METODO PARA LA ESTRUCTURACION DE MEDIOS OPERATIVOS DE CIERRE Y PLEGADO DE ENVASES DE MATERIAL LAMINAR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1972). Ver ilustración. Clasificación: B65B43/10.
{kind=link}
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1972). Ver ilustración. Clasificación: B65B43/10.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1967). Ver ilustración. Clasificación: B65D.
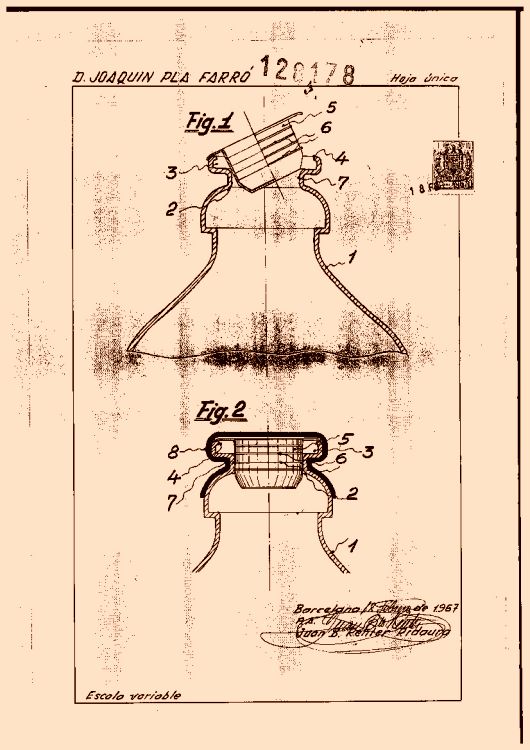
Gollete de botella, con embocadura para recibir el tapón caracterizado por el hecho de que presenta, en su borde superior un rebatimiento de las paredes laterales, dirigidas hacía el interior, que dan lugar a la formación de un canal tórico de poca profundidad, quedando situada la arista circular limitativa de dicho canal, a poca distancia del contorno de la embocadura del gollete, que resulta ser de forma abocardada, para recibir fácilmente el tapón, cuando cae de la tolva suministradora para el tapado automático dejándolo en la correcta posición para continuar luego las operaciones de tapado y precintado.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1966).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1966).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1964).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1964).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1963).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1962).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1962).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1962). Ver ilustración. Clasificación: B67C.
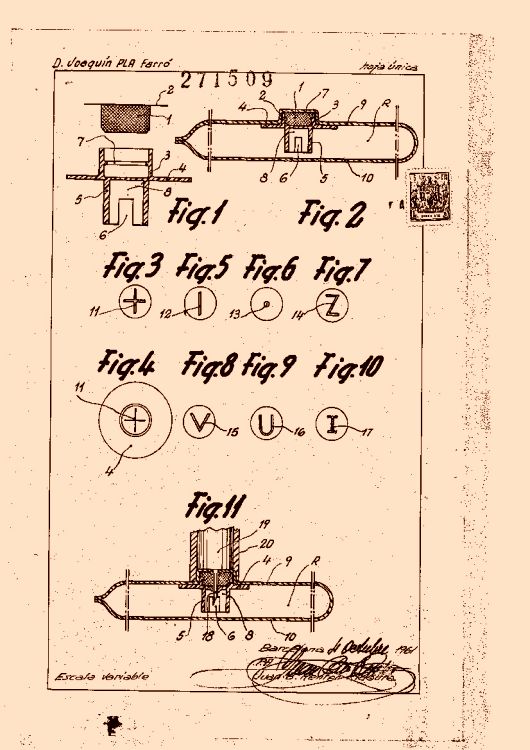
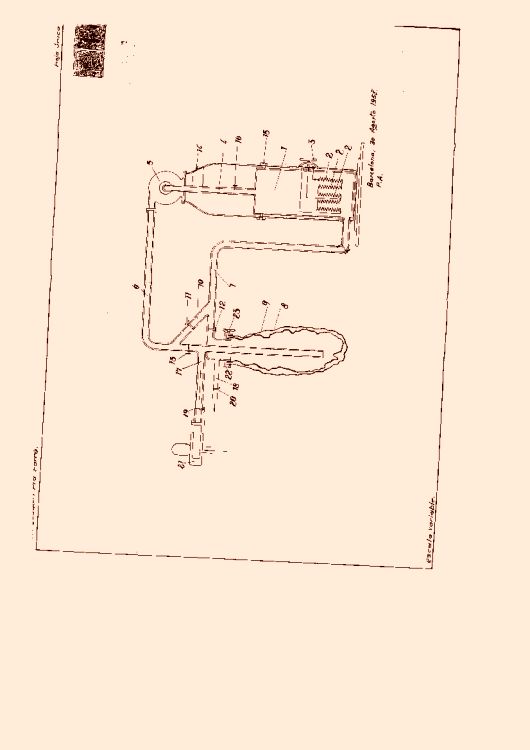
Mejoras en el objeto de la patente principal nº 232.265 por sistema para disponer medios que faciliten el llenado y obturación de envases individuales de paredes delgadas, caracterizado por el hecho de que el taco elástico, atravesable por punción de la cánula llenadora y que, por efecto de resilencia del material que constituye el taco, cierra el conducto circunstancialmente practicado por la cánula o aguja hueca pasante, está constituido por un taco macizo, sensiblemente cilíndrico, con achaflanado tronco-cónico en su base, para facilitar la introducción en la cazoleta portadora de dicho taco, en la que penetra bajo cierta presión y ajuste a fricción, para que experimente una compresión radial, que favorece la acción constrictora del material, presentando la cazoleta, a dicho fin, uno o mas resaltes circulares interiores, que contribuyen a la retención y compresión del taco dentro de la misma.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1961).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1961).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1961).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1960).
Resumen no disponible.
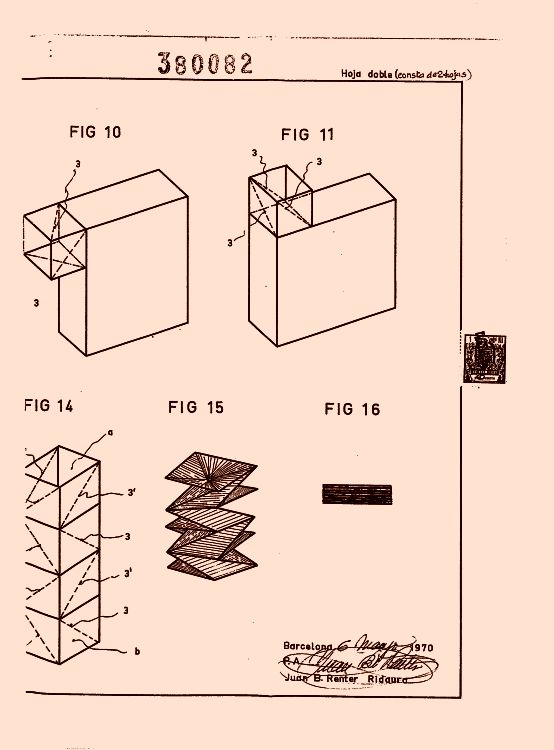
(01/09/1960) Método para la formación de envases con fondo resistente, sustentador del conjunto, conformados a partir de un material laminar, caracterizado por el hecho de que se parte de tiras de material laminar, plegadas de modo que, en la parte inferior de la misma, quede formado un pliegue, que luego determina un fuelle, acoplado al fondo del envase, desdoblándose el material laminar, de manera que, entre lo que han de ser las paredes anterior y posterior del envase, superpuestas y entresoldadas por sus bordes laterales, quede constituido, en virtud del pliegue profundo previsto en la base de la tira, el citado fuelle, que cuando el enviase adquiere volumen, al ser llenado, se despliega, permitiendo una separación entre los bordes o aristas inferiores, suficiente para que, al separarse…
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1960).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1960).
Resumen no disponible.
(01/02/1960) Perfeccionamientos en al fabricación de grupos de envases de llenado y cierre simultáneo, constituidos por paredes laminares flexibles, caracterizado por el hecho de que partiendo de un material laminar delgado y flexible, en preferencia termoplástico ya sea obtenido por extrusión en forma tubular o constituido por dos o mas hojas o planchas superpuestas y mediante una operación de soldadura practicada con electrodos de configuración adecuada a la que ha de tener el grupo de envases y que unen entre si las zonas convenientes de las dos paredes o láminas, se conformen simultáneamente una pluralidad de envases que quedan unidos y agrupados de modo que cada uno de los envases…
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1959). Ver ilustración. Clasificación: B65.
Resumen no disponible.
(16/09/1959) Procedimiento para el moldeo múltiple de cuerpos de material termoplásticocaracterizado porque se disponen unos moldes que conforman en sentido longitudinal una serie de cavidades iguales o no entre sí correspondientes a los envases o cuerpos huecos que se van a fabricarcuyas cavidades comunican entre si mediante zonas extranguladas preferentemente dispuestas según una alineación idealcoincidente con el eje del molde o paralela al mismode manera que siguiendo esta línea ideal pueda situarse un tubo de material termoplástico o una lámina arrollada que haga sus veces en el interior del moldeel cualpor otra partedispone de medios para efectuar el cierre hermético de las extremidades…
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1959). Ver ilustración. Clasificación: B29C.
Procedimiento para recubrir superficies de cualquier tipo con una capa de material termoplástico de espesor regulable, especialmente aplicable a la obtención de sacos, bolsas, envases, etc., impermeables, gracias a la disposición en su cara interior o exterior, o en ambas caras, de una capa de material termoplástico, caracterizado en que este recubrimiento se lleva a cabo disponiendo en el interior del envase a recubrir, de un envase de material termoplástico, laminar o tubular, ya completamente terminado, de forma y dimensiones coincidentes con las de aquel, cuyo envase de termoplástico se reblandece mediante la introducción de un fluido cualesquiera adecuado, a temperatura conveniente, que, al mismo tiempo le obliga a adoptar su forma normal distendida, aplicándolo contra las paredes del envase a recubrir, a las que queda perfectamente adherido al solidificarse.
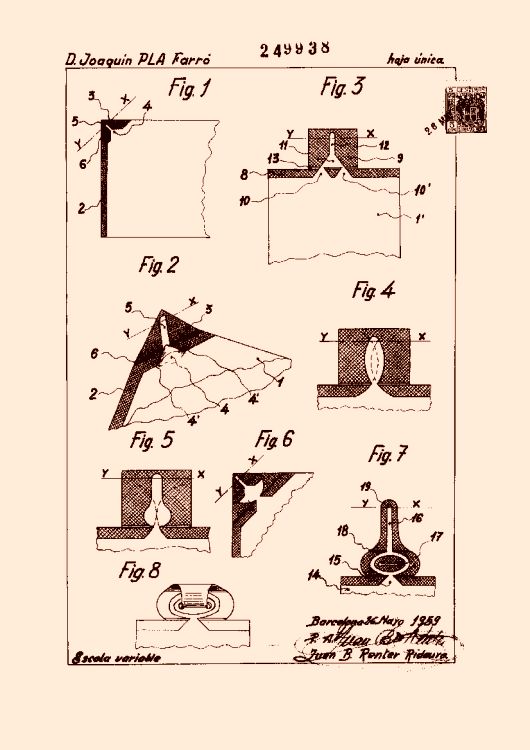
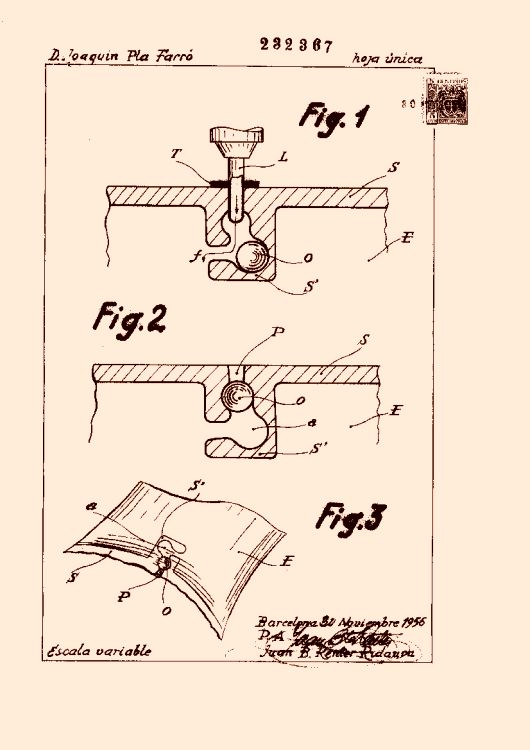
(01/05/1957) Sistema para disponer medios, que faciliten el llenado y obturación de envases individuales, de paredes delgadas caracterizada por el hecho de que al procederse a la formación del envase, ya sea partiendo de un tubo o de hojas yuxtapuestas , de un material laminar termoplástico soldable o susceptible de unirse por pegamento o disolvente, se inserte, intercala o superpone, fijándolo de un modo estanco, en el punto conveniente del material laminar, un elemento constituído por un cuerpo de material blando, cuyo índice de elasticidad y plasticidad permitan atravesarlo mediante la cánula del aparato llenador, pero que obture,por el mismo, el conducto circunstancialmente practicado por el paso de la cánula, en virtud de la capacidad de reacción del cuerpo atravesado, que…
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1957). Ver ilustración. Clasificación: B65, B67.
Sistema para la obturación, por interposición de un elemento obturador, del conducto de llenado de envases individuales, de paredes delgadas, caracterizado por el hecho de que al proceder a la formación del envase, partiendo de un tubo o de hojas yuxtapuestas de un material termoplástico soldable, o susceptible de unirse por pegamento o disolvente, se dispone que, entre las paredes laminares, quede determinado un conducto de entrada y una cavidad intermedia, resultante de la expansión del propio conducto, la cual sirve de alojamiento a un cuerpo obturador intercalado, susceptible de desplazarse a voluntad y aplicarse contra el conducto de paso, obstruyéndolo.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}