14 patentes, modelos y diseños de METZELER SCHAUM G.M.B.H.
PELOTA DE TENIS DE MATERIAL DE ESPUMA.
Sección de la CIP Necesidades corrientes de la vida
(16/12/1980). Clasificación: A63B37/00.
1.Pelota de tenis de material de espuma, caracterizado porque dicha pelota de tenis está formada por un núcleo en base de poliéter o de poliéster, con una densidad de volumen de por lo menos 130 kg./m.3 y está provista de una línea de contorno cerrada. 2.Pelota de tenis de material de espuma.
RESPALDO PARA ASIENTO DE VEHICULO AUTOMOVIL.
(16/09/1980) 1. Respaldo para asiento de vehículo automóvil, en que está elaborado un cojín de respaldo de material de espuma, caracterizado porque el cojín de respaldo presenta, en la zona de la vértebra lumbar, unas ranuras de depresión, que transcurren verticalmente y escotaduras que parten desde estar ranuras de presión... 2. Respaldo según la reivindicación 1, caracterizado porque la ranura de depresión en el cojín de respaldo transcurren separadas entre sí, y las escotaduras están dispuesta separadas mutuamente. 3. Respaldo según la reivindicación 1 y 2, caracterizado porque las escotaduras son aproximadamente agujeros redondos, circulares y ovalados, que comunican entre sí la cara anterior y la cara posterior del cojín de respaldo. 4. Respaldo según las reivindicaciones 1 a 3, caracterizado porque las escotaduras están dispuestas desplazadas entre sí en las…
CUBIERTA AISLANTE EN FORMA DE PARALELEPIPEDO DE MATERIAL FLEXIBLE.
(16/06/1980) 1.Cubierta aislante en forma de paralelepípedo de material flexible, que está constituida en varias capas con una hoja de plástico exterior y una interior, y una capa aislante situada entremedias, de un material de espuma elástico, siendo enchufable la cubierta aislante sobre una paleta de transporte, que aloja las mercancías a proteger y por lo menos una pared lateral susceptible de abrirse por cierres corredizos, caracterizada porque dos paredes laterales, opuestas entre sí, y el sector de tejado, situado entremedias, representan una unidad coherente y están unidos desprendiblemente por cierres corredizos laterales, pasantes, con las otras dos paredes…
PROCEDIMIENTO PARA EVITAR ENDURECIMIENTOS EN CUERPOS MOLDEADOS DE ESPUMA BLANDA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1980). Clasificación: B29D27/00.
1. Procedimiento para evitar endurecimientos en cuerpos moldeados de espuma blanda, en la línea de separación de las partes del molde de formación de espuma, caracterizada porque se inserta una hoja autoseparadora, que penetra algo en el espacio interior del molde, entre las partes del molde y porque, después del desmoldeo, se arranca por lo menos la parte de la hoja, que sobresale del cuerpo moldeado endurecido.
PROCEDIMIENTO PARA LA FABRICACION DE PELOTAS DE TENIS DE MATERIAL DE ESPUMA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1980). Clasificación: B29D27/00.
Procedimiento para la fabricación de pelotas de tenis de material de espuma, caracterizado porque a partir de un bloque de material de espuma, preferentemente de espuma en frío con una densidad de volumen de por lo menos 130 kg/m3, especialmente 160 kg/m3 se fresa una bola con el tamaño de una pelota de tenis y porque esta bola se batanes.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS MOLDEADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1980). Clasificación: B29C17/03.
Procedimiento para la fabricación de cuerpos moldeados, de un núcleo de material de espuma y una capa de cubierta, que sirve de refuerzo de zonas marginales, caracterizado porque por lo menos en una cara de una placa de espuma dura de poliuretano termodeformable, se superpone un producto preimpregnados de poliéster insaturado y porque el mencionado cuerpo se deforma por prensado, cuando fragua el poliéster.
DISPOSITIVO PARA LA FABRICACION DE BLOQUES RECTANGULARES DE MATERIAL DE ESPUMA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1980). Clasificación: B29D27/00.
Dispositivo para la fabricación de bloques rectangulares de material de espuma, de una mezcla de reacción espumable, especialmente de una mezcla de poliuretano, caracterizado porque la salida para la mezcla de reacción sobre la banda del fondo, está subdividida en la anchura del bloque, que debe espumarse.
PROCEDIMIENTO PARA LA FABRICACION DE PLACAS DECORATIVAS DE MATERIAL ESTRATIFICADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1979). Clasificación: B32B27/10.
Procedimiento para la fabricación de placas decorativas de material estratificado, caracterizado porque se impregnan una o varias capas de papel y/o mecha de fibras con resina de poliéster insaturada, que contiene los activadores, así como eventualmente aceleradores, requeridos para la polimerización, se reunen, se aplica sobre la capa posterior de placa de material estratificado una resina de poliéster insaturada, conteniendo halógeno que contiene los activadores, respectivamente aceleradores, eventualmente necesarios para la polimerización, se aplica y despúes de ello se endurece la placa de material estratificado bajo la acción de calor.
INSTALACION PARA ESPUMA MOLDEADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1979). Clasificación: B29D.
Instalación para espuma moldeada, especialmente para espuma caliente de poliuretano, en la que, moldes individuales, rellenados con la mezcal líquida de material de espuma, para el proceso de endurecimiento y fraguado pueden aportarse a un trayecto de calefacción y subsiguiente refrigeración, caracterizada porque sobre una mesa, impulsada rotativamente, está dispuestos varios moldes calentables y refrigerables de modo directo e individual para las partes moldeadas de espuma caliente y los distintos moldes está en comunicación, de modo desmontable por medio de tuberías de enlace individualmente obturables y un cabezal distribuidor central, rotativo con correspondientes fuentes de aprovisionamiento para medio de calefacción, refrigeración y energía.
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE BLOQUES DE MATERIAL ESPONJADO RECTANGULARES Y DISPOSITIVO PARA SU REALIZACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1977). Clasificación: B29D.
Resumen no disponible.
PERFECCIONAMIENTOS EN INSTALACIONES PARA LA PRODUCCION Y/O ELABORACION CONTINUA DE PRODUCTOS DE GRAN SUPERFICIE EN FORMA DE BANDA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1977). Clasificación: B32B27/40.
Resumen no disponible.
PROCEDIMIENTO PARA LA PREPARACION DE MATERIALES DE ESPUMA DE POLIURETANO QUE SE ENDURECEN EN FRIO.
Sección de la CIP Química y metalurgia
(16/01/1977). Clasificación: C08G18/16.
Resumen no disponible.
PROCEDIMIENTO PARA EL EMPAQUETADO AL VACIO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1976). Clasificación: B32B31/04.
Resumen no disponible.
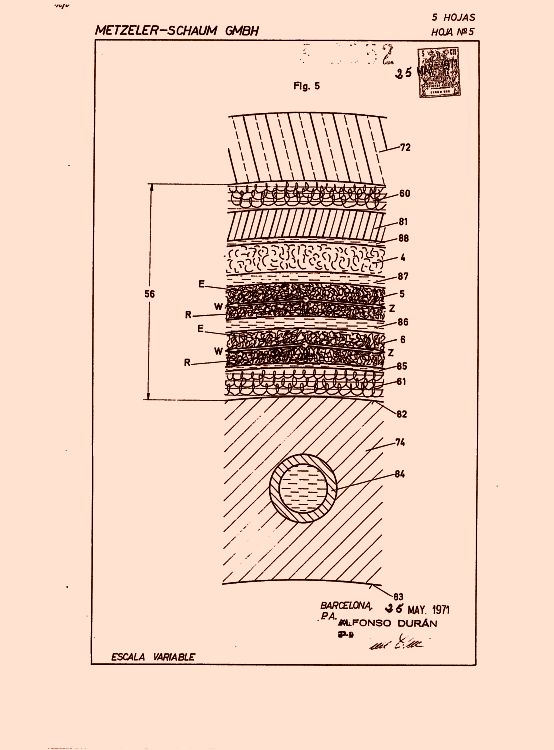
PERFECCIONAMIENTOS EN LAS MAQUINAS PARA LA FABRICACION DE BANDAS SIN FIN DE MATERIAL ESTRATIFICADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1972). Ver ilustración. Clasificación: B32B27/02.
Resumen no disponible.
{kind=link}