Elemento de tubería con superficie de apoyo, ranura y reborde y procedimientos y dispositivos para su fabricación.
(20/09/2017) Conjunto que comprende un elemento de tubería , una superficie de apoyo , un reborde y una ranura ; en donde
• el elemento de tubería tiene un diámetro exterior y al menos un extremo ;
• la superficie de apoyo está posicionado en el extremo del elemento de tubería;
• la superficie de apoyo se extiende circunferencialmente alrededor del elemento de tubería y tiene una superficie orientada hacia el exterior , teniendo la superficie orientada hacia el exterior un diámetro exterior mayor que el diámetro exterior del elemento de tubería excluyendo la superficie de apoyo ; y
• la ranura está colocada adyacente a la superficie…
Dispositivo utilizado para la fabricación de tubos por repulsado.
(11/05/2016) Dispositivo utilizado para el repulsado de un tubo, que está previsto para trabajar y conformar el extremo frontal de una circunferencia de una pieza a elaborar , comprendiendo el dispositivo:
una placa de soporte que tiene una brida superior que sobresale de la superficie superior de la placa de soporte , y bridas inferiores que están dispuestas en la superficie inferior de la placa de soporte de tal modo que están separadas entre sí en una distancia predeterminada, estando conectada la placa de soporte a un cilindro de desplazamiento vertical;
un primer rodillo y un segundo rodillo conectados de manera rotativa utilizando pasadores , respectivamente, a las partes inferiores de un primer brazo y un segundo brazo cada uno de los…
Equipo para abrir un conducto.
(19/09/2013) Equipo para abrir un conducto, en particular el conducto de un sistema de tubo flexible para sangre o de bolsa de sangre, siendo el conducto un tubo flexible, en el que se encuentra un elemento de cierre que bloquea el paso por el conducto, presentando el equipo al menos un dispositivo de apertura realizado tal que el mismo ejerce una fuerza que actúa desde fuera sobre el conducto, con lo que se comprime el elemento de cierre y se abre el conducto,
caracterizado porque el equipo tiene un contorno tal que el conducto sólo puede introducirse en el equipo de apertura tal que la fuerza que actúa sobre el conducto se ejerce exclusivamente o al menos también en la zona en la que se encuentra el elemento de cierre.
DISPOSITIVO PARA LA DEFORMACION PLASTICA DE PIEZAS.
(01/05/2007) Dispositivo para la deformación de piezas, particularmente para la conformación plástica de extremos de tubos mediante una unidad de conformación (U) accionada por la presión (p2, p3) de un fluido y una unidad de pretensado (V), dispuesta sobre un eje longitudinal (X-X) común, accionada por la presión (p1) de un fluido, y dotado de elementos de sujeción de diseño cónico que pueden estar sujetados mediante la unidad de pretensado (V), estando configurada en la unidad de conformación (U) y en cada unidad de pretensado (V), como mínimo, una cámara de presión (D1, D2) separada que puede ser presurizado de forma independiente de la cámara de presión (D2, D1) de cada otra unidad (V, U), caracterizado porque entre la unidad de conformación (U) y la unidad de pretensado…
PROCEDIMIENTO PARA LA FORMACION DE ARTICULOS TUBULARES HUECOS DE METAL.
(16/03/2007) Procedimiento para el moldeado de piezas huecas de metal que presenta una forma tubular, en particular, de aluminio, en el que, tras llevar a cabo la transformación de un producto semi-elaborado con una forma de placa en un perfil transversal cerrado y, una vez realizada la costura, soldada de forma longitudinal, de las aristas situadas, una frente a otra, del producto semi- elaborado, la pieza hueca que tiene una forma tubular ya formada es destemplada y, finalmente, se transforma, de forma hidráulica, en una matriz mediante un medio introducido en la pieza hueca, caracterizado por el hecho de que la pieza hueca, que presenta una forma tubular es, en primer lugar, alargada de forma mecánica, en el transcurso de una etapa de elaboración previa y, a continuación, ésta es destemplada…
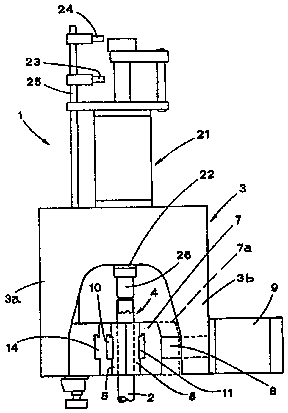
APARATO MULTIUSOS DE FORMACION Y ACABADO DE CABEZAS.
(16/06/2000). Ver ilustración. Solicitante/s: AMADIO, FILIPPO. Inventor/es: AMADIO, FILIPPO.
EL DISPOSITIVO DE CONFORMACION DE CABEZALES MULTIPROPOSITO Y DE ACABADO INCLUYE UN BASTIDOR DE SOPORTE QUE FORMA, EN UN PLANO HORIZONTAL, UNA ESPECIE DE ARCO QUE POSEE UN PAR DE BRAZOS (3A, 3B) SIMETRICOS CON RESPECTO A UN PLANO VERTICAL MEDIO. EL BASTIDOR POSEE UNA MORDAZA , QUE SE ACCIONA EN DIRECCION HORIZONTAL, PARA SUJETAR UN TUBO CERCA DEL CABEZAL (2A) A MECANIZAR; LA MORDAZA INCLUYE UNA GARRA FIJA Y UNA GARRA MOVIL , UNIDAS, RESPECTIVAMENTE, A LOS BRAZOS (3A, 3B) DEL BASTIDOR DE SOPORTE CITADOS Y QUE SE PUEDEN CERRAR SOBRE EL PLANO MEDIO DE SIMETRIA. SE ACCIONA UNA HERRAMIENTA EN UNA DIRECCION AXIAL CON RESPECTO AL TUBO SUJETO POR LA MORDAZA.
UN PROCESO PARA FORMAR EL EXTREMO DE UN TUBO CON UNA SECCION TRANSVERSAL OBLONGA A UNA SECCION TRANSVERSAL CIRCULAR.
(01/07/1998). Solicitante/s: MAGNETI MARELLI CLIMATIZZAZIONE S.P.A.. Inventor/es: PAROLA, ANDREA.
EN UN PROCESO PARA FORMAR EL EXTREMO DE UN TUBO CON UNA SECCION TRANSVERSAL OBLONGA A UNA SECCION TRANSVERSAL CIRCULAR LA FORMACION SUCEDE EN UN ESTADO DE COMPRESION RADIAL SIMPLE DESDE EL EXTERIOR. EL TUBO ESTA DISPUESTO CON SU EJE MAS CORTO EN CORRESPONDENCIA CON DOS SUPERFICIES OPUESTAS FIJADAS , QUE TIENE UN PERFIL CIRCULAR CON UN RADIO DE CURVATURA (R) QUE ES APROXIMADAMENTE IGUAL AL RADIO DE LA SECCION CIRCULAR DEL TUBO QUE SE VA A OBTENER. UNA COMPRESION RADIAL ES ENTONCES EJERCIDA A LO LARGO DEL EJE MAS LARGO DE LA SECCION OBLONGA DEL TUBO NO DEFORMADO POR UN PAR DE SUPERFICIES DE FORMACION QUE TIENE UNA EXTENSION ANGULAR QUE ES COMPLEMENTARIA A ESAS DE LAS SUPERFICIES OPUESTAS FIJADAS.
METODO PARA FIJAR ELEMENTOS INTERCAMBIADORES DE CALOR A UNA PLACA DE EXTREMO Y HERRAMIENTA PARA CONFORMAR EL EXTREMO DE UN TUBO DE SECCION DE CORTA OBLONGA A UNA SECCION DE CORTE CIRCULAR.
(16/03/1996). Solicitante/s: MAGNETI MARELLI CLIMATIZZAZIONE S.R.L. Inventor/es: PAROLA, ANDREA, PARRINO, MAURIZIO, DENTIS, LUIGI, MICHIELON, ERMINIO.
EL SISTEMA INTERCAMBIADOR DE CALOR INCLUYE UNA PLURALIDAD DE TUBOS DE SECCION DE CORTE ALARGADA, LOS EXTREMOS DE LOS CUALES ESTAN CONFORMADOS DE MANERA QUE TENGAN SECCIONES DE CORTE CIRCULARES ANTES DE SER FIJADOS EN LOS COLLARINES SELLADORES DE SECCION DE CORTE CIRCULAR DISPUESTO EN LOS AGUJEROS RESPECTIVOS DE LA PLACA DEL EXTREMO . LOS EXTREMOS DE LOS TUBOS SON CONFORMADOS EN UN PASO SIMPLE MEDIANTE COMPRESION RADIAL DESDE EL EXTERIOR Y SE FIJAN EN LOS COLLARINES DE SELLADO SIN DEFORMACION ADICIONAL.
PROCEDIMIENTO PARA CONFIGURAR SEGUN UNA SECCION CIRCULAR EL EXTREMO DE UN TUBO METALICO DE SECCION OBLONGA, ESPECIALMENTE OVALADA, EN PARTICULAR PARA CAMBIADOR DE CALOR, Y CAMBIADOR DE CALOR PROVISTO DE TUBOS ASI CONFIGURADOS.
(01/02/1983). Solicitante/s: VALEO.
PROCEDIMIENTO PARA CONFIGURAR SEGUN UNA SECCION CIRCULAR EL EXTREMO DE UN TUBO METALICO DE SECCION OBLONGA, ESPECIALMENTE OVALADA, EN PARTICULAR PARA CAMBIADOR DE CALOR. COMPRENDE DOS ETAPAS, EN LA PRIMERA DE LAS CUALES EL TUBO ES SOMETIDO A UNA COMPRESION RADIAL (F , F ) Y EN LA SEGUNDA SE INTRODUCE UN PUNZON FORZADAMENTE EN DICHO EXTREMO, SIENDO SU DIAMETRO IGUAL AL DESEADO EN LA SUPERFICIE INTERNA DEL EXTREMO DEL TUBO.
PROCEDIMIENTO Y APARATO PARA EL AJUSTE DE EXTREMOS DE TUBOS.
(16/05/1980) Procedimiento y aparato para el ajuste de extremos de tubos; con el fin de obtener un requerido diámetro interior, así como un requerido diámetro exterior en el extremo del tubo a ajustar caracterizado porque el extremo del tubo es calentado hasta una temperatura de forja, sujetándose el tubo en una parte del mismo que se encuentra alejada de su extremo, con el fin de sostener el tubo estacionario durante la operación de ajuste, introduciéndose a continuación en el extremo del tubo un mandril cuyo diámetro es igual al requerido diámetro interior de dicho extremo, colocándose forzadamente sobre el extremo del tubo y en dirección da la parte sujetada de dicho tubo; un dado o troquel de ajuste de una sola pieza, el que tiene tal cavidad que limita el diámetro exterior del extremo del tubo a ajustar al requerido diámetro exterior, aplicándose una fuerza de compresión…
{kind=link}