17 patentes, modelos y diseños de MUNTAÑOLA TEY,LUIS
UNA MAQUINA PONEDORA CONTINUA PERFECCIONADA PARA FABRICAR SEMIVIGAS, JACENAS, PLACAS NERVADAS Y OTROS ELEMENTOS DE HORMIGON ARMADO O DE ARMADURA MIXTA, ARMADO MAS PRETENSADO, PARA LA CONSTRUCCION DE FORJADOS PARA TECHOS.
Sección de la CIP Construcciones fijas
(16/12/1982). Clasificación: E04G11/36.
MAQUINA PONEDERO CONTINUA PARA FABRICAR SEMIVIGAS, JACENAS, PLACAS NERVADAS Y OTROS ELEMENTOS DE HORMIGON ARMADO O DE ARMADURA MIXTA, ARMADO MAS PRETENSADO, USADOS EN LA CONSTRUCCION DE FORJADOS PARA TECHOS. CONSTA DE UN DOSIFICADOR PARA LA ALIMENTACION DE HORMIGON, POR CUBICACION O PESO, MEDIANTE CUALQUIER DISPOSITIVO MECANICO O ELECTRONICO SITUADO BAJO LA TOLVA DE ALIMENTACION; DE UN PROTECTOR CON FORMA DE PARRILLA, QUE SE COLOCA DEBAJO DEL DOSIFICADOR Y POR ENCIMA DE LAS ARMADURAS, EL CUAL ACTUA COMO DEFLECTOR DEL HORMIGON; DE UN ENRASADOR DE LA MASA DE HORMIGON, FORMADO POR UNA PLANCHA RIGIDA; Y DE UNO O VARIOS MOLDES , SITUADOS Y ADAPTADOS SOBRE UN MARCO COLOCADO A CONTINUACION DEL ENRASADOR.
PERFECCIONAMIENTOS EN LA CONSTRUCCION DE ARMADURAS PARA LA FABRICACION DE SEMI-VIGAS DE HORMIGON ARMADO.
Sección de la CIP Construcciones fijas
(01/12/1975). Clasificación: E04C5/03.
Perfeccionamientos en la construcción de armaduras para la fabricación de semi-vigas de hormigón armado, obtenido por el despliegue de un fleje férrico, estampado y troquelado, esencialmente caracterizado por la disposición vertical que en la misma queda la platabanda o nervio superior y los tirantes también verticales del conjunto.
DOSIFICADOR SUMINISTRADOR AUTOMATICO DE PASTA, PARA CARGA DE MOLDES EN LA OBTENCION DE PIEZAS POR CENTRIFUGADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1975). Clasificación: B29B5/04.
Resumen no disponible.
MAQUINA AUTOMATICA PARA LA FABRICACION DE PIEZAS O ELEMENTOS DE HORMIGON CENTRIFUGADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1975). Clasificación: B28B21/30.
Resumen no disponible.
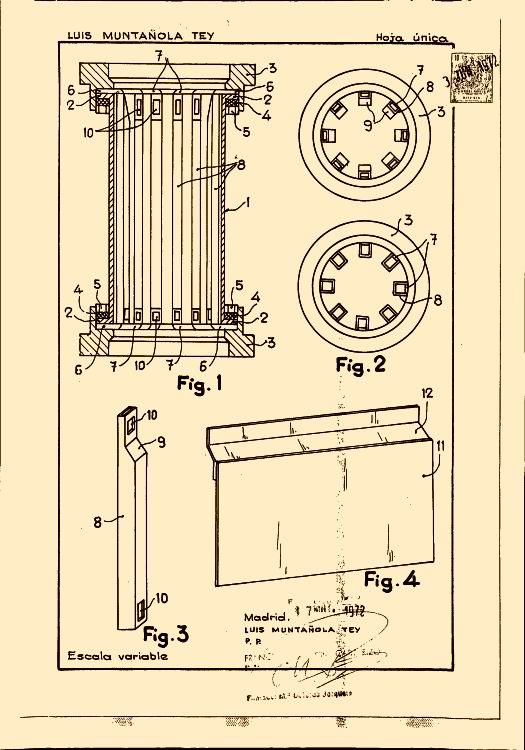
MOLDE PERFECCIONADO PARA OBTENCION DE PIEZAS POR CENTRIFUGADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1973). Ver ilustración. Clasificación: B28B.
Molde perfeccionado para obtención de piezas por centrifugado, que se caracteriza por estar constituido por un cuerpo cilíndrico hueco, con cabezales. torneados en sus extremos que forman ala o valona para su centrado en maquina mientras giran comportando este cuerpo cilíndrico en su interior, y en el sentido de sus generatrices, unas piezas paralelepípedas rectangulares alargadas, ligeramente troncopiramidales, las cuales tienen uno de sus extremos reducido en grueso y con rampa de transición, sobre cuyas piezas se adapta una camisa con desviaciones.en uno de sus extremos coincidentes con las de los extremos de menor grueso de aquellas, lo que posibilita la formación del cabezal de la pieza a obtener.
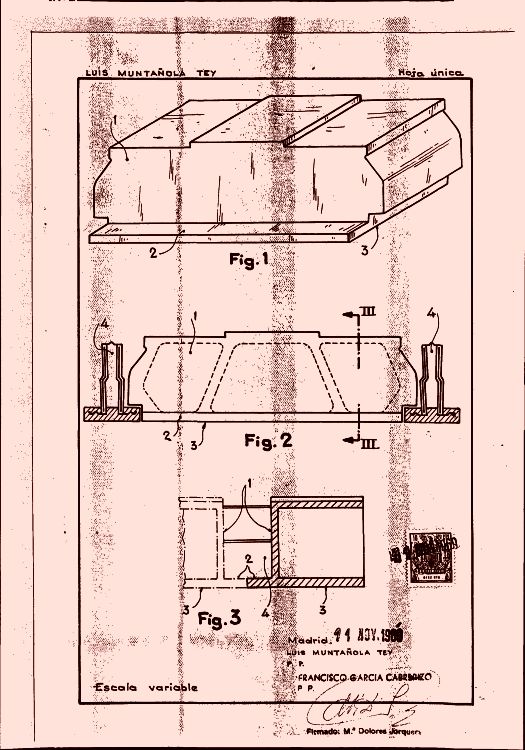
BOVEDILLA PARA FORJADO DE PISOS.
Sección de la CIP Construcciones fijas
(01/05/1971). Ver ilustración. Clasificación: E04B5/08.
Bovedilla para forjado de pisos, especialmente destinada a la formación de forjados reticulares, caracterizada porque sus tabiques interiores de refuerzo están unidos a la superficie interior de la pared que cierra una de sus caras frontales, en cuyo borde inferior y en toda la longitud de la cual, va dispuesta una pestaña plana que sobresale a escuadra y que resulta en prolongación de la superficie inferior de la bovedilla.
Polea de transmisión de núcleo y bandas recambiables.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1964).
Resumen no disponible.
SISTEMA DE CIERRE PARA MOLDES DE TUBOS, POSTES, VIGAS Y DEMÁS ELEMENTOS QUE SE FABRICAN POR CENTRIFUGACIÓN O VIBRACIÓN.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1962). Ver ilustración. Clasificación: B22C.
Resumen no disponible.
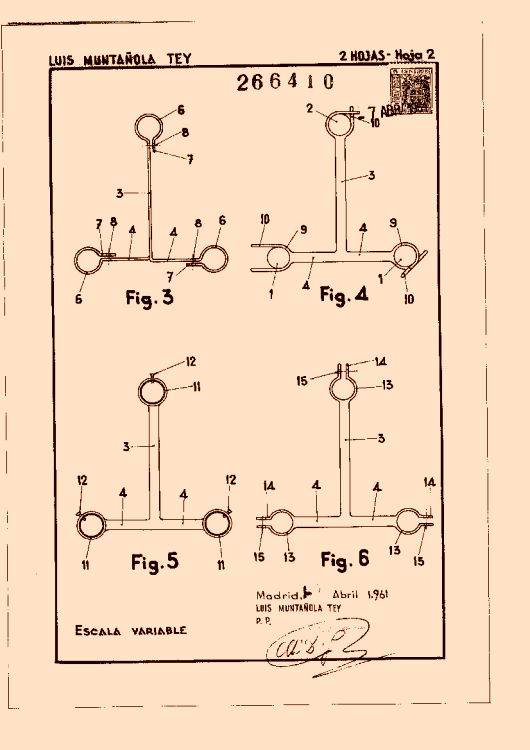
SISTEMA DE ARMADURA PARA LA CONSTRUCCIÓN DE VIGUETAS Y SEMIVIGAS DE HORMIGÓN.
Sección de la CIP Construcciones fijas
(16/06/1961). Ver ilustración. Clasificación: E04C3/02.
Resumen no disponible.
Broche para moldes de fabricación de tubería de cemento u hormigón centrifugado.
Sección de la CIP Construcciones fijas
(16/04/1960).
Resumen no disponible.
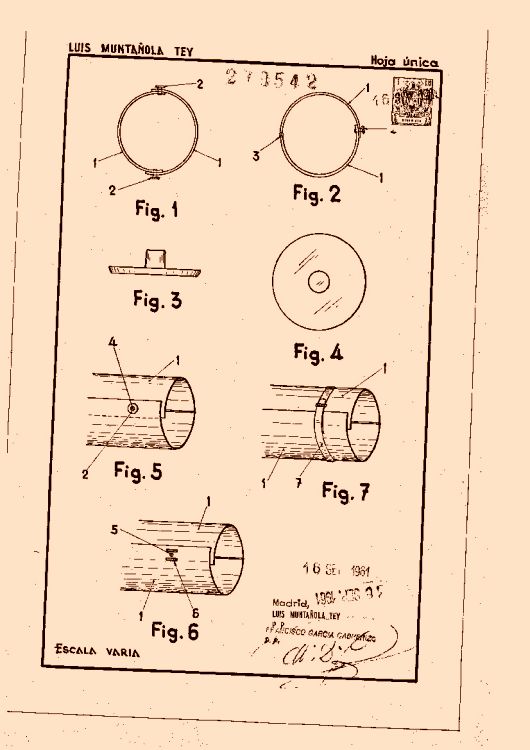
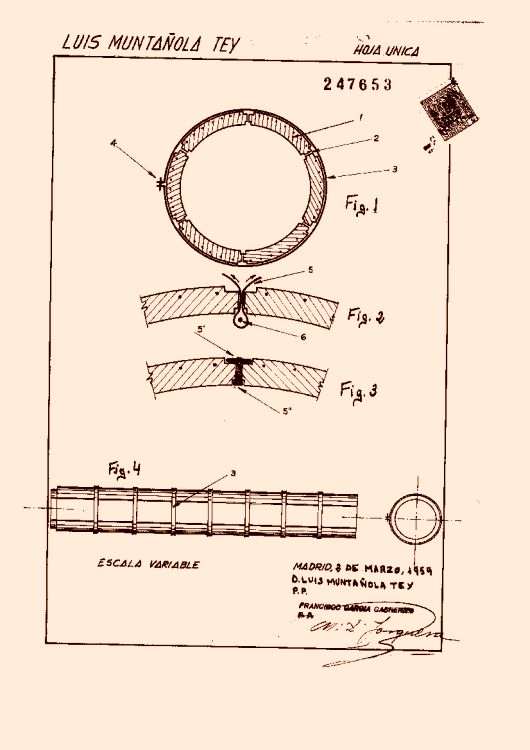
UN MOLDE PARA LA FABRICACIÓN DE TUBOS DE HORMIGÓN CENTRIFUGADO.
Sección de la CIP Construcciones fijas
(01/04/1960). Ver ilustración. Clasificación: E03F.
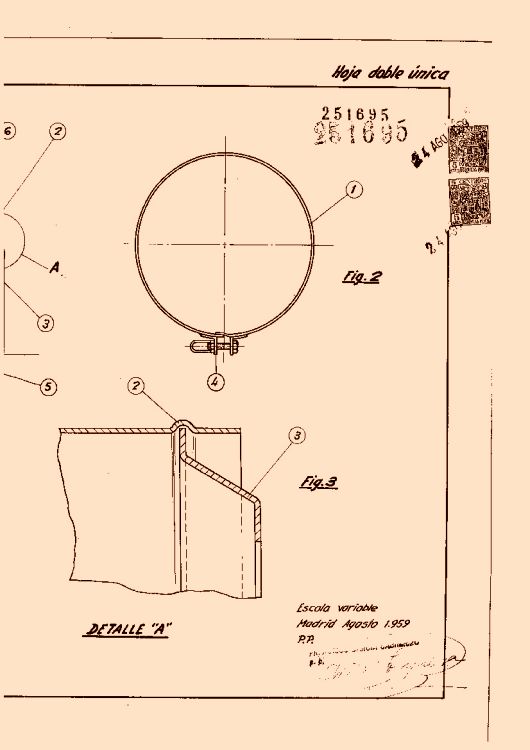
Molde para la fabricación de tubos de hormigón centrifugado, carcterizado por estar constituído por un cuerpo formado en plancha metálica de suficiente resistencia y que adopta la forma de un cilindro que se presenta abierto según una de sus generatrices manteniéndose en la posición original cilíndrica por solapado de los bordes o aristas axiales y cierre por cualquier procedimiento mecánico tal como ganchos, tensores, tornillo y tuerca o cualquier otro que quedan convenientemente espaciados de acuerdo con las dimensiones del tubo a producir y por tanto del molde, cuyo diámetro interior determina el exterior final del tubo centrifugado.
NUEVO PROCEDIMIENTO PARA LA CONSTRUCCIÓN DE PISOS DE HORMIGÓN ARMADO.
Sección de la CIP Construcciones fijas
(16/02/1960). Ver ilustración. Clasificación: E04B1/00.
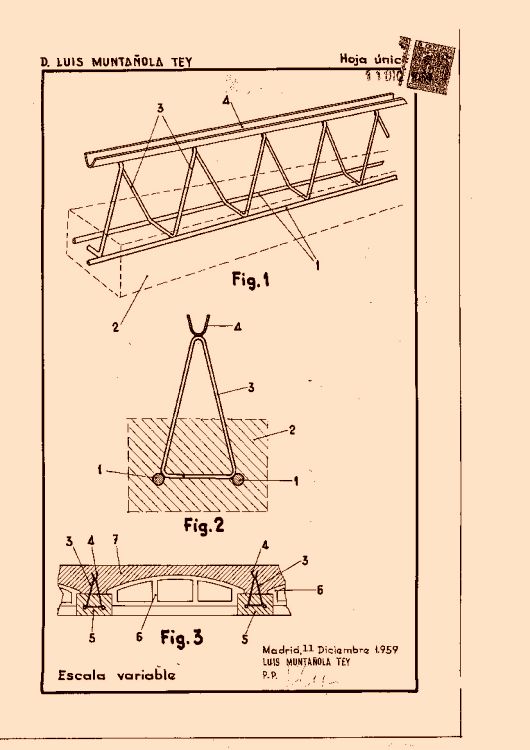
Nuevo procedimiento para la construcción de pisos de hormigón armado, según el cual las viguetas se construyen en un molde único, al pié de la obra, empleando para su refuerzo una armadura metálica prefabricada, que se recibe del proveedor en la longitud necesaria o en una longitud de fabricación que, al ser cortada a la precisa, deje poco o ningún desperdicio por exceso, cuya armadura se aloja en el molde para verter a continuación una lechada o mortero de cemento que, al fraguarse, forma la vigueta debidamente armada por la parte inferior de la armadura metálica, cuya parte superior sobresale del plano encimero de la vigueta (de sección rectangular), dejando al descubierto aproximadamente la mitad de los estribos y de la pieza que los reune.
NUEVO SISTEMA DE FABRICACIÓN DE VIGUETAS PARA FORJADOS.
Sección de la CIP Construcciones fijas
(16/02/1960). Ver ilustración. Clasificación: E04C3/02.
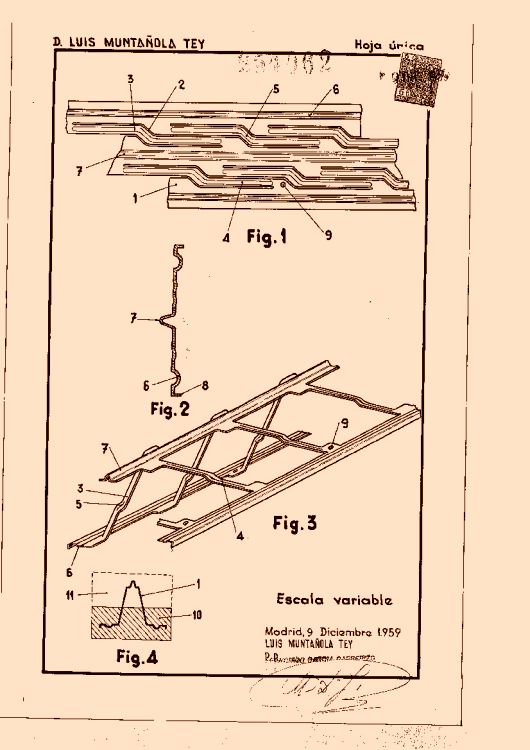
Nuevo sistema de fabricación de viguetas para forjados, esencialmente caracterizado por la creación de una armadura metálica, preferentemente férrica obtenida del despliegue de un fleje estampado en forma tal que se forma en esta operación un núcleo central destinado normalmente a ocupar una posición superior y dos platabandas inferiores unidas a la central mediante una serie de brazos en cada lado los cuales disponen de una inclinación inversa unos a otros, formados por el mismo material de base y con la particularidad de que la longitud de cada uno de estos equivale la de una hipotenusa de un triángulo rectángulo en el que los vértices adyacentes a la misma corresponden a la iniciación y terminación de los cortes practicados para su formación, en tanto que el ángulo recto queda determinado precisamente por la inserción inferior del brazo precedente, cada uno de los cuales presenta a media longitud un acodamiento para permitir el corte correspondiente a la inserción del brazo adyacente.
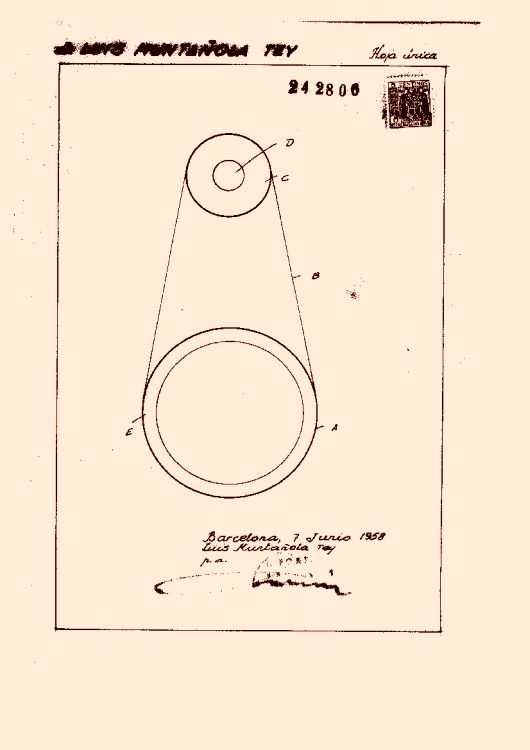
MACANISMO PARA EL MOLDEO POR CENTRIFUGACIÓN DE TUBOS DE HORMIGÓN Y DE OTROS MATERIALES ANÁLOGOS.
(16/12/1959) Mecanismo para el moldeo por centrifugación de tubos de hormigón y de otros materiales análogos, que se caracteriza esencialmente por estar constituido por un soporte de estructura apropiada, debidamente anclado en el pavimento y portador de un pie derecho en cuya parte alta figuran unos brazos o silletes convenientemente arriostrados para poder soportar los elementos conformadores determinados por unos moldes tubulares que se encuentran libremente suspendidos de unas correas de transmisión superiormente enlazadas a poleas fijas a ejes que, por medio de poleas análogas, son movidos por uno o varios electromotores, viniendo apoyados tales ejes en cojinetes oportunamente montados en los citados brazos para una buena rotación…
UN PROCEDIMIENTO PARA REVESTIR EXTERIORMENTE CON HORMIGÓN U OTRO MATERIAL FLUÍDO ENDURECIBLE FORMAS RÍGIDAS RREVOLUCIONALBES, ESPECIALMENTE TUBERIAS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/06/1959). Ver ilustración. Clasificación: F16L.
Procedimiento para revestir exteriormente con hormigón un otro material fluido endurecibleformas rígidas revolucionables especialmente tuberiasesencialmente caracterizado porque la pieza a revestir se recubre con un moldetotal o parcialmentede forma talqeu el espacio que queda entre ambos elementos adopte la forma qeu en definitiva haya de tener el revestimiento formado por una masa fluida o pastosa de material endurecible por fraguado o cambio de estadointroduciéndose este material por la única abertura existente en la superficie del molde una vez colocado en forma adecuada sobre la pieza a revestir.
UN NUEVO PROCEDIMIENTO DE FABRICACIÓN DE TUBOS DE HORMIGÓN CON DUELAS PRECOMPRIMIDAS O PRETENSADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1959). Ver ilustración. Clasificación: B28B.
Nuevo procedimiento de fabricación de tubos de hormigón con duelas precomprimidas o pretensadascaracterizado pro la formación previa de sectores de un cilindro de hormigón del grueso del tubo a fabricaren tal formaque mediante el acoplamiento de dichos sectores se pueda formar un tubo entero exactamente cilíndrico.
SISTEMA DE FABRICACIÓN DE TUBERÍAS Y PIEZAS MOLDEADAS DE CEMENTO, FIBROCEMENTO Y SIMILARES POR CENTRIFUGACIÓN.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1958). Ver ilustración. Clasificación: B28.
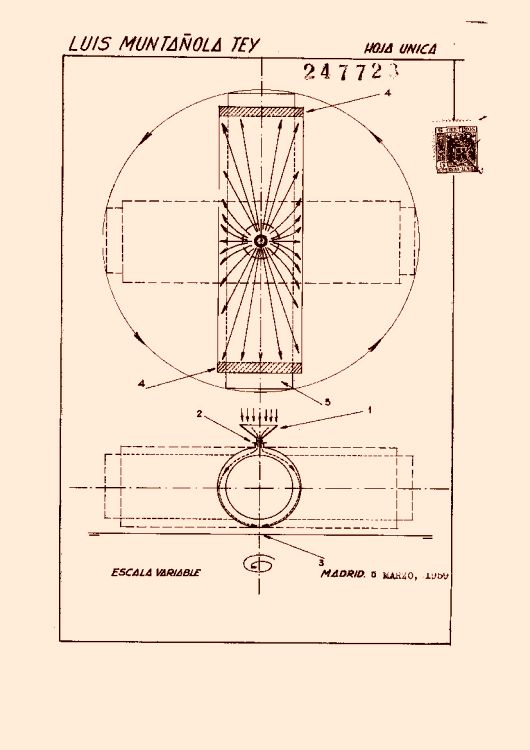
Sistema de fabricación de tuberías y piezas moldeadas de cemento, fibrocemento y similares por centrifugación que consiste esencialmente en colocar el material que deba formar la pieza a moldear dentro de un molde, con la forma de dicha pieza el cual se suspende de dos o más cables, correas o análogos que, a su vez, lo están ya sea directamente ya sea a través de las correspondientes poleas, del eje que recibe el movimiento de rotación del motor de accionamiento y que puede se incluso en un caso límite el eje propio del motor,haciendo girar dicho molde a través de dichas transmisiones par dar lugar a que el material contenido en el mismo se adapte por centrifugación a sus paredes interiores, dejando secar la pieza formada en su interior si es necesario antes del desmoldeo de la misma.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}