15 patentes, modelos y diseños de ALMIRALL SOTERAS,JUAN
PROCEDIMIENTO PARA CORTAR ETIQUETAS Y SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1985). Clasificación: B26F1/42.
PROCEDIMIENTO PARA CORTAR ETIQUETAS Y SIMILARES. CONSISTE EN PROVEER UNA MATRIZ CORTADORA QUE INCLUYE UNA BASE UN BORDE CORTANTE ELEVADO QUE SE EXTIENDE DESDE LA MISMA DEFINIENDO LA EXTENSION LATERAL DE ESTE BORDE UN CONTORNO A CORTAR; PONER ESTA MATRIZ EN ACOPLAMIENTO CON LA CAPA FRONTAL Y FORZAR EL BORDE A TRAVES DE DICHA CARA DE MANERA QUE LAS PORCIONES EXISTENTES A AMBOS LADOS DEL CORTE SON SEPARADAS MUTUAMENTE PERO LA CAPA DE RESPALDO NO ES NI CORTADA NI APLASTADA POR EL BORDE DE LA MATRIZ.
LAMINA ADHESIVA PARA DIBUJO INFANTIL.
Sección de la CIP Física
(01/07/1984). Clasificación: G09B11/04.
Lámina adhesiva para dibujo infantil, caracterizada esencialmente. por el hecho de que comprende una lámina de soporte, dotada de una superficie de trabajo de naturaleza antiadhesiva, que presenta de origen motivos gráficos convencionales, sobre cuya superficie va aplicada una lámina transparente con el dorso recubierto por una película autoadhesiva, también transparente, sobre cuya lámina adhesiva es posible realizar dibujos utilizando como pauta los que presenta la lámina de soporte, que son visibles a través de la lámina transparente, la cual podrá ser recortada y utilizada como etiqueta adhesiva decorada e ilustrada por el niño.
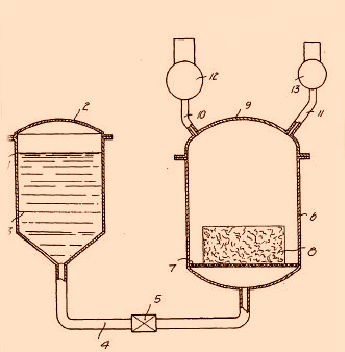
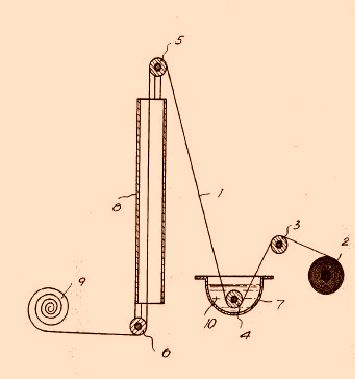
PROCEDIMIENTO Y APARATO PARA LA IMPREGNACIÓN DE MATERIALES FIBROSOS.
Sección de la CIP Textiles y papel
(16/03/1963). Ver ilustración. Clasificación: D21H, D06B.
Procedimiento para la impregnación de materiales fibrosos, caracterizado esencialmente por el hecho de someter dicho material a un fuerte vacío dentro de un recipiente cerrado, después de lo cual se introduce en el mismo la composición resinosa en cantidad suficiente para cubrir al primero, seguido por el cierre de la aplicación de vacío y la subsiguiente inyección de un fluido a presión en el interior del recipiente, mediante cuya presión la composición resinosa que ya había penetrado en parte en los espacios evacuados del material, termina de llenar sus intersticios, impregnándolo totalmente.
PROCEDIMIENTO PARA LA SINTERIZACIÓN DE RESINAS DE FLUOCARBONO.
Sección de la CIP Química y metalurgia
(01/03/1963). Clasificación: C08J.
Procedimiento para la sinterización de resinas de fluocarbono, caracterizado esencialmente por el hecho de comprender las operaciones de llenar la cavidad de moldeo que ha de formar la pieza a obtener, con una cantidad de resina preestablecida para la formación de dicha pieza, comprimir dicha cantidad de resina, dentro del molde, hasta la presión necesaria para llevar a cabo la sinterización y mantener esta presión constante durante todo el tiempo que dure el tratamiento, al mismo tiempo que dicha resina es calentada a la temperatura necesaria para que se produzca dicha sinterización.
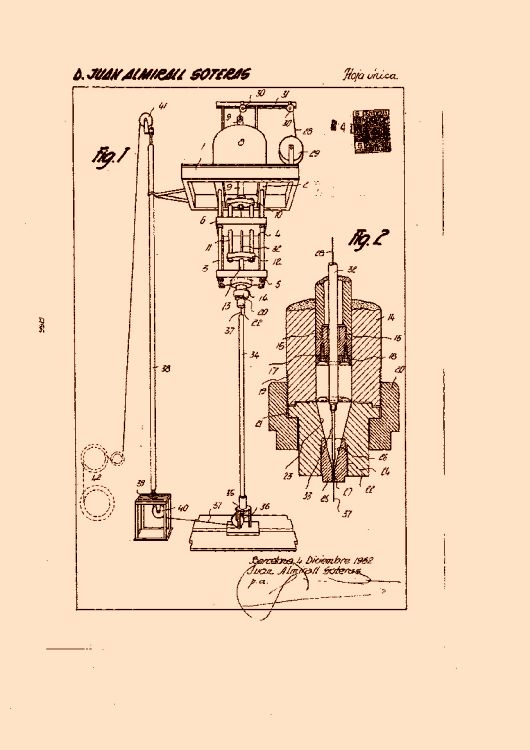
APARATO EXTRUSIONADOR DE TUBOS DE PARED DELGADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1963). Ver ilustración. Clasificación: B29C.
Resumen no disponible.
APARATO PARA EL RECUBRIMIENTO DE ALAMBRES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1963). Ver ilustración. Clasificación: B21C.
Resumen no disponible.
MÉTODO PARA EL TRATAMIENTO DE MANUFACTURADOS DE POLIOLEFINAS HALOGENADAS.
Sección de la CIP Química y metalurgia
(01/02/1963). Clasificación: C08F.
Método para el tratamiento de manufacturados de poliolefinas halogenadas, caracterizado por el hecho de tratar las partes de las superficies de los productos semimanufacturados o manufacturados en cuestión, que se trata de unir o asociar a otros materiales constructivos o estructurales, con un agente de tratamiento formado por una composición que comprende sodio en amoníaco, después de lo cual dichas partes son aplicadas sobre las superficies correspondientes de dichos materiales estructurales con interposición de una capa de adhesivo polimerizable, sometiendo las zonas de unión a compresión hasta conseguir la polimerización de dicho adhesivo.
PROCEDIMIENTO PARA LA FABRICACIÓN DE EMPAQUETADORAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1963). Clasificación: B65B.
Resumen no disponible.
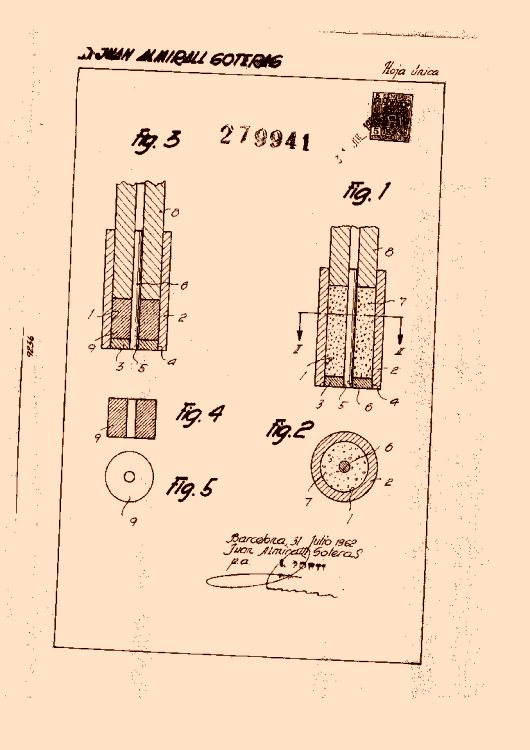
PROCEDIMIENTO PARA LA FABRICACIÓN DE BLOQUES DE POLIOLEFINAS HALOGENADAS.
Sección de la CIP Química y metalurgia
(01/01/1963). Ver ilustración. Clasificación: C08F.
Resumen no disponible.
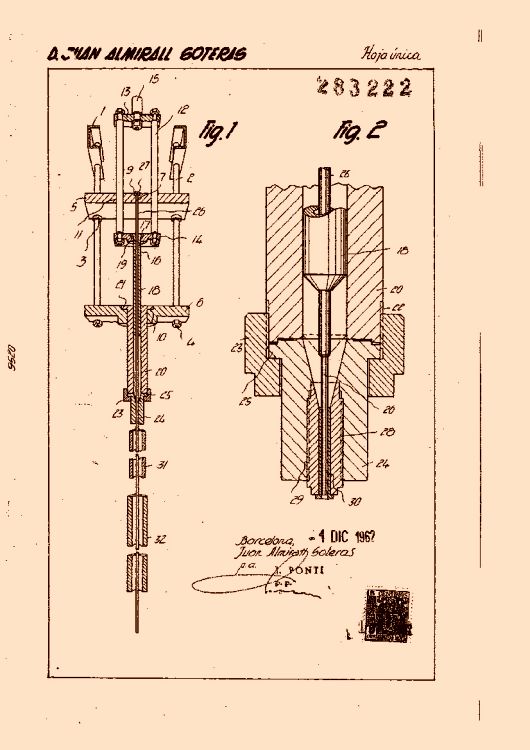
PROCEDIMIENTO Y APARATO PARA LA FABRICACIÓN DE ENMPAQUETADURAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1962). Ver ilustración. Clasificación: B65B.
Procedimiento para la fabricación de empaquetaduras, caracterizado por el hecho de partir de un elemento líneal flexible y fibroso constituído por fibras de amianto, el cual es sometido primeramente a un proceso de impregnación con una solución, suspensión, dispersión o emulsión de una resina sintética en un vehículo, compuesta esencialmente por una poliolefina halogenada, y luego es hecho pasar por un horno tubular en el que es sometido a un tratamiento térmico de acuerdo con el cual se lo somete a unas condiciones de tiempo y temperatura adecuadas para la eliminación de dicho vehículo, dejando las partículas de resina entre los intersticios del elemento lineal flexible y fibroso.
Portapaquetes desmontable para vehículos y similares.
Sección de la CIP Electricidad
(16/04/1960).
Resumen no disponible.
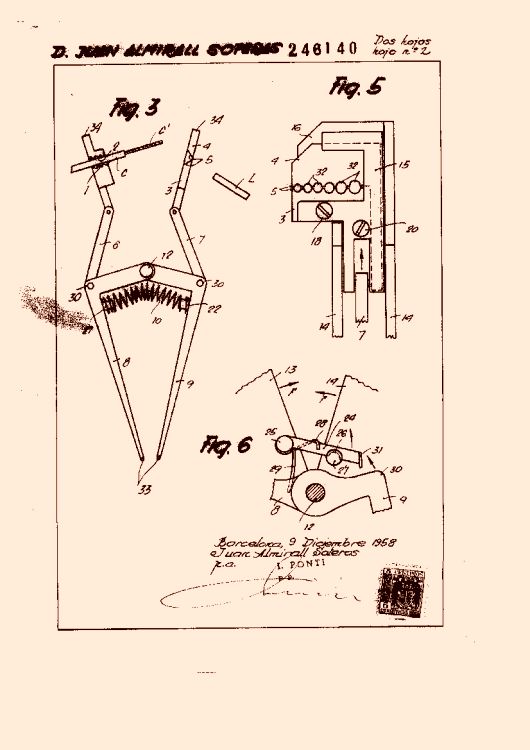
Tenazas simpificadas para desfundar y/o cortar cables eléctricos.
Sección de la CIP Electricidad
(16/04/1960).
Resumen no disponible.
APARATO MANUAL PARA DESNUDAR CONDUCTORES.
Sección de la CIP Electricidad
(01/08/1959). Ver ilustración. Clasificación: H02G1/12.
Aparato manual para desnudar conductorescaracterizado por comprender medios retenedores del conductor y medios seccionadores de su cubriciónsiendo estos medios susceptibles de ser separados entre sí para retirar y expulsar la parte seccionada de la cubricióncon la particularidad de realizar todas estas operaciones mediante acercamiento de los brazos acodados de un útil a modo de tenazacomprendiendo las dos partes o mitades de que se compone la cabeza de dicho útilcada unarespectivamentelos citados medios de retención y divisiónlos cualesuna vez cumplida su misiónson separados por el progresivo acercamiento de los brazos del útil y dejan al conductor desprovisto de la parte de cubrición fragmentadaregresando todos los elementos del aparato a la posición inicial por la acción de resortes montados entre los brazos del útil y en el eje de giro y articulación de los mismos.
Vaso excretor para ano artificial.
Sección de la CIP Necesidades corrientes de la vida
(01/10/1955).
Resumen no disponible.
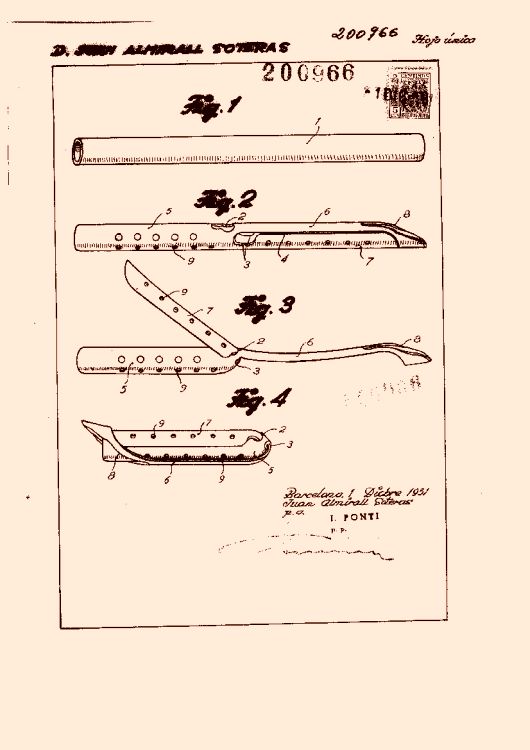
PERFECCIONAMIENTOS EN LA FABRICACIÓN DE BIGUDÍS.
Sección de la CIP Necesidades corrientes de la vida
(01/02/1952). Ver ilustración. Clasificación: A45.
Perfeccionamientos en la fabricación de bigudís, que consiste esencialmente en partir para la formación de estos útiles, de un tubo de diámetro y longitud adecuados, de material flexible y elástico, al cual se practica una abertura en un punto determinado de su superficie, que corresponde aproximadamente a la mitad de la longitud total, formando a ambos lados de dicha abertura otras dos similares que son origen de un corte longitudinal de la pieza tubular que da lugar a la distribución del conjunto en tres zonas, una de las cuales es cilíndrica completamente y las otras dos, semicilíndricas, determinadas por el corte indicado, presentando toda la superficie del tubo una pluralidad de orificios y en la extremidad de una de las mitades semicilíndricas una abertura alargada.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}