9 patentes, modelos y diseños de ALPHACAN
COFRE PARA TABLERO DE PERSIANA ENROLLABLE.
(25/03/2011) Sistema de cofre para tablero de persiana enrollable, que puede ser montado sobre cualquier clase de abertura de edificación, que se denomina también cofre túnel, y que está dispuesto por encima del bastidor superior de la citada abertura, con el fin de integrarse en la mampostería sin formar saliente, que se presenta en forma de un cajón principal, que presenta una sección transversal en forma de U invertida , o de un semicajón, que presenta una sección transversal en forma de L invertida , que comprende, al menos, un primer tipo de perfil , denominado de «sujeción de soporte» integrado en el cajón sin formar saliente, caracterizado porque este primer tipo de perfil , que tiene sensiblemente la forma de S en sección transversal, comprende sobre una cara una extremidad replegada en…
PROCEDIMIENTO DE FABRICACION EN CONTINUO DE TUBOS EN MATERIAL PLASTICO CON ESTIRAMIENTO BIAXIAL Y LINEA DE FABRICACION PARA ESTE PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2007). Ver ilustración. Inventor/es: PREVOTAT, BERNARD. Clasificación: B29C47/90, B29C47/92, B29C55/26.
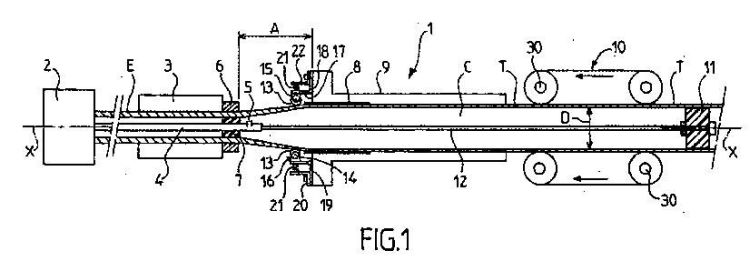
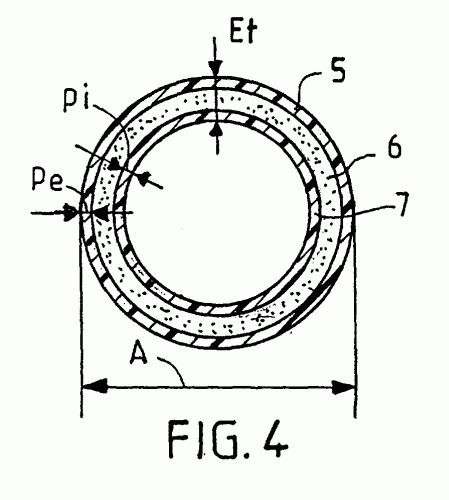
Procedimiento de fabricación en continuo de tubos en material plástico con estiramiento biaxial, según el cual se realiza un bosquejo (E) por extrusión, se trae este bosquejo a temperatura de orientación molecular, se le hace sufrir una dilatación radial sometiéndola a una presión interna de fluido aplicada entre dos obturadores distantes axialmente, y se garantiza una calibración y un enfriamiento ejerciendo al mismo tiempo una tracción axial sobre el tubo en salida, caracterizado por el hecho de que se aplica del exterior contra la pared del bosquejo en al menos una zona sometida a la dilatación radial una presión antagonista a la presión interna, siendo esta presión antagonista más débil que la presión interna para no hacer obstáculo a la dilatación, pero siendo suficiente para garantizar un crecimiento controlado de la dilatación, con un grosor de material sensiblemente constante sobre una misma circunferencia.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE TUBOS DE MATERIA PLASTICA CON ESTIRADO BIAXIAL.
(16/03/2007) PROCEDIMIENTO DE FABRICACION DE TUBOS DE MATERIAL PLASTICO, SEGUN EL CUAL SE SOMETE A UN ESTIRADO BIAXIAL UN TUBO-DESBASTE (TE) LLEVADO A UNA TEMPERATURA CERCANA A SU TEMPERATURA DE ORIENTACION MOLECULAR, POR DILATACION RADIAL DEL TUBO DESBASTE EN EL INTERIOR DE UNA CAÑA DE FORMACION CON FORMACION DE UNA BURBUJA EN UN EXTREMO DEL TUBO, DESPLAZAMIENTO CONTROLADO DE ESTA BURBUJA HASTA EL OTRO EXTREMO DEL TUBO, Y CON ESTIRADO LONGITUDINAL. LA DILATACION RADIAL SE REALIZA EN AL MENOS DOS FASES, A SABER, UNA PRIMERA FASE DURANTE LA CUAL EL TUBO DESBASTE (TE) SE INFLA HASTA UN DIAMETRO INTERMEDIO (DI) DETERMINADO POR UNA ENVOLTURA DE DOBLE PARED, INTRODUCIDA EN LA CAÑA DE FORMACION CON CIRCULACION DE UN FLUIDO CALIENTE ENTRE LAS DOS PAREDES DE LA ENVOLTURA Y A CONTINUACION LA ENVOLTURA SE EXTRAE PROGRESIVAMENTE…
PROCEDIMIENTO Y LINEA DE FABRICACION EN CONTINUO DE TUBOS EN MATERIAL PLASTICO CON ESTIRAMIENTO BIAXIAL.
(01/07/2006) Procedimiento de fabricación en continuo de tubos en material plástico con estiramiento biaxial, sobre el cual se realiza una preforma (E) por extrusión, se lleva esta preforma a una temperatura de orientación molecular, se hace pasar esta preforma alrededor de un mandril de dilatación radial, se asegura una calibración y un enfriamiento, todo ello sometiendo la preforma a una tracción axial, caracterizado por el hecho de que: - durante el arranque de la línea, el mandril no está aún instalado y una preforma (E) atraviesa toda la línea; - el mandril es enseguida colocado y una cámara cerrada más arriba y más abajo del mandril…
TUBO DE MATERIAL PLASTICO, EN PARTICULAR DESTINADO A SERVIR DE CONDUCTO PARA EL PASO DE CABLES O CANALIZACIONES, Y CORONA DE TAL TUBO.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Física Electricidad
(01/08/2004). Ver ilustración. Inventor/es: MESTRES, PHILIPPE, TREMILLON, JEAN-MICHEL. Clasificación: F16L11/06, G02B6/44, H02G3/04, H02G9/06, F16L7/00.
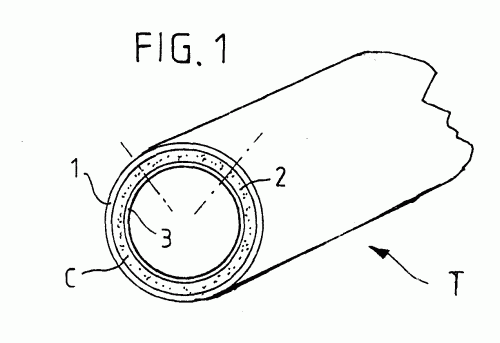
LA INVENCION SE REFIERE A UN TUBO EN MATERIAL PLASTICO RIGIDO DESTINADO, EN PARTICULAR, A SERVIR DE CAMISA PARA EL PASO DE CABLES O CANALIZACIONES. EL TUBO, DE UN DIAMETRO EXTERNO SUPERIOR A 30 MM, CONSTA DE UNA ESTRUCTURA COMPOSITE PREVISTA PARA QUE SEA POSIBLE ENROLLAR EL TUBO SIN ESFUERZOS DEMASIADO IMPORTANTES, Y PARA QUE LA SECCION TRANSVERSAL DEL MISMO TENGA UNA BUENA RIGIDEZ PARA RESISTIR EL APLASTAMIENTO. EL TUBO PUEDE ENROLLARSE, SIN DEFORMACION PERMANENTE SENSIBLE DE SU SECCION CIRCULAR, SIGUIENDO UN RADIO DE CURVATURA COMO MAXIMO IGUAL A CINCUENTA VECES (50 VECES) EL DIAMETRO EXTERIOR (A) DEL TUBO.
PROCEDIMIENTO PARA CUBRIR UNA VAINA CON UNA CAPA DE ESPUMA Y COMPLEJO TUBULAR CON VAINA RECUBIERTA.
(16/12/2003) Procedimiento para rodear una vaina de materia plástica, que puede contener un tubo , que puede ser desplazado a través de esta vaina, con una capa de espuma de materia plástica, en particular térmicamente aislante, según el cual se prepara una banda de espuma, cuya anchura (L) es sensiblemente igual al perímetro de la sección transversal del elemento a ser rodeado, se aplica la banda , según su anchura, alrededor del elemento, y se ensamblan por soldadura o pegado los dos bordes longitudinales (2a, 2b) de la banda procedimiento en el que se aplica la banda contra la vaina a una temperatura relativamente baja, de manera que no pegue con la vaina…
TUBO DE MATERIA PLASTICA CON PROPIEDADES ACUSTICAS MEJORADAS, Y PROCEDIMIENTO PARA FABRICAR ESTE TUBO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/10/2003). Ver ilustración. Inventor/es: TREMILLON, JEAN-MICHEL, HUGUES, FRANCOIS. Clasificación: F16L11/12, F16L9/12, F16L55/033.
TUBO DE PLASTICO OBTENIDO POR EXTRUSION O INYECCION DE MATERIA PLASTICA, QUE CONTIENE CARGAS DESTINADAS A MEJORAR SUS PROPIEDADES DE AISLAMIENTO ACUSTICO. EL TUBO COMPRENDE POR LO MENOS DOS CAPAS COAXIALES CONTIGUAS SEGUN UNA SUPERFICIE COMUN, A SABER UNA PRIMERA CAPA EXTERNA DE MATERIA PLASTICA CONVENCIONAL Y UNA SEGUNDA CAPA DE MATERIA PLASTICA QUE CONTIENE CARGAS (C) DESTINADAS A MEJORAR POR LO MENOS LAS PROPIEDADES DE AISLAMIENTO ACUSTICO.
PROCEDIMIENTO E INSTALACION PARA EL TRATAMIENTO DE TUBOS DE MATERIA PLASTICA CON ESTIRADO BIAXIAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2002). Ver ilustración. Inventor/es: PREVOTAT, BERNARD, ACKET, JEAN-JACQUES. Clasificación: B29C55/26, B29B13/04.
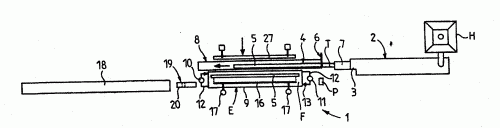
PROCEDIMIENTO DE TRATAMIENTO DE TUBOS DE MATERIAL PLASTICO, PARTICULARMENTE DE PVC, OBTENIDOS POR EXTRUSION, SEGUN EL CUAL SE LLEVA UN TUBO A UNA TEMPERATURA DE ORIENTACION MOLECULAR, SUPERIOR A LA TEMPERATURA AMBIENTE Y SE LE SOMETE A UN ESTIRADO BIAXIAL POR DILATACION RADIAL Y POR ALARGAMIENTO AXIAL PARA OBTENER UN TUBO CON BIORIENTACION CUYAS PROPIEDADES MECANICAS SON MEJORADAS. EL TUBO (T) ESTA CORTADO EN ELEMENTOS DE LONGITUD DETERMINADA, MIENTRAS QUE ACABA DE SER EXTRUSIONADO Y QUE SU TEMPERATURA ES SUPERIOR A LA TEMPERATURA DE ORIENTACION MOLECULAR, CONSTITUYENDO CADA ELEMENTOPIEZA EN BRUTO , CADA PIEZA EN BRUTO SE COLOCA EN UNA CAMARA (E) PARA SER ENFIADA POR UN FLUIDO (F) A UNA TEMPERATURA CERCANA A LA DE ORIENTACION MOLECULAR, SIENDO EL TIEMPO DE PERMANENCIA DE LA PIEZA EN BRUTO EN LA CAMARA SUPERIOR AL TIEMPO DE PRODUCCION DE LA PIEZA EN BRUTO POR EXTRUSION Y LA PIEZA EN BRUTO SE SACA DE LA CAMARA PARA SER SOMETIDA AL TRATAMIENTO QUE GARANTIZA UNA BIORIENTACION.
CARRETE PARA EL DESENROLLADO DE CORONAS DE TUBOS, DE PERFILES U OTROS, EN PARTICULAR DE MATERIA PLASTICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2000). Inventor/es: FINDELING, OLIVIER, DELESPAUL, OLIVIER, JOLIVET, CHRISTIAN. Clasificación: B65H75/22.
LA DEVANADERA COMPRENDE UN TAMBOR , DOS GUALDERAS DE EXTREMO DEL TAMBOR PARA MANTENER AXIALMENTE LA CORONA SOBRE EL TAMBOR, Y UN CUBO COAXIAL EN EL INTERIOR DEL TAMBOR. UNA DE LAS GUALDERAS DE EXTREMO ES DESMONTABLE ; EL CUBO SE EXTIENDE SIGUIENDO TODA LA LONGITUD AXIAL DEL TAMBOR Y ESTA DOTADO EN UN EXTREMO DE MEDIOS DE FIJACION RAPIDA (F) PARA LA GUALDERA DESMONTABLE ; AL MENOS UN ANILLO QUE FORMA UNA GUALDERA INTERMEDIA SE INTRODUCE EN EL TAMBOR PARA DETERMINAR, ENTRE LAS GUALDERAS DE EXTREMO , ALOJAMIENTOS SEPARADOS PARA AL MENOS DOS CORONAS DIFERENTES DE TUBOS, PREVIENDOSE MEDIOS DE BLOQUEO (B) DE LA O LAS GUALDERAS INTERMEDIAS RESPECTO AL TAMBOR.
{kind=link}
{kind=link}
{kind=link}
{kind=link}