7 patentes, modelos y diseños de MASCHINENFABRIK GEHRING GMBH & CO.
BIELA Y PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/11/2005). Ver ilustración. Inventor/es: ABELN, TOBIAS, DR., KLINK, ULRICH. Clasificación: F16C9/04, F16C35/02.
Biela con un ojo de biela pequeño y un ojo de biela grande, al mismo tiempo, que al menos en un ojo de la biela está dispuesto un cojinete , que el cojinete es retenido de manera segura contra giro en el ojo del cojinete, que la superficie del taladro en un ojo de la biela y/o la superficie exterior de un cojinete posee una estructuración , caracterizada porque la estructuración está formada por protuberancias , limitando las protuberancias oquedades en el contorno exterior de estas,.
PIEZA DE TRABAJO CON UNA SUPERFICIE SOLICITABLE TRIBOLOGICAMENTE Y PR OCEDIMIENTO PARA LA FORMACION DE UNA SUPERFICIE DE ESTE TIPO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/03/2005). Ver ilustración. Inventor/es: FLORES, GERHARD, ABELN, TOBIAS, DR., KLINK, ULRICH, KULL, OLIVER. Clasificación: F16C33/10, F02F1/20.
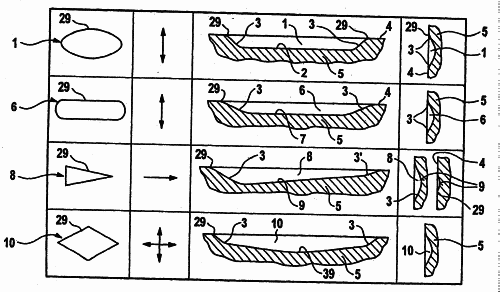
Pieza a trabajar con una superficie , susceptible de ser solicitada tribológicamente, que se ha configurado como superficie de deslizamiento engrasada por medio de un material intermedio, y la superficie se ha provisto de una estructura formada por multiplicidad de poros , caracterizada porque los poros presentan un borde perimetral ininterrumpido, donde el borde perimetral se ha configurado como arista de estructura libre de rebabas, y forman una microcámara de presión cerrada, y por que los poros , vistos en planta desde arriba, presentan una extensión alargada y la superficie presenta una rugosidad operativa en las regiones portantes entre los poros.
PROCEDIMIENTO PARA EL BRUÑIDO DE TALADROS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1997). Inventor/es: KLINK, ULRICH, WIEDERHOLD, JOACHIM, GEHRUNG, BERND. Clasificación: B24B33/08.
LA HERRAMIENTA BRUÑIDORA SIRVE PARA EL MECANIZADO PREVIO DE TALADROS EN SU ZONA TERMINAL. LAS HERRAMIENTAS BRUÑIDORAS CONOCIDAS DE ESTE TIPO SE APLICAN PARA EL BRUÑIDO PREVIO DE TALADROS CIEGOS CERCA DEL FONDO DEL TALADRO. ALLI SE MECANIZA EL EXTREMO DEL TALADRO CON PEQUEÑAS CARRERAS DE LA HERRAMIENTA, CUYAS PIEDRAS PARA BRUÑIR SON MUY CORTAS EN RELACION A LA LONGITUD DEL TALADRO Y DE LA HERRAMIENTA. PARA QUE A PESAR DE ELLO SE LOGRE UN APOYO SUFICIENTE DE LA HERRAMIENTA BRUÑIDORA EN EL TALADRO Y, CON ELLO, GARANTIZAR UN CENTRADO CORRECTO, EN LA HERRAMIENTA BRUÑIDORA DE LA INVENCION HAY PREVISTAS REGLETAS GUIA QUE SE EXTIENDEN EN LA ZONA POR FUERA DE LAS PIEDRAS PARA BRUÑIR . LA HERRAMIENTA TAMBIEN SE PUEDE APLICAR PARA EL MECANIZADO DEL EXTREMO SUPERIOR DE LOS TALADROS, CUYO PLANO DE LIMITACION SUPERIOR DISCURRE OBLICUO RESPECTO AL EJE DE TALADRO O PRESENTAN ESTRECHAMIENTOS ASIMETRICOS EN EL EXTREMO DEL TALADRO.
METODO PARA EL MECANIZADO FINO DE SUPERFICIES DE PIEZAS.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/04/1995). Inventor/es: KLINK, ULRICH, LANG, WALTER, LANG, ERNST, DR., GRIMM, HANS, BERGEN, KARL-HEINZ, DR. Clasificación: B23K26/00, F02F1/20.
EL METODO PARA EL MECANIZADO FINO DE SUPERFICIES DE PIEZAS ES UN PROCESO DE BRUÑIDO CON DOS PASOS DEL PROCESO POR LO MENOS. EN UNO DE LOS PASOS DEL PROCESO SE BRUÑE EN ACABADO A LA DIMENSION FINAL PREVISTA, LA SUPERFICIE , POR EJEMPLO, LA PARED DE UN ORIFICIO, POR LO CUAL SE GENERA UNA ESTRUCTURA MUY FINA CON UNA PROFUNDIDAD MUY PEQUEÑA DE LAS TRAZAS DE BRUÑIDO, QUE ACTUA SOPORTANDO UNA GRAN PARTE DE LA SUPERFICIE. EN OTRO PASO DEL PROCESO, QUE SE PUEDE REALIZAR ANTES O DESPUES DEL BRUÑIDO DE ACABADO, SE GENERAN POR MEDIO DE UN DISPOSITIVO DE RADIACION, EN PARTICULAR DE UN LASER, ESTRIAS QUE SE CORTAN UNAS A OTRAS SEGUN UN MODELO PREFIJADO, CON EL FIN DE ALCANZAR UNA RESERVA DE LUBRICANTE PARA EL POSTERIOR EMPLEO DE LA PIEZA. COMO EN ESTE TRATAMIENTO POR RADIACION NO SE ORIGINAN DEFORMACIONES EN LOS BORDES DE LAS ESTRIAS, LOS PUNTOS DE CRUCE TAMBIEN PERMANENCEN LIBRES DE PARTICULAS DE MATERIAL, DE FORMA QUE RESULTA UNA DISTRIBUCION OPTIMA DEL LUBRICANTE.
PROCEDIMIENTO DE BRUÑIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1992). Inventor/es: RICHTER, GUNTER, GRIMM, HANS, DIPL.-ING. Clasificación: B23Q15/02, B24B33/06.
EN EL BRUÑIDO EL PROCESO DE BRUÑIDO INTERFIERE UN PROCESO DE MEDIDA POR LO QUE LA MEDICION SE EFECTUA MIENTRAS QUE EL UTIL DE BRUÑIDO SE MUEVE POR TODOS LADOS GIRANDO EN LA DIRECCION DEL EJE. EL PROCESO DE MEDIDA SE REALIZA EN CONDICIONES DINAMICAS. PARA EVITAR ESTO, YA QUE LAS IMPRECISIONES EN LA MEDICION CRECEN PROGRESIVAMENTE CON LA FUERZA DE MECANIZADO PRODUCIENDO DEFECTOS, SE REDUCE LA ELABORACION DEL BRUÑIDO DURANTE LA MEDICION. MEDIANTE LA REDUCCION DEL BRUÑIDO QUE SE EFECTUA A TRRAVES DE LA FUERZA DE MECANIZADO Y / O VELOCIDAD DE CORTE SE POSIBILITA UNA MEDICION EN CONDICIONES CUASI ESTATICAS QUE SE APROXIMA CON EXACTITUD A LA MEDICION ESTATICA.
DISPOSITIVO DE AJUSTE PARA UNA HERRAMIENTA DE BRUÑIDO POR FROTACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1991). Inventor/es: BAUM, PETER. Clasificación: B24B33/02.
EL DISPOSITIVO DE AJUSTE PARA UNA HERRAMIENTA BRUÑIDORA DE FROTACION SIRVE PARA AJUSTAR LA SUPERFICIE DE FROTACION EN UN DIAMETRO DETERMINADO. EL DISPOSITIVO DE AJUSTE TIENE UN DISPOSITIVO DE AJUSTE QUE TRABAJA AUTOMATICAMENTE Y TIENE UN ELEMENTO DE AJUSTE QUE PUEDE ACTIVARSE AUTOMATICAMENTE POR UN DISPOSITIVO DE AJUSTE SITUADO EN EL LADO EXTERIOR DE LA HERRAMIENTA BRUÑIDORA POR FROTACION . EL DISPOSITIVO DE AJUSTE ESTA CONSTRUIDO SENCILLAMENTE Y GARANTIZA EN ELEVADAS FUERZAS DE AJUSTE UN AJUSTE MUY EXACTO Y SEGURO Y UN REGLAJE DE LA HERRAMIENTA BRUÑIDORA POR FROTACION . EL DISPOSITIVO DE AJUSTE ENGRANA POR LA VIA MAS CORTA INMEDIATAMENTE EN LA HERRAMIENTA BRUÑIDORA DE FROTACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1990). Inventor/es: LANG, WALTER, DIPL.-ING. Clasificación: B24B33/10, B24B55/02.
CONSISTE EN UNA HERRAMIENTA DE AFILAR PARA PROCEDIMIENTO FINO DE PERFORACIONES DE AGUJEROS EN CASO DE UNA PIEZA DE TRABAJO . LA HERRAMIENTA DE AFILAR TIENE UN MANGO EN CUYO EXTREMO LIBRE ESTAN COLOCADAS HORMAS DE AFILADO QUE SON MOVILES HACIA EL EXTERIOR RADIALMENTE CON UNA BARRA EXTENSIBLE. EN LA HERRAMIENTA DE AFILAR ESTA PREVISTA LA COLOCACION DE UN CANAL DE MEDIO REFRIGERANTE SOBRE EL QUE, DURANTE EL TRABAJO DE LA PIEZA EN EL EXTREMO DIRIGIDO HACIA LA MISMA DE LA HERRAMIENTA DE AFILAR , SE LLEVA UN MEDIO REFRIGERANTE. PARA LA CONDUCCION DE REGRESO DEL MEDIO REFRIGERANTE ESTAN PREVISTOS CANALES DE RETORNO QUE TRANSCURREN EN LA CIRCUNFERENCIA EXTERIOR DE LA HERRAMIENTA . EL DISPOSITIVO DE AFILAR MUESTRA, ADEMAS, UN DISPOSITIVO DE DIRECCIONAMIENTO DEL MEDIO REFRIGERANTE QUE SE AJUSTA FRENTE A LA HERRAMIENTA Y PUEDE FIJARSE FIRMEMENTE. LA CONDUCCION Y RETORNO DEL MEDIO REFRIGERANTE ESTA EXACTAMENTE DEFINIDA EN EL INTERIOR DEL AMBITO DE TRABAJO.
{kind=link}
{kind=link}