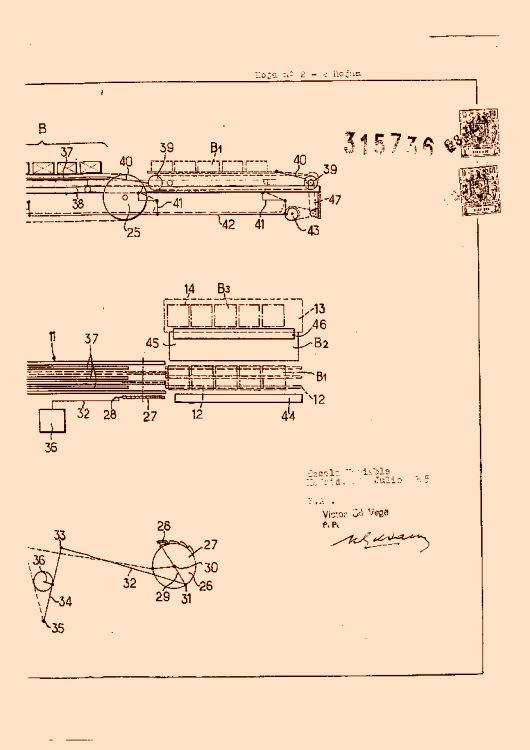
PROCEDIMIENTO DE CARGA DE VARIAS FILAS DE PRODUCTOS SOBRE UN SOPORTE TRANSFERIDOR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1966). Ver ilustración. Clasificación: B65G49/08.
{kind=link}
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1966). Ver ilustración. Clasificación: B65G49/08.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1966). Ver ilustración. Clasificación: B65G47/08, B65G47/74, B65G47/82.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1965). Ver ilustración.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1964). Ver ilustración. Clasificación: B28B11/18, B28B13/06B, B28B13/06.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1963). Ver ilustración. Clasificación: B65G43/08, B28B5/12, B28B5/12B, B28B13/02B, B28B13/02.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1962). Ver ilustración. Clasificación: B28B.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1961). Clasificación: B32B18/00.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
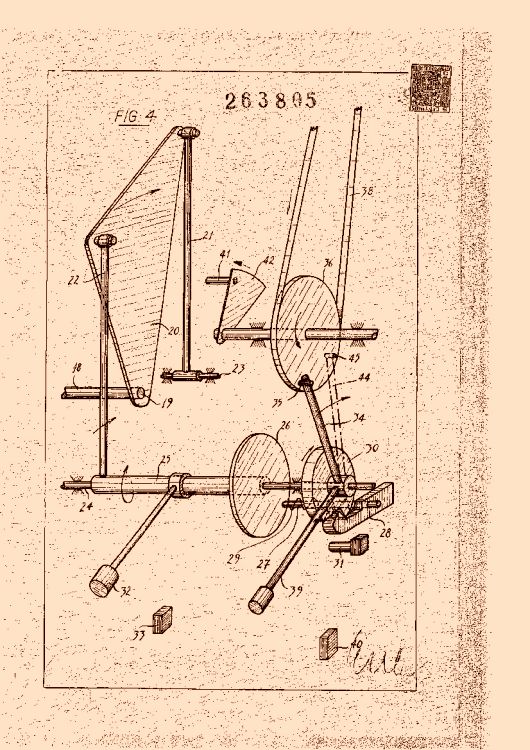
(16/04/1961). Ver ilustración. Clasificación: B28B13/06B, B28B5/12B, B28B13/06, B28B5/12.
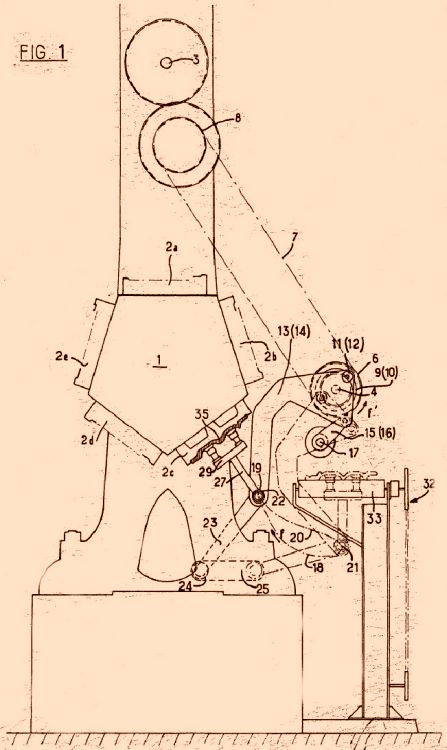
Un dispositivo de desmoldeo y de evacuación de los productos moldeados en prensa del género de cuerpo rotativo, cada cara del cual lleva un molde inferior, estando destinados dichos moldes a presentarse, por rotación intermitente del cuerpo, sucesivamente debajo de un molde superior destinado a prensar sobre un molde inferior de dicho cuerpo, caracterizado porque una cabeza de succión está destinada a desplazarse desde un molde inferior que ha sido prensado por el molde superior, hasta un órgano transportador de evacuación, efectuándose el desplazamiento de dicha cabeza de succión, en las proximidades de dicho molde, según una trayectoria sensiblemente perpendicular a la cara del cuerpo rotativo que lleva dicho molde.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1961). Ver ilustración. Clasificación: B28B5/12B, B28B13/02B, B28B13/02, B28B5/12.
Resumen no disponible.
Sección de la CIP Construcciones fijas
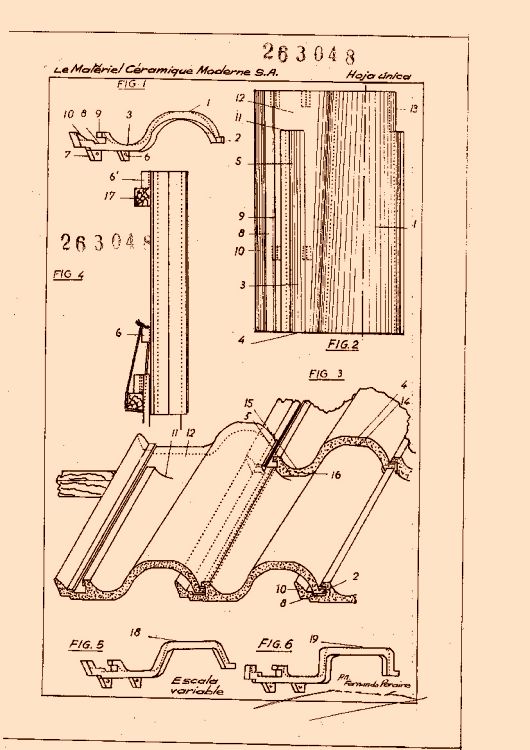
(01/03/1961). Ver ilustración. Clasificación: E04D1/04.
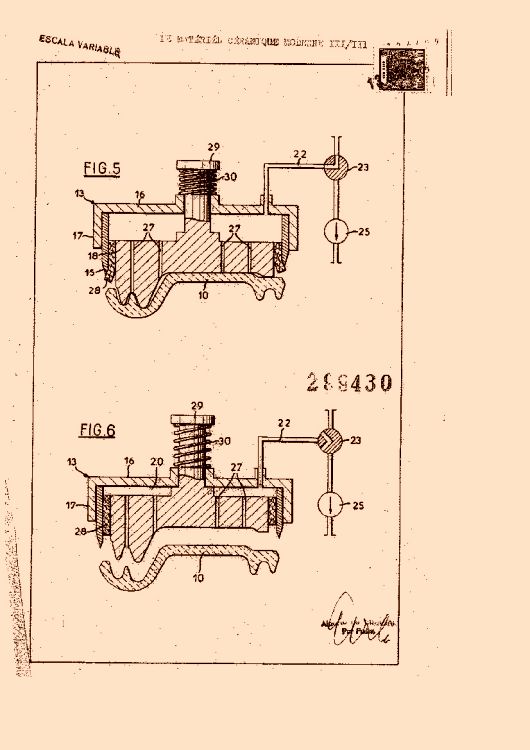
Mejoras introducidas en la fabricación de tejas obtenidas por hilera, consistentes en dotar a dichos elementos de una superficie rectangular o paralelógrama, compuesta de dos canales longitudinales cóncavo o convexo de conicidad invertida, estando provistos de una garganta de encaje que permite realizar un encadenamiento entre ellas por yuxtaposición, asegurando un enclavamiento longitudinal, por penetración en la garganta del talón dispuesto en la cara longitudinal opuesta.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}