CIP-2021 : B21B 37/40 : utilizando el desplazamiento axial de los cilindros (B21B 37/42 tiene prioridad).
CIP-2021 › B › B21 › B21B › B21B 37/00 › B21B 37/40[2] › utilizando el desplazamiento axial de los cilindros (B21B 37/42 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
B21B 37/40 · · utilizando el desplazamiento axial de los cilindros (B21B 37/42 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA EL LAMINADO DE BANDAS EN UNA CAJA DE LAMINADO.
(16/11/2009) Procedimiento para el laminado de bandas en una caja de laminado de un tren de laminado, constituido por dos cilindros de trabajo desplazables axialmente, que están provistos de un rectificado CVC o con contorno similar, cuyo contorno curvado se puede expresar a través de un polinomio de tercer orden o superior,
- por dos cilindros de apoyo, y en caso dado adicionalmente dos cilindros intermedios desplazables axialmente,
- y por un sistema de flexión de cilindros de trabajo, y en caso dado un sistema de flexión de cilindros intermedios adicional, aplicándose como mecanismos de ajuste para la regulación de la planeidad de banda y del perfil de banda, según las circunstancias,…
PROCEDIMIENTO Y DISPOSITIVO PARA DESPLAZAR DE FORMA ORIENTADA AL CANTO DE LA BANDA CILINDROS INTERMEDIOS EN UNA CAJA DE LAMINADO DE 6 CILINDROS.
(16/07/2005) Procedimiento para el desplazamiento de cilindros (11, 11) intermedios orientado al canto de la banda en una caja de laminado de 6 cilindros, que comprende en cada caso un par de cilindros (10, 10) de trabajo, cilindros (11, 11) intermedios y cilindros (12, 12) de soporte, de modo que como mínimos los cilindros (11, 11) intermedios y los cilindros (10, 10) de trabajo actúan conjuntamente con dispositivos para el desplazamiento axial, y cada cilindro (11, 11) intermedio presenta en la zona del canto (14) de la banda una tabla, prolongada correspondiendo con la medida de la carrera de desplazamiento, con esmerilado (x) posterior por un lado, y el cilindro intermedio superior se desplaza axialmente en la dirección del lado (AS) de accionamiento…
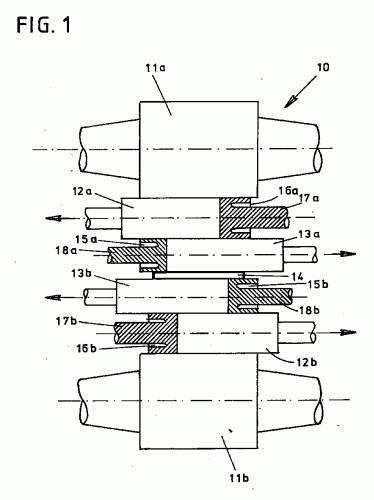
CAJA DE LAMINACION PARA LAMINAR BANDAS.
(16/11/2002). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: HARTUNG, HANS GEORG, DR.-ING., BODE, THORSTEN, DIPL.-ING., RICHTER, HANS-PETER, DIPL.-ING.
AL LAMINAR FLEJES DE DISTINTA ANCHURA ES NECESARIO ADAPTAR EL BOMBEO DE LOS RODILLOS DE TRABAJO PARA COMPENSAR EL EFECTO DE APOYO DE LOS RODILLOS INTERMEDIOS O RODILLOS DE APOYO AL LADO DE LOS BORDES DE LOS FLEJES DADO QUE LOS RODILLOS DE TRABAJO AL LADO DE LOS BORDES DE LOS FLEJES SE DEFORMAN. TAMBIEN ES CONOCIDO DESPLAZAR AXIALMENTE LOS RODILLOS DE TRABAJO INTERMEDIOS Y DE APOYO DE MANERA QUE YA NO SE PRODUZCAN ARISTAS CORTANTES EN LOS BORDES DE LOS FLEJES (EDGE DROP). PARA UN MAYOR PERFECCIONAMIENTO SE PROPONE SEGUN LA INVENCION QUE LOS RODILLOS DE TRABAJO (13A, 13B) Y LOS RODILLOS INTERMEDIOS (12A, 12B) SE REALICEN EN UNA DE SUS SUPERFICIES FRONTALES CON ESCOTADURAS ANULARES (15A, 15B, 16A, 16B), PUDIENDOSE REGULAR AL MISMO TIEMPO Y DE FORMA INDEPENDIENTE EL PERFIL Y LA PLANEIDAD DEL BORDE Y DEL CENTRO DEL FLEJE MEDIANTE EL CORRESPONDIENTE DESPLAZAMIENTO DE LOS RODILLOS DE TRABAJO E INTERMEDIOS.
PROCEDIMIENTO PARA LA COMPENSACION DE FUERZAS RESULTANTES DE LOS MOVIMIENTOS HORIZONTALES DE LOS CILINDROS EN CAJAS DE LAMINACION.
(01/11/2000) LA INVENCION SE REFIERE A UN PROCEDIIENTO PARA LA COMPENSACION DE FUERZAS O TRACCIONES DE FUERZAS, QUE RESULTAN A PARTIR DE MOVIMIENTOS HORIZONTALES DE CILINDROS EN BASTIDORES DE LAMINACION PARA LAMINACION EN FRIO O CALIENTE DE PRODUCTOS PLANOS, EQUIPADOS CON RODILLOS DE TRABAJO Y CON UNO O MULTIPLES RODILLOS DE APOYO, CON APLICACIONES HIDRAULICAS Y CON EQUIPOS DE MEDICION DE FUERZA SOBRE EL LADO OPUESTO DEL ESPACIO DE LAMINACION Y CON EQUIPOS HIDRAULICOS PARA DESPLAZAMIENTO HORIZONTAL DE LOS RODILLOS DE TRABAJO, CARACTERIZANDOSE DE TAL MODO, QUE LA PRESION SE ORIGINA EN AMBOS CILINDROS DE APLICACION PARA LA DETERMINACION DE LA FUERZA DE LAMINACION SOBRE UN LADO DEL ESPACIO DE LAMINACION Y LA FUERZA MOSTRADA POR LOS EQUIPOS DE MEDICION DE FUERZA SE APLICA PARA LA DETERMINACION DE LA FUERZA DE LAMINACION SOBRE…
PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR BANDAS.
(01/03/2000). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: SEIDEL, JURGEN.
PARA EL EFECTO CONTRARIO DE LOS REBORDES DE CANTOS DE BANDA CRECIENTES EN BOMBEADO TERMICO EN LAMINACION CON RODILLOS DE TRABAJO, BAJOS DE DESGASTE, SE PROPONE QUE LOS RODILLOS DE TRABAJO, JUNTO A LAS ZONAS CON REGIONES EXTREMAS DE DIAMETRO PEQUEÑO, MUESTREN DIAMETRO MAYOR Y QUE LA ZONA EXTREMA CON DIAMETRO MAYOR EN EL ABOMBADO DE LAMINACION CRECIENTE SE DESPLACE A TRAVES DE LAS ZONAS BORDE DE LAS BANDAS DE LAMINACION.
{kind=link}