11 patentes, modelos y diseños de PENINSULAR MADERERA, S. A.
UNA DISPOSICION DE CERCO Y CONTRACERCO PARA PUERTAS PREFABRICADAS.
(01/12/1971) Una disposición de cerco y contracerco para puertas prefabricadas, caracterizada porque comprende una primera parte de contracerco destinada a fijarse al hueco de la puerta realizado en una pared o superficie similar y una segunda parte de cerco destinada a acoplarse a y asegurarse en posición sobre la parte de contracerco antes mencionada, cuya segunda parte de cerco se encuentra montada previamente formando un conjunto constituido por el batiente, las jambas y la puerta propiamente dicha, además de los elementos propios tales como bisagras, pernios, etc.; y porque dicha parte de cerco se asegura al contra cerco ya…
UN PROCEDIMIENTO PARA REPRODUCIR EXACTAMENTE EL COLOR Y LAS VETAS DE UNA MADERA SOBRE UNA SUPERFICIE LISA, DEBIDAMENTE PREPARADA, POR MEDIO DE IMPRESION GRAFICA.
Sección de la CIP Construcciones fijas
(16/08/1965).
Resumen no disponible.
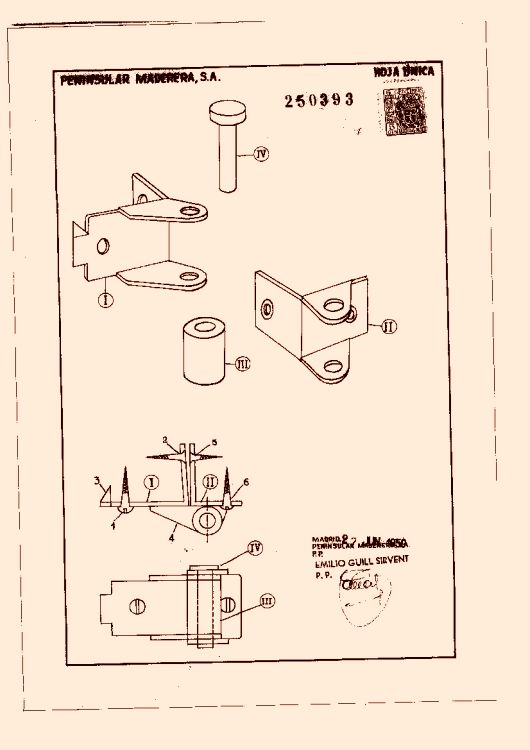
NUEVO SISTEMA DE PERNIO-BISAGRA.
Sección de la CIP Construcciones fijas
(01/11/1959). Ver ilustración. Clasificación: E05.
Nuevo sistema de pernio-bisagraque se caracteriza porque comprende cuatro piezas queuna vez armadasconstituyen el elemento de giroefectuándosela instalación solamente mediante una pequeña caja en el cerco y otra en la hoja de la puertamontándose solamente al colocar cuatro tornillos.
PROCEDIMIENTO DE FABRICACIÓN DE PUERTAS ARMADAS.
Sección de la CIP Construcciones fijas
(16/05/1959). Clasificación: E06B.
Procedimiento de fabricación de puertas armadasque se caracteriza porque el marco o armadura está constituído por cuatro piezas o largueros dispuestos formando rectángulo; en la parte interior de los dos largueros verticales y a media alturason adosados unos tacos o largueros más cortos que sirven de refuerzos en el sitio donde normalmente se dispondrán las cerraduras y herrajes de accionamiento de la puertay en la construcción de estos largueros se emplean listones de menos escuadría unidos longitudinalmente por medio de pegamentos adecuados y en número de dos como mínimohasta el larguero multilaminar.
PROCEDIMIENTO DE FABRICACIÓN DE CERCO LAMINADO PARA PUERTAS.
Sección de la CIP Construcciones fijas
(01/03/1959). Clasificación: E06B.
Mejoras en un procedimiento de fabricación de cerco laminado para puertas, caracterizándose porque el cerco laminado para puerta presenta dos rebajos desiguales asimétricos.
PROCEDIMIENTO DE FABRICACIÓN DE BISAGRAS.
Sección de la CIP Construcciones fijas
(16/09/1958). Clasificación: E05D.
Procedimiento de fabricación de bisagras caracterizándose porque se dispone un elemento en el ángulo inferior de la puerta, girando esta sobre aquel, de manera que todo el peso radial de la puerta gravita en este punto, dicho elemento comprende una pala montada en la parte inferior del cerco en su ángulo con el pavimento de forma que su caja cilíndrica apoya en el suelo, fijándose dicha pala al cerco por medio de dos tornillos, siendo reforzada su acción de fijado mediante una pestaña en ángulo recto que se incrusta en la madera en el interior del cilindro de esta pieza se alojan dos piezas que constituyen en si un juego de rodamiento a bola que soporta el peso de la puerta y hace que su giro sea suave y uniforme.
Junquillos para colocación de cristales o unas en puertas vidrieras y panees.
Sección de la CIP Construcciones fijas
(16/08/1958).
Resumen no disponible.
PROCEDIMIENTO DE CONSTRUCCIÓN DE BASTIDORES O ARMADURAS DE PUERTAS, CON LARGUEROS DE MADERAS LAMINADAS.
Sección de la CIP Construcciones fijas
(01/08/1958). Clasificación: E06B.
Procedimiento de construcción de bastidores o armaduras de puertas, con largueros de maderas laminadas, que se caracteriza porque los largueros son constituídos por la superposición de láminas de madera preparada con el grado higrométrico preciso y uniforme, de manera que la humedad contenida en la madera en el momento del prensado no sea superior al 10%; dichas láminas se disponen con todas sus fibras paralelas en sentido longitudinal y con un espesor proporcional al espesor posterior total de la pieza, no siendo mayor de 1:7 la proporción máxima conveniente y, preferentemente, la de 1:10.
PROCEDIMIENTO DE FABRICACION DE CERCO LAMINADO PARA PUERTAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1958). Clasificación: B27.
Procedimiento de fabricación de cerco laminado para puertas, que se caracteriza porque tanto los largueros como el cabecero, están constituidos por pluralidad de listones o láminas sobrepuestas en el sentido del espesor del mismo y unidas por líneas de urea-formol o cualquier otro tipo de adhesivo a presión y calor, estas láminas o listones van montadas de forma que el núcleo o alma central, de sección algo mayor que las restantes, es el que hace de batiente par los dos rebajos de que consta el cerco.
UNA INSTALACIÓN PARA LA FABRICACIÓN DE PUERTAS ARMADAS.
Sección de la CIP Construcciones fijas
(01/03/1956). Clasificación: E06.
Un procedimiento para la fabricación de puertas armadas, que consiste en establecer tres líneas de producción originariamente independientes, a saber: una, en la que se obtienen los marcos para las puertas los cuales, para su ulterior transporte y manejo sin necesidad de ser ensamblados o encolados, se arman mediante grapas, lo que les permite su almacenaje y su paso a la línea de producción común; otra, en la que se preparan las caras de las puertas, y otra en la que por ondulación al calor, presión y humedad, se preparan las almas partiendo de tiras lisas de chapa de madera, d dimensiones apropiadas, reuniéndose estas tres líneas de producción en una sola en las que los marcos, las almas y las caras se reunen en la disposición apropiada y se someten a una operación de encolado bajo presión con lo cual resultan conjuntos unitarios que, a continuación, se someten a las operaciones usuales de acabado.
UNA INSTALACIÓN PARA LA FABRICACIÓN DE PUERTAS ARMADAS.
(01/03/1956) Una instalación para la fabricación de puertas armadas, caracterizada porque consta de los siguientes elementes, que comprende tres líneas de producción originariametne independientes, a saber: una la que se obtienen los marcos para las puertas, que aparte de las máquinas usuales para el trabajo de la madera, contiene un aparato engrapador manual o mecánico que permite armar los marcos para su ulterior transporte y manejo sin necesidad de ser ensamblados o encolados; otra en la que se preparan las caras de las puertas y que contiene cámaras de humidificación, tornos de desenrollo de la chapa a partir de la madera en rollos y los aparatos usuales para el corte a dimensión de las chapas, y otras, en la que por ondulacón…
{kind=link}