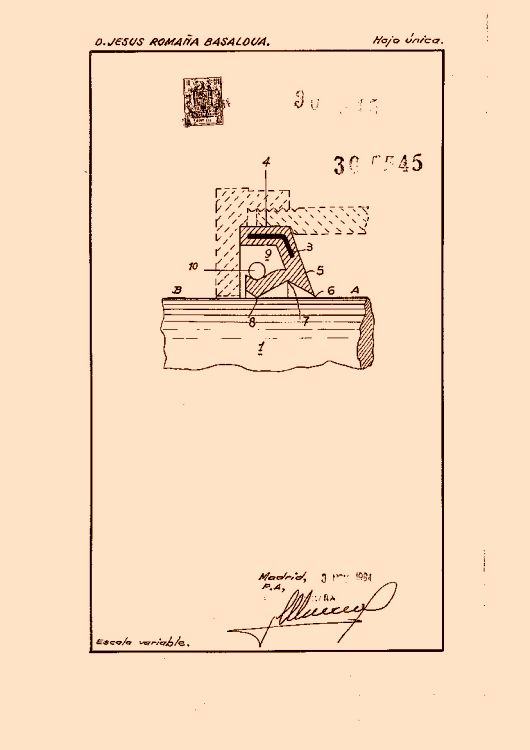
PERFECCIONAMIENTO EN LOS MEDIOS DE HERMETICIDAD ALREDEDOR DE EJES BAÑADOS.
Sección de la CIP Textiles y papel
(16/06/1965). Ver ilustración.
{kind=link}
Resumen no disponible.
Sección de la CIP Textiles y papel
(16/06/1965). Ver ilustración.
Resumen no disponible.
Sección de la CIP Textiles y papel
(16/08/1964).
Resumen no disponible.
Sección de la CIP Textiles y papel
(16/11/1961).
Resumen no disponible.
Sección de la CIP Textiles y papel
(16/03/1961).
Resumen no disponible.
Sección de la CIP Textiles y papel
(16/01/1961).
Resumen no disponible.
Sección de la CIP Textiles y papel
(01/11/1960).
Resumen no disponible.
Sección de la CIP Textiles y papel
(01/08/1960).
Resumen no disponible.
Sección de la CIP Textiles y papel
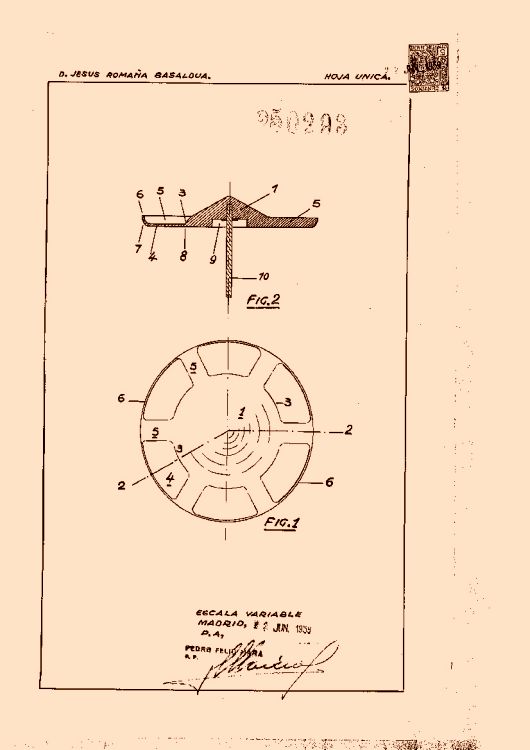
(01/03/1960). Ver ilustración. Clasificación: D06F.
Mejoras en el objeto de la patente principal referente al batidor caracterizadas porque dicho bastidor presenta la forma de una rueda maciza cuya región central de la cara anterior sobresale algo cónicamente y luego hacia su base va redondeándose hasta llegar a la superficie plana de la rueda, como a la mitad de distancia entre el centro y la periferia; desde ese encuentro salen varios anchos nervios radiales de superficie semicilíndrica que terminan en un reborde con la misma altura que los nervios y que constituye la citada periferia externa del bastidor, la cual periferia recibe un cierto redondeo en su unión con la cara posterior de la rueda, esta cara posterior es lisa y está ahuecada en su región inmediata al eje, el cual forma parte del batidor con longitud apropiada para su montaje en el mecanismo de transmisión del movimiento.
Sección de la CIP Textiles y papel
(01/03/1960).
Resumen no disponible.
Sección de la CIP Textiles y papel
(01/03/1960).
Resumen no disponible.
Sección de la CIP Textiles y papel
(01/08/1958).
Resumen no disponible.
Sección de la CIP Textiles y papel
(16/07/1958). Clasificación: D06F.
Perfeccionamientos introducidos en los mecanismos de transmisión y batidor, en las máquinas lavadoras, caracterizado porque el elemento batidor es formado por una placa de resinas fenoplásticas, la cual por una de sus caras se construye con dos nervaduras perpendiculares entre sí, con un refuerzo en su centro, presentando cada una de sus partes un frente de choque dos por cada una de las partes de aspa cruciforme, siendo todos sus bordes romos, por la otra de las caras y en el hueco de los elementos ya citados, y en su parte central tiene adherida una pieza cilíndrica, reforzada mediante nervaduras, estando embutido en su centro el eje transmisor, de acero o materia similar apropiada.
Sección de la CIP Necesidades corrientes de la vida
(01/07/1958).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/04/1958).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/12/1957).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/12/1957).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(01/09/1957).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/07/1956).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/01/1956).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(16/07/1955). Clasificación: A45D.
Procedimiento de fabricación de elementos rizadores, caracterizada porque en su primera fase se funda caucho puro y goma regenerada en una proporción equivalente entre el 50 al 75 por ciento del primero y el resto del segundo, a fin de lograr una trabazón de la materia prima con la que le sirve de cobertura, batiéndose constantemente hasta la licuación completa y realizando el colado de la mezcla para eliminar los grumos e impurezas propias de la goma regenerada.
Sección de la CIP Necesidades corrientes de la vida
(01/02/1955). Clasificación: A45.
Procedimiento de fabricación de bigudis, caracterizado porque se parte de un tubo de materia elástica de diámetro conveniente y de la longitud requerida según los tamaños y las aplicaciones, y en él, por medio de una máquina de cuchilla cóncava, se realiza en uno de sus extremos, un corte en sentido longitudinal, llevando a cabo dos nuevos cortes, uno enfrente del otro, en el centro aproximadamente del tubo, por medio de una cuchilla convexa; partiendo de los agujeros referidos y utilizando una cuchilla recta, aunque ligeramente curvada en uno de sus extremos, se realiza un corte profundo de modo que una de las partes resultantes del tubo quede de dimensiones tres veces mayor que la otra; debajo de los dos agujeros situados en el centro del tubo y utilizando un juego doble de cuchillas convexas, se lleva a cabo un nuevo corte en el tubo y, por último, se procede a taladrarlo en diferentes partes de su superficie por medio de agujeros correlativos y simétricos.
(01/03/1951).
Resumen no disponible.
(16/03/1950).
Resumen no disponible.
(16/11/1949).
Resumen no disponible.
(01/11/1949).
Resumen no disponible.
(01/07/1949).
Resumen no disponible.
(01/07/1949).
Resumen no disponible.
(01/07/1949).
Resumen no disponible.
{kind=link}