8 patentes, modelos y diseños de HEGLER, RALPH-PETER, DR.-ING.
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE UN TUBO CORRUGADO DE DOBLE PARED CON UNA MANGUERA, EL TUBO CORRUGADO DE DOBLE PARED Y EL APARATO PARA LLEVAR A CABO EL PROCEDIMIENTO.
(16/02/2008) Procedimiento para la fabricación continua de un tubo compuesto integrado por un tubo interior (39'') liso y por un tubo exterior (37'') soldado con este y provisto de crestas de onda, con un manguito de tubo y un eje longitudinal central, con las siguientes etapas de procedimiento: - una manguera exterior se extrude de forma concéntrica con el eje longitudinal central; - la manguera exterior se provee de un ondulado con crestas de onda y valles de onda mediante un vacío parcial aplicado desde fuera; - en la manguera exterior se extrude una manguera interior de forma concéntrica con el eje…
(16/05/2005) Conjunto de tubos con una primera y una segunda sección del tubo de plástico que presentan: - cada una un tubo interior cilíndrico de pared lisa y un tubo exterior ondulado con crestas de onda y con senos de onda circulares cilíndricas y - un diámetro exterior (D4), - con un manguito de tubo moldeado en línea en un extremo de la primera sección del tubo que presenta - un diámetro exterior (D18) y - un diámetro interior (D17) y - con un extremo adelgazado moldeado en línea en un extremo de la segunda sección del tubo, constituido por - el tubo interior y - una segunda sección del tubo exterior y - que…
REGISTRO DE LAVADO Y DE CONTROL PARA TUBERIAS DE LIQUIDO Y TRAMO DE REGISTRO CORRESPONDIENTE.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Construcciones fijas
(01/09/2004). Ver ilustración. Inventor/es: HEGLER, RALPH-PETER, DR.-ING.. Clasificación: F16L47/00, F16L41/08, F16L37/00, E03F5/02.
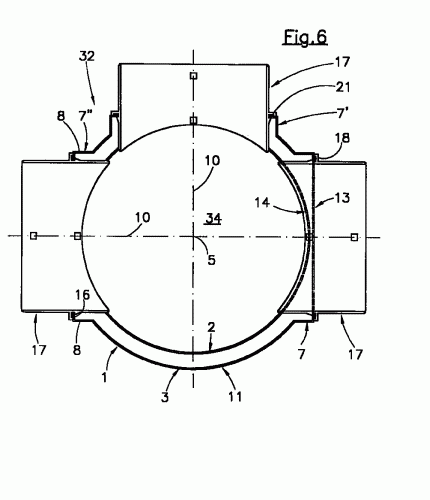
UN POZO DE BARRIDO Y CONTROL PARA CONDUCCIONES DE LIQUIDO, EN PARTICULAR PARA CONDUCCIONES DE AGUAS RESIDUALES Y/O AGUAS DE LLUVIA, PRESENTA UN TRAMO DE POZO QUE ESTA REALIZADO COMO TUBO DE CONSTRUCCION MIXTA , CON UN TUBO INTERIOR CILINDRICO LISO Y UN TUBO EXTERIOR ONDULADO . EL TUBO EXTERIOR ESTA DEFORMADO PARA OBTENER COMO MINIMO UN ZOCALO DE CONEXION (7, 7', 7") MEDIANTE UNA PESTAÑA DE BORDE DE ZOCALO DE CONEXION . EL ZOCALO DE CONEXION (7, 7', 7") Y EN EL TUBO INTERIOR ESTAN RECORTADOS UNOS ORIFICIOS , ALINEADOS ENTRE SI, EN LOS QUE VA CORTADA UNA TUBULADURA DE CONEXION.
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE UN TUBO COMPUESTO CON UN MANGUITO DE TUBO Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
(01/11/2003) Procedimiento para la fabricación continua de un tubo compuesto , con un manguito de tubo , que consta de un tubo interior liso (39) y un tubo exterior (37) soldado a aquél y provisto de ranuras transversales , con las siguientes operaciones del procedimiento: - se extruye un tubo flexible exterior , - el tubo flexible exterior 37 es provisto de una ondulación con ranuras transversales por medio de una presión positiva relativa, que actúa desde dentro hacia fuera, generada al menos parcialmente mediante un vacío parcial aplicado desde afuera, - se extruye un tubo flexible interior en el tubo flexible exterior , - el tubo flexible interior es presionado contra los valles de las ondulaciones del tubo flexible exterior y es allí soldado con el tubo flexible exterior , - el tubo flexible exterior es ensanchado…
PROCEDIMIENTO DE FABRICACION DE TUBOS COMPUESTOS DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2002). Ver ilustración. Inventor/es: HEGLER, RALPH-PETER, DR.-ING.. Clasificación: B29C47/22, B29C47/06.
UN DISPOSITIVO PARA LA FABRICACION DE TUBOS DE PLASTICO COMBINADO PRESENTA UN CABEZAL DE TUBO Y SEMICOQUILLAS QUE EMPAREJADAS DAN LUGAR A UN MOLDE. EL CABEZAL DE TUBO PRESENTA UN ANILLO DE SOPORTE , QUE SE UNE A UNA PIEZA DE CONEXION DEL EXTRUSOR MEDIANTE UN PRIMER DISPOSITIVO DE AJUSTE , MEDIANTE EL CUAL PUEDE MODIFICARSE EL ANCHO DE UN CANAL DE INYECCION A TRAVES DE SU PERIMETRO. ENTRE EL ANILLO DE SOPORTE Y UN CAMISA DE TOBERAS EXTERIORES SE PREVE UN SEGUNDO DISPOSITIVO DE AJUSTE , MEDIANTE EL CUAL PUEDE AJUSTARSE EL ANCHO DEL CANAL EXTERIOR , A TRAVES DE SU PERIMETRO.
TUBO COMPUESTO CON MANGUITO INTEGRADO Y PROCEDIMIENTO DE FABRICACION.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/02/2002). Ver ilustración. Inventor/es: HEGLER, RALPH-PETER, DR.-ING.. Clasificación: B29C49/00, F16L11/15, F16L25/00.
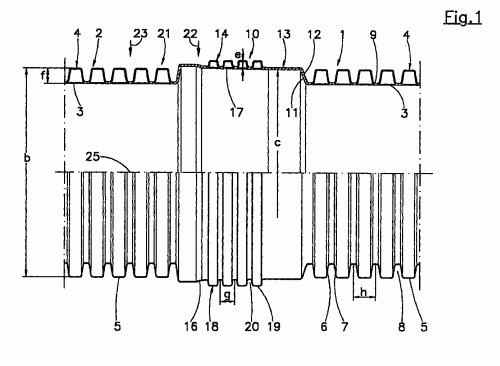
LA INVENCION SE REFIERE A UN TUBO DE INTERCONEXION FORMADO POR UN TUBO EXTERIOR ONDULADO Y UN TUBO INTERIOR LISO , QUE COMPRENDE UN MANGUITO QUE SE UNE EN SU BASE MEDIANTE UNA SECCION DE AMPLIACION AL TUBO INTERIOR Y AL TUBO EXTERIOR . A CONTINUACION DE LA SECCION DE AMPLIACION , EL MANGUITO PRESENTA UNA SECCION DE PAREDES LISAS Y BASICAMENTE DE UNA SOLA PARED UNIDA DE NUEVO A UNA SECCION DE TUBO DE INTERCONEXION CON UNA SECCION DE TUBO INTERIOR Y UNA SECCION DE TUBO EXTERIOR CON AL MENOS DOS CRESTAS DE ONDA ANULARES.
PROCESO Y DISPOSITIVO PARA LA FABRICACION CONTINUA DE UN TUBO COMBINADO CON UNA PARTE EXTERIOR EN ESENCIA LISA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1998). Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM. Clasificación: B29C49/04, B29C47/00, B29D23/18.
PARA LA FABRICACION CONTINUA DE UN TUBO COMBINADO COMPUESTO DE UN TUBO INTERIOR LISO Y DE UN TUBO EXTERIOR SOLDADO CON EL TUBO INTERIOR, PROVISTO CON ACANALADURAS TRANSVERSALES , CON UNA ZONA EXTERIOR EN ESENCIA LISA (EXTREMO AFILADO 46), SE EXTRUSIONAN UNA MANGUERA EXTERIOR Y DENTRO DE ESTA UNA MANGUERA INTERIOR . DURANTE LA FABRICACION DE LA ZONA EXTERIOR EN ESENCIA LISA (EXTREMO AFILADO 46), SU PARED EXTERIOR SE DESCARGA DE PRESION POR CAMARAS DE COMPENSACION.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION CONTINUA DE UN TUBO DE UNION CON UN MANGUITO DE TUBO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1996). Inventor/es: HEGLER, RALPH PETER, HEGLER, WILHELM. Clasificación: B29C49/00, B29C47/12, B29C47/06.
PARA LA FABRICACION CONTINUA DE UN TUBO DE UNION, COMPUESTO DE UN TUBO INTERIOR LISO Y DE UN TUBO EXTERIOR , PROVISTO DE ESTRIAS TRANSVERSALES SOLDADO AL MISMO, CON UN MANGUITO DE TUBO, SE MOLDEA POR EXTRUSION UN TUBO ELASTICO EXTERIOR Y EN EL INTERIOR DE ESTE UN TUBO ELASTICO INTERIOR . DURANTE LA FABRICACION DEL TUBO DE UNION NORMAL ES SOPLADO GAS EN LA ZONA, ENTRE EL TUBO ELASTICO EXTERIOR Y EL TUBO ELASTICO INTERIOR , BAJO UNA REDUCIDA SOBREPRESION. DURANTE LA FABRICACION DEL MANGUITO DE TUBO, SE PURGA ESTA ZONA CON EL FIN DE LOGRAR UN APOYO SUPERFICIAL DEL TUBO ELASTICO INTERIOR CON EL TUBO ELASTICO EXTERIOR , POR LO QUE EL TUBO ELASTICO INTERIOR , ES SOMETIDO A PRESION POR GAS DESDE LA PARTE INTERIOR.
{kind=link}
{kind=link}
{kind=link}