22 patentes, modelos y diseños de BENECKE-KALIKO AKTIENGESELLSCHAFT
Material de espuma de plástico y su uso.
Sección de la CIP Química y metalurgia
(20/07/2016). Inventor/es: OHLINGER, RAINER, WEMPE,THOMAS. Clasificación: C08J9/00, C08J9/10.
Material de espuma de plástico a base de poliolefinas, que contiene del 50 al 90% en peso de plásticos a base de polipropileno con un índice de fluidez MFI (230 ºC/2,16 kg) de desde 0,5 hasta 0,9 g/10 min y del 10 al 50% en peso de plásticos a base de polietileno con un índice de fluidez MFI (190 ºC/2,16 kg) entre 0,5 y 1,9 g/10 min, presentando el material de espuma de plástico una densidad de desde 0,03 hasta 0,2 g/cm3 y conteniendo del 20 al 70% en peso de proporción de poliolefinas reticulada y un agente lubricante y en el que el material de espuma de plástico puede obtenerse mediante reticulación con una fuente de radiación ionizante y en el que el plástico a base de polietileno se dispersa en una matriz continua basándose en el plástico a base de polipropileno.
PDF original: ES-2595514_T3.pdf
MEZCLA DE POLIMEROS SOLDABLE POR ALTA FRECUENCIA Y FLEXIBLE EN FRIO ASI COMO SU UTILIZACION.
(16/10/2009) Lámina o cuerpo moldeado con el contenido de una mezcla de polímeros, que es soldable a alta frecuencia y flexible en frío, en una forma reticulada, que contiene #a) de 1 a 30% en peso de un copolímero de etileno con un comonómero polar, escogido entre el conjunto de los ésteres vinílicos de ácidos carboxílicos de C 2-C 8 saturados, de los acrilatos y/o metacrilatos de alquilo de C1-C12, teniendo el copolímero un índice de fusión MFI (de acuerdo con la norma DIN 53.735; a 190ºC, 2,16 kg) de 0,1 a 30 g/10 min y un contenido de comonómeros situado por debajo de 25% en peso; #b) de 1 a 40% en peso del componente b1) o b2), escogido entre: #b1) un terpolímero, estando seleccionado en…
LAMINA DE ESPUMA MULTICOLOR Y PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2007). Ver ilustración. Inventor/es: BUHRING, JURGEN, DR., ROST,EBERHARD,DR. Clasificación: B29C47/06, B29C47/04, B29C44/24.
Lámina de espuma bicolor o multicolor a base de un material sintético termoplástico, que comprende al menos una capa de cubierta y una capa inferior, en donde la capa de cubierta se presenta en forma de una lámina compacta bicolor o multicolor compuesta de un soporte y al menos una capa adicional , en donde cada capa adicional está dispuesta en una cavidad correspondiente del soporte y queda enrasada con la superficie de éste, y en donde tanto el soporte como cada capa adicional forman una parte correspondiente de la superficie de la lámina de espuma y son de colores diferentes, caracterizada porque la capa inferior comprende una capa de espuma , presentándose la capa de espuma en forma de una espuma de poliolefina y teniendo un espesor de 1, 4 a 4, 0 mm, porque la lámina compacta presenta un espesor constante de 0, 3 a 1, 5 mm, teniendo cada capa adicional un espesor de 0, 3 a 0, 6 mm, y porque la lámina compacta está laminada sobre la capa de espuma.
PROCEDIMIENTO DE FABRICACION DE UNA PIEZA MOLDEADA EN PROFUNDIDAD FORMADA POR EMBUTICION DE UNA LAMINA TERMOPLASTICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2005). Inventor/es: VOGT, GUNTER, OHLINGER, RAINER. Clasificación: B29C59/04, B29D31/00, B29C51/00, B23K26/00, B44B5/02.
Procedimiento para la fabricación de una pieza moldeada obtenida por embutición profunda de una lámina termoplástica, - en el que la superficie de la lámina termoplástica es provista de una estructura en profundidad positiva por medio de un rodillo de estampación que presenta una estructura en profundidad negativa, bajo la acción de calor y de presión, y - en el que una parte de la lámina es después embutida en un dispositivo de embutición profundo, caracterizado porque la estructura en profundidad negativa del rodillo de estampación es comprimida por lo menos en una extensión de la superficie del rodillo de estampación, en las áreas superficiales en las que se produce una dilatación durante el proceso de embutición profunda.
PROCEDIMIENTO DE FABRICACION DE UN RODILLO DE ESTAMPACION DE CAUCHO DE SILICONA PARA EL ESTAMPADO CONTINUO DE LA SUPERFICIE DE UNA LAMINA TERMOPLASTICA.
(01/09/2004) Procedimiento de fabricación de un rodillo de estampación con una superficie de estampación de caucho de silicona, para el estampado continuo de la superficie de una lámina termoplástica, presentando la superficie de estampación una forma negativa de una estructura de superficie a estampar, en particular un granulado, en el que - se fabrica primeramente un rodillo auxiliar que está constituido por lo menos en la zona de su superficie periférica por una capa de un material, - la superficie periférica es lisa, - se dirige un rayo láser a la superficie periférica, - el rayo láser es desplazado entonces con respecto a la superficie periférica y es controlado de acuerdo con cada emplazamiento de la estructura de superficie de un modelo de dibujo real o imaginario que se presenta bajo la forma de datos, de manera que…
PROCEDIMIENTO DE TRATAMIENTO DE UNA SUPERFICIE METALICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2004). Inventor/es: KIESEL, GERD-HENNING, DR.-ING. Clasificación: B24C1/00, B24C1/04.
Procedimiento de tratamiento de superficie metálica. La superficie tiene partículas de una estructura fina profunda de irradiación en varias etapas. En primer lugar, a la superficie se la proporciona una estructura profunda basta, para formar una superficie repujada. A continuación a la superficie se la proporciona una estructura fina profunda, en una primera etapa de irradiación, con una rugosidad superficial inicial. Sobre la superficie del rea de los pliegues de la estructura basta, se deposita una placa protectora. Los picos que sobresalen de la placa protectora se disponen con una estructura fina, con una segunda rugosidad superficial, irradiando con partículas en una segunda etapa de irradiación, o bien atacando químicamente, o por otro procedimiento.
MEZCLA POLIMERICA SOLDABLE POR ALTA FRECUENCIA.
Sección de la CIP Química y metalurgia
(16/02/2004). Inventor/es: BUHRING, JURGEN, DR., SLUKA, ALBRECHT, DR. Clasificación: C08L77/00, C08L23/10, C08L51/06.
MEZCLA POLIMERICA SOLDABLE POR ALTA FRECUENCIA, CONTENIENDO: COPOLIMERO DE ETILENO CON COMONOMEROS, SELECCIONADOS DE LOS ESTERES VINILICOS DE ACIDOS CARBOXILICOS SATURADOS C 2 C8 , ACRILATOS Y METACRILATOS DE ALQUILO C 1 C 12 , OPCIONALMENTE CON MONOXIDO DE CARBONO COMO TERMONOMERO; Y POLIOLEFINA TERMOPLASTICA CONTENIENDO POLIAMIDA, LA CUAL A SU VEZ CONTIENE POLIAMIDA, POLIOLEFINA Y OPCIONALMENTE CONECTORES DE COMPATIBILIDAD. LA POLIOLEFINA PUEDE SER UN COPOLIMERO DE PROPILENO CON BLOQUES DE POLIPROPILENO Y BLOQUES DE COPOLIMERO ESTADISTICOS O UNA MEZCLA DE POLIPROPILENO Y COPOLIMERO ESTADISTICO. LA MEZCLA POLIMERICA MUESTRA, PARA UN FACTOR DE PERDIDA DIELECTRICA POCO DEPENDIENTE DE LA TEMPERATURA, UNA BUENA CAPACIDAD DE SOLDADURA POR ALTA FRECUENCIA Y BUENA RESISTENCIA DE CORDON DE SOLDADURA, ASI COMO ELEVADA ESTABILIDAD TERMICA.
LAMINA COMPUESTA DE VARIOS COLORES A PARTIR DE PLASTICO TERMOPLASTICO Y PROCEDIMIENTO Y DISPOSITIVO PARA SU FABRICACION.
(16/01/2004) LA INVENCION TRATA DE UNA HOJA COMPUESTA DE VARIOS COLORES A PARTIR DE UN PLASTICO TERMOPLASTICO Y UN PROCEDIMIENTO Y UN DISPOSITIVO PARA SU FABRICACION. EL DISPOSITIVO DE LA INVENCION COMPRENDE UNA PRIMERA INSTALACION EXTRUSIONADORA CON UNA PRIMERA HERRAMIENTA DE MOLDEO FORMANDO LA INSTALACION EXTRUSIONADORA UNA PRIMERA MASA PLASTIFICADA DE PLASTICO, Y ESTA SE SACA A TRAVES DE LA PRIMERA HERRAMIENTA DE MOLDEO, PARA FABRICAR UNA LAMINA SOPORTE O CAPA SOPORTE CON UN PRIMER COLOR Y CON UNA EXCAVACION. EL DISPOSITIVO QUE PUEDE TENER TAMBIEN AL MENOS UNA SEGUNDA INSTALACION EXTRUSIONADORA CON UNA SEGUNDA HERRAMIENTA DE MOLDEO, FORMANDO LA SEGUNDA INSTALACION EXTRUSIONADORA UNA…
PROCEDIMIENTO DE FABRICACION DE UN RODILLO DE ESTAMPACION PARA LA ESTAMPACION EN CONTINUO DE LA SUPERFICIE DE UNA LAMINA TERMOPLASTICA.
(01/12/2002) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN CILINDRO DE ESTAMPADO PARA ESTAMPACION CONTINUA DE SUPERFICIE DE UNA LAMINA TERMOPLASTICA, DONDE PRIMERO SE ELABORA UN CILINDRO, QUE SE COMPONE AL MENOS EN LA ZONA DE SU SUPERFICIE PERIMETRICA DE GOMA DE SILICONA Y LA SUPERFICIE PERIMETRICA ES LISA. SOBRE ESTA SUPERFICIE PERIMETRICA SE DIRIGE UN RAYO LASER, QUE SE MUEVE DE FORMA RELATIVA CON RESPECTO A LA SUPERFICIE PERIMETRICA DEL RODILLO Y CON ELLO CONTROLA EN COINCIDENCIA CON EL LUGAR RESPECTIVO UN RECIPIENTE DE MUESTRA QUE DISPONE DE UNA ESTRUCTURA SUPERFICIAL DE TAL MODO, QUE LA ESTRUCTURA SUPERFICIAL DE LA DISPOSICION DE MUESTRA SE GENERA COMO FORMA NEGATIVA EN LAS SUPERFICIE EXTERIOR DEL RODILLO. EL PROCEDIMIENTO PERMITE UNA GENERACION SENCILLA Y DE COSTE ADECUADO DE UNA ESTRUCTURA DE…
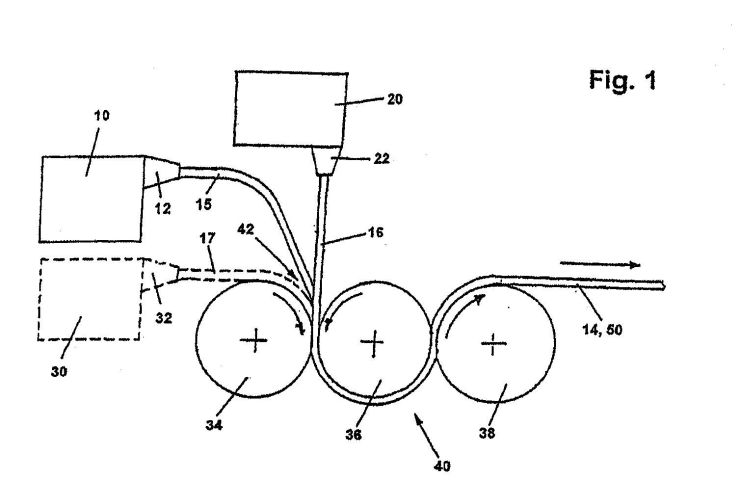
PROCEDIMIENTO PARA LA FABRICACION DE UNA LAMINA DE PLASTICO TERMOPLASTICA POLICROMA.
(01/06/2001) SE DESCRIBE UN PROCEDIMIENTO PARA LA ELABORACION DE UNA LAMINA DE MATERIAL SINTETICO TERMOPLASTICO DE COLORACION MULTIPLE Y UN DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO. UN MATERIAL BASICO DE PLASTICO CALENTADO HASTA LA TEMPERATURA DE REBLANDECIMIENTO Y UN MATERIAL DE COLORACION MULTIPLE ADICIONAL SE GUIAN A UN DISPOSITIVO DE PRESIONADO DE TIPO DE TORNILLO SINFIN Y BAJO PROCESO DE MEZCLADO COMPLETO SE PRESIONAN MEDIANTE EL DISPOSITIVO DE PRESIONADO DE TORNILLO SINFIN A TRAVES DE UN DISCO DE TAMIZADO, SIENDO CONFORMADO PARA OBTENER UN ESPESOR DE LAMINA A TRAVES DE UNA DISPOSICION DE RODILLOS DE CALANDRIA CALENTADOS. SE HA PREVISTO QUE…
BANDA PARA LA FABRICACION DE LAMINAS DE PLASTICO Y PROCEDIMIENTO PARA PRODUCIR DICHA BANDA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2000). Inventor/es: HILDEBRANDT, GUSTAV, BUSCHER, HORST, DIPL.-ING., LEISS, DIRK, DR. DIPL.-ING., TACZKOWSKI, REINER, DIPL.-ING., KRUSE, HANS-HINRICH, DR. DIPL.-CHEM. Clasificación: B32B31/00, B29C33/40, B32B27/12, B29C59/04, B29C41/28.
LA INVENCION SE REFIERE A UNA BANDA PARA LA ELABORACION DE LAMINAS DE PLASTICO CON UNA CAPA RESISTENTE AL DESGARRO Y UNA CAPA APLICADA SOBRE ELLA A BASE DE PLASTICO, CON UNA SUPERFICIE DIRIGIDA A LA CAPA RESISTENTE AL DESGARRE PARA LA APLICACION DE PLASTICO EN FORMA PASTOSA O LIQUIDA PARA LA LAMINA DE PLASTICO A SER ELABORADA. LA SUPERFICIE DE LA CAPA QUE DISPONE CON PREFERENCIA DE UNA MUESTRA EN NEGATIVO DE TIPO DE RELIEVE DISPONE DE PROPILENO COMO PLASTICO. LA BANDA PERMITE UNA ALTA FIDELIDAD DE REPRODUCCION DE LA MUESTRA DE RELIEVE EN TIEMPO DE UTILIZACION AL MISMO TIEMPO LARGO. LA BANDA PUEDE SER DELGADA DE FORMA COMPARATIVA REGULAR, DE TAL MODO QUE ES ENROLLABLE EN UNA GRAN LONGITUD SOBRE UN ARROLLAMIENTO. CON ELLO PUEDEN SER ELABORADAS GRANDES LONGITUDES DE UNA LAMINA DE PLASTICO POR MEDIO DE FUSION O DE EXTENSION DE PLASTICO LIQUIDO SOBRE LA BANDA EN UNA PIEZA. LOS TIEMPOS DE EQUIPAMIENTO DE LA INSTALACION DE ELABORACION SON POR ELLO REDUCIDOS, LO QUE REPRESENTA UN EFECTO ADECUADO SOBRE EL PRECIO.
PROCEDIMIENTO PARA GRABAR UN DIBUJO EN LA SUPERFICIE DE UNA PIEZA DE TRABAJO.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(16/07/1998). Inventor/es: HINRICHS, HANS-HELMUT, MINKE, JURGEN, LANGE, GUNTER, MOMMSEN, JENS, OVERMEYER, LUDGER, OBERT, MARKUS. Clasificación: B23K26/08, G05B19/42.
LA INVENCION SE REFIER A LA GRABACION UNA MUESTRA EN UNA SUPERFICIE EN UNA PIEZA DE TRABAJO POR MEDIO DE UN RAYO LASER DIRIGIDO A LA SUPERFICIE Y CUYA INTENSIDAD PUEDE VARIAR DEPENDIENDO DEL PUNTO CORRESPONDIENTE DE LA MUESTRA DE PLANTILLA, CON UNA REGION SUPERFICIAL DE UNA PLANTILLA DE MUESTRA QUE ES EXPLORADA PRIMERO DE FORMA OPTICA O MECANICA Y DE MODO QUE LA INFORMACION DE SUPERFICIE ASI OBTENIDA SE CONVIERTE EN SEÑALES DE CONTROL ELECTRICAS. ESTAS SEÑALES DE CONTROL SE UTILIZAN PARA DIRIGIR EL RAYO LASER A LA REGION SUPERFICIAL CORRESPONDIENTE A LA PLANTILLA DE MUESTRA. PUEDEN SER GRABADAS DIFERENTES PLANTILLAS DE FORMA RAPIDA Y FACIL MEDIANTE INTERCAMBIO DE LAS MUESTRAS DE PLANTILLA. LAS MUESTRAS DE PLANTILLA PUEDEN SER EXPLORADAS DE FORMA FINA CON ALTA RESOLUCION DE FORMA QUE EL PROCESO DE GRABADO SE REALIZA TAMBIEN CON ALTA RESOLUCION. LAS PLANTILLAS DE LAS MUESTRAS PUEDEN SER DE CUALQUIER GRADO DE IRREGULARIDAD, HACIENDO POSIBLE EL GRABADO COMPLICADO Y LA UTILIZACION DE PLANTILLAS IRREGULARES.
LAMINA APTA PARA EMBUTICION PROFUNDA, EXENTA DE PLASTIFICANTES, RESISTENTE A LA INTEMPERIE.
(01/05/1998) SE DESCRIBE UNA LAMINA SUSCEPTIBLE DE EMBUTICION PROFUNDA, SIN PLASTIFICANTES, RESISTENTE A LA INTEMPERIE, A BASE DE UN TERPOLIMERO SEMICRISTALINO DE ETILENO-PROPILENO-DIENO , DE UN HOMOPOLIMERO Y/O COPOLIMERO DE UN ALQUENO, DE ESTABILIZANTES Y DADO EL CASO DE SUSTANCIAS DE RELLENO, DE AGENTES LUBRICANTES, DE COLORANTES, ASI COMO DE OTROS ADITIVOS USUALES. ESTA LAMINA SE CARACTERIZA PORQUE LA MEZCLA DEL TERPOLIMERO SEMICRISTALINO DE ETILENO-PROPILENO-DIENO Y EL HOMOPOLIMERO Y/O COPOLIMERO DE ALQUENO, CONTIENE: 70 A 30 % DE SU PESO DE UN TERPOLIMERO SEMICRISTALINO DE ETILENO-PROPILENO-DIENO A) CON CERCA DEL 56 AL 76 % DE SU PESO DE ETILENO, CERCA DEL 15 AL 30 % DE SU PESO DE PROPILENO Y CERCA DEL 4 AL 14 % DE SU PESO DE TERCOMPONENTES, POR EL QUE EL TERPOLIMERO A) PRESENTA UN INDICE DE FUSION MFI (230/2,16) DE CERCA DE…
LAMINA O CUERPO DE MOLDEO DE UN PLASTICO POLIFASICO ASI COMO SU USO PARA FABRICAR LAMINAS COMPUESTAS.
(01/04/1998) LA INVENCION SE REFIERE A UNA LAMINA O A UN MOLDEADO FABRICADO A PARTIR DE PLASTICO DE FASE MULTIPLE CONTENIENDO UN TERMOPLASTICO MODIFICADO ELASTOMERO, DE ADITIVOS MODIFICADOS O UTILIZADOS HABITUALMENTE, SIENDO EL TERMOPLASTICO MODIFICADO ELASTOMERO UN COPOLIMERO ASA ACRIL NITRIL - ESTIROL - ESTER ACRIL CON UN CONTENIDO EN ACRILATO DE APROXIMADAMENTE DESDE 25 HASTA 80 % EN PESO Y SIENDO CONTROLADA LA DUREZA O LA SUAVIDAD REQUERIDA DEL ELEMENTO ASA MEDIANTE INCORPORACION DE UN MODIFICADOR EN EL CASO DE QUE LA DUREZA ASA, EN EL AGENTE DE SUAVIZACION EXTERNA, EN FORMA DE A) UN SUAVIZADOR MONOMERICO U OLIGOMERICO SE UTILIZA HABITUALMENTE PARA LA SUAVIZACION DE PVC Y/O B) UN SUAVIZADOR POLIMERICO…
VISERA PARASOL PARA VEHICULO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1997). Inventor/es: EICKHOFF, THOMAS, MAILANDER, RALPH. Clasificación: B60J3/02.
LA VISERA PARASOL SE COMPONE DE UN SOPORTE CON UN NUCLEO DE PLASTICO ESPONJOSO, QUE MUESTRA UN ESPACIO HUECO PARA LA RECEPCION DE LAS PARTES DE INTRODUCCION, TALES COMO EJE DE LA VISERA PARASOL, APOYO DE OSCILACION, ESPEJO, Y PORTA UNA CAPA DE DECORACION EXTERIOR. EL SOPORTE ABARCA DOS PARTES DE SOPORTE DE UN SEMIPRODUCTO EN FORMA DE PLACA A BASE DE UN MATERIAL ESTRATIFICADO CON NUCLEO ESPONJOSO Y CAPAS EXTERIORES. ESTAS DISPOSICIONES ESTAN FORRADAS SOBRE LAS CARAS EXTERIORES RESPECTIVAS DE FORMA PLANA CON UNA CAPA DE DECORACION, SE CONFORMAN Y SE CORTAN PARA LA FORMACION DE UN CONTORNO EXTERIOR, ASI COMO UNA ESTAMPACION INTERNA PARA CONSEGUIR EL ESPACIO HUECO A PARTIR DE LA PIEZA MOLDEADA EN BRUTO. LAS PIEZAS MOLDEADAS EN GRUPO ESTAN PEGADAS DE FORMA COMPLETA O PARCIAL EN LA ZONA DEL BORDE UNA CON OTRA SOBRE SUS CARAS POSTERIORES.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/11/1997). Inventor/es: WOLFF, ROLAND, DR., BRUDER, AXEL, DR.RER.NAT. Clasificación: C08L23/08, C08L23/14, B29C41/08.
LA INVENCION SE REFIERE A UNA LAMINA DE SINTERIZADO CON UN CONTENIDO EN COPOLIMERIZADO Y ADITIVOS USUALES, SE CARACTERIZA YA QUE EL COPOLIMERIZADO MF1 230/2,16 SEGUN DIN 53735 DE POR LO MENOS 3 G/10 MIN. Y UN COPOLIMERIZADO ETILENO-ETILOACRILATO CON UN INDICE DE FUSION MF1 230/2,16 SEGUN DIN 53735 DE POR LO MENOS 3 G/10 MIN. Y UN PUNTO DE ABLANDECIMIENTO CONTIENE UN NUMERO DE VICAT SEGUN JIS K 6730 DE 40. EL COPOLIMERIZADO DE ETILENO-ETILOACRILATO CONTIENE DE 7 A 35% PARTES EN PESO DE ETILOACRILATO, 30 A 70 PARTES EN PESO DE COPOLIMERIZADO DE PROPILENO SE CORRESPONDEN CON 70 A 30 PARTES EN PESO DE COPOLIMERIZADO DE ETILENO-ETILOACRILATO. ESTA AMINA MUESTRA LAS PROPIEDADES VENTAJOSAS, PARTICULARMENTE BUEN VALOR DE SHOSE-A.
LAMINA O MOLDE DE UN MATERIAL SINTETICO CON UN CONTENIDO DE TERPOLIMERO.
(16/09/1997) SE DESCRIBEN UNA LAMINA O MOLDE DE UN MATERIAL SINTETICO TERMPLASTICO A BASE DE UNOS TERPOLIMEROS ETILENICOS-PROPILENICOS Y DIENICOS, UNOS HOMOS Y/O COPOLIMEROS DE UNOS ALQUENOS Y UNOS MEDIOS MODIFICADORES DE POLIMEROS. EL MATERIAL SINTETICO CONTIENE ESTABILIZADORES, COLORANTES, MATERIAL DE RELLENO, LUBRIFICANTES, MEDIOS PROTECTORES DE LLAMA Y ADITIVOS USUALES. ESTA LAMINA SE CARACTERIZA YA QUE EL MATERIAL SINTETICO TERMOPLASTICO DE LA LAMINA CONTIENE UN TERPOLIMERO DIENO-PROPILENO-ETILENO ESTATISTICO Y PARCIALMENTE CRISTALINO QUE SE RETICULA EN UN 30%. EL MATERIAL SINTETICO TERMOPLASTICO DE LA LAMINA ES UN ELASTOMERO TERMOPLASTICO FORMADO QUIZAS POR UN 70 A 30 PARTES EN PESO DE TERPOLIMEROS ETILENICOS,…
LAMINA Y CUERPO DE UN MATERIAL TERMOPLASTICO A BASE DE POLIURETANOS.
Sección de la CIP Química y metalurgia
(01/06/1997). Inventor/es: KOPYTKO, WALTER, DIPL.-ING. Clasificación: C08J5/18, C08L75/04.
SE DESCRIBE UNA LAMINA O A UN CUERPO DE MATERIAL TERMOPLASTICO A BASE DE POLIURETANOS, UNOS POLIMERIZADOS MODIFICADOS ULTERIORMENTE Y ADITIVOS USUALES. EL MATERIAL SE CARACTERIZA YA QUE JUNTO AL COMPONENTE (A), UN COMPONENTE (B) Y UN COMPONENTE (C). EL COMPONENTE (A) SE PRESENTA EN FORMA DE POLIURETANOS TERMOPLASTICOS Y CONSTITUYE CASI LAS 100 PARTES EN PESO DE LA COMPOSICION FINAL DE MATERIAL. EL COMPONENTE (B) EN FORMA DE POLIVINILOACETATO Y COMO MEDIO MODIFICADOR DE LA FLUENCIA ASI COMO EL COMPONENTE C SE PRESENTA EN FORMA DE UNOS TERMOPLASTICOS, TERMOPLASTICOS ELASTOMERO MODIFICADOS Y/O UNOS CAUCHOS QUIZAS 100 PARTES EN PESO DEL COMPONENTES (A), QUIZAS 10 A 35 PARTES EN PESO DE COMPONENTE (B) Y 1 A 50 PARTES EN PESO DE COMPONENTE (C). EL MATERIAL ASI OBTENIDO PRESENTA UNA RESISTENCIA A LA FUSION MEJORADA. EN LA OPERACION DE CALANDRADO CON ESTE MATERIAL NO SE MANIFIESTA NINGUN EFECTO PERTURBADOR DURANTE LA OPERACION DE ADHESION ENTRE MATERIALES.
REVESTIMIENTO INTERIOR DEL TECHO MOLDEADO DE DOS COLORES PARA COCHES.
(01/05/1997) LA INVENCION SE REFIERE A UN REVESTIMIENTO INTERIOR DEL TECHO MOLDEADO AUTOPORTANTE DE COCHES, CON UN CUERPO BASE PORTANTE, DE FORMA ESTABLE, DE UN MATERIAL LIGERO Y CON UN RECUBRIMIENTO DE DECORACION SOBRE SU CARA VISTA . UN REVESTIMIENTO INTERIOR DEL TECHO DE ESTA CLASE SE FORMA DE DOS COLORES, PARA LO CUAL SE APLICA UN SEGUNDO RECUBRIMIENTO DE DECORACION DIFERENTE EN COLOR Y/O EN TEXTURA DEL PRIMER RECUBRIMIENTO DE DECORACION EN DETERMINADAS ZONAS DE APLICACION DEL REVESTIMIENTO DEL TECHO , ESTANDO FORMADO EL SEGUNDO RECUBRIMIENTO DE DECORACION A MODO DE TIRA EN LOS DOS BORDES LONGITUDINALES DEL REVESTIMIENTO DEL TECHO…
LAMINAS DE ESPUMA MOLDEABLES A PRESION Y EN VACIO PARA REVESTIMIENTOS DE RECINTOS INTERIORES DE VEHICULOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1997). Inventor/es: HILDEBRANDT, GUSTAV, TACZKOWSKI, REINER, DIPL.-ING., BRUDER, AXEL, DR.RER.NAT, WAGNER, WERNER, DR. RER. NAT., KRACKE, HEINRICH, DR. RER. NAT. Clasificación: B32B5/18.
SE DESCRIBE UNA LAMINA DE ESPUMA MOLDEABLE A PRESION Y EN VACIO DE UNA CAPA DE ESPUMA CON UNA CAPA DE DECORACION APORTADA Y EVENTUALMENTE DE UNA CAPA PRIMARIA ASI COMO OTRAS CAPAS PARA REVESTIMIENTOS DE RECINTOS INTERIORES DE VEHICULOS. ESTA SE CARACTERIZA PORQUE LA CAPA DE ESPUMA PRESENTA: A) UNA DENSIDAD DE UNOS 25 A 200 K/M ELEVADO 3,B) UN ALARGAMIENTO DE ROTURA SEGUN DIN 5371 DE AL MENOS UN 50 % Y C) UNA RESISTENCIA AL APLASTAMIENTO DE 50 KPA COMO MINIMO (PARA UN 50 % DE DEFORMACION). LA CAPA DE ESPUMA SE COMPONE PRINCIPALMENTE DE UNA PLOIOLIFINA. ESTA LAMINA DE ESPUMA MOLDEABLE A PRESION Y EN VACIO NO PRECISA PARA SU CAPA DE ESPUMA NINGUN MATERIAL DE PVC, LO QUE EXCLUYE LOS PROBLEMAS DE DESECHOS. POR RAZON DE SU REDUCIDO PESO EL DESPERDICIO EN SU POSTERIOR ELABORACION ES PEQUEÑO. SE CARACTERIZA POR SUS BUENAS PROPIEDADES MECANICAS Y SATISFACE LAS EXIGENTES CONDICIONES DE SUMINISTRO DE LA INDUSTRIA DEL AUTOMOVIL.-.
HOJA O CUERPO DE MOLDEO DE UNA MATERIA SINTETICA TERMOPLASTICA A BASE DE UN COPOLIMERO EN BLOQUE DE POLIPROPILENO.
(16/11/1996) SE DESCRIBE UNA LAMINA O UN MOLDE DE UN MATERIAL SINTETICO TERMOPLASTICO A BASE DE POR LO MENOS DE UN MEZCLA DE ELASTOMERO Y/O POLIALQUILENOS-ELASTOMEROS PARCIALMENTE CRISTALINAS CONSISTIENDO EN UN COPOLIMERIZADO EN BLOQUE DE ALQUENOS DE VARIAS FASES CON UNA FRACCION DE COPOLIMERIZADO DE ELASTOMERO HETEROFASICO DETERMINADO DE UN HOMO Y/O COPOLIMERO DE UN ALQUENO Y UN MEDIO DE MODIFICACION POLIMERICA. EL MATERIAL SINTETICO CONTIENE EN TODO CASO, ESTABILIZADORES, MATERIAL DE RELLENO, COLORANTES, MEDIOS DE LUBRIFICACION ASI COMO OTROS ADITIVOS USUALES. LA LAMINA O MOLDE SE CARACTERIZA PORQUE LA MATERIA SINTETICA TERMOPLASTICA CONTIENE…
METODO PARA LA FABRICACION DE PIEL DE SLUSH DE VARIOS COLORES, ASI COMO LA FORMA Y DISPOSITIVO DE SEPARACION PARA LLEVAR A CABO ESTE METODO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1995). Inventor/es: WAGNER, WERNER, MINKE, JURGEN, DIPL.-ING., WOLFF, ROLAND, DIPL.-ING., BRUDER, AXEL, DR. Clasificación: B29C41/22, B26D7/10.
EN LA FABRICACION DE UNA PIEL DE SLUSH DE VARIOS COLORES SEGUN EL METODO SLUSH-POWDER, EN CADA UNO DE LOS PASOS DEL METODO QUE SE SIGUEN CONSECUENTEMENTE SE FORMA PIELES DE SLUSH DE UNA SOLA PARTE QUE SE EXTIRAN SOBRE LA TOTALIDAD DE LA FORMA DIVIDIDA EN CADA UNA DE LAS ZONAS DE COLOR , MEDIANTE BRAZOS SEPARABLES . DESPUES DE HABERSE FABRICADO LA PRIMERA PIEL DE SLUSH CON EL PRIMER COLOR, SE SEPARA EL CAMPO ADJUNTADO EN EL OTRO COLOR Y, SE DEFORMA EN PARTE, DONDE LA OTRA PARTE DE LA PIEL DE SLUSH PERMANECE EN LA FORMA. DESPUES SE FORMA UNA COMPLETA SEGUNDA PIEL DE SLUSH, TANTO EN LA PARTE DEL CAMPO DEFORMADA ANTERIORMENTE COMO EN EL CAMPO DE LA PRIMERA PIEL DE SLUSH QUE HA QUEDADO ATRAS, ETC. SI SE CONTEMPLA DESDE EL LADO DEL GRANO, TIENE LUGAR, DESPUES DEL ULTIMO DEFORME UNA PIEL DE SLUSH DE VARIOS COLORES QUE SE CARACTERIZA POR TENER UNA COSTURA DE SEPARACION EXACTA Y OPTICAMENTE LIMPIA ENTRE CADA UNO DE LOS CAMPOS DE COLOR.
{kind=link}