal y con toberas de inyección ajustables con relación a la superficie de la barra metálica, que están conectadas a unos tubos de tobera para la alimentación del líquido de tratamiento, caracterizada porque la sección transversal (3a) del canal de tratamiento, formada por una mamposteria inferior y paredes laterales, está limitada en el lado superior (3b) por medio de un cuerpo flotante y porque las toberas de inyección pueden ajustarse en cada caso, desde una posición oblicua dirigida hacia abajo sobre la barra metálica hasta un canal de tratamiento formado entre la barra metálica y el cuerpo flotante , bajo un ángulo agudo y plano con dirección de inyección en contra de la dirección de movimiento del fleje metálico.
PROCEDIMIENTO E INSTALACION PARA CINCAR AL FUEGO FLEJE DE ACERO LAMINADO EN CALIENTE.
(01/11/2004) Procedimiento para cincar al fuego fleje de acero laminado en caliente: - implantándose en un primer paso el fleje en una estación de decapado y extrayéndose en el mismo una capa de cascarillas y productos de reacción de la superficie del fleje, - en otro paso implantándose el fleje en una estación de enjuague y eliminándose en el mismo los residuos del decapado y los productos del decapado en la superficie del fleje, y a continuación - implantándose ésta en una estación de secado y secándose allí, y desde allí - implantándose en un horno en otro paso del procedimiento y pasándose allí a temperatura de cincado bajo una…
TUBO DE INMERSION PARA FUNDICION PARA INTRODUCIR MASA FUNDIDA EN UNA COQUILLA PARA LA FUNDICION CONTINUA, ESPECIALMENTE DE PRODUCTOS PLANOS.
(16/09/2004) Espiga de vertido por inmersión comprende un elemento de contorno formado por una combinación de un elemento base robusto y distribuidores de flujo. El elemento de contorno está formado por una combinación de un elemento base robusto que une regiones de pared opuestas a una altura (H1) y distribuidores de flujo a una altura (H2) en una dirección del eje X que sobresale de las direcciones de pared en la pieza de vertido del canal de flujo sin unión sólida con las regiones de pared que se encuentran opuestas. La espita de vertido de inmersión usada en la cola continua tiene una pieza de vertido formada como un canal de flujo y formada por…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}