CIP-2021 : B21D 39/04 : de tubos con tubos; de tubos con barras.
CIP-2021 › B › B21 › B21D › B21D 39/00 › B21D 39/04[1] › de tubos con tubos; de tubos con barras.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos.
B21D 39/04 · de tubos con tubos; de tubos con barras.
CIP2021: Invenciones publicadas en esta sección.
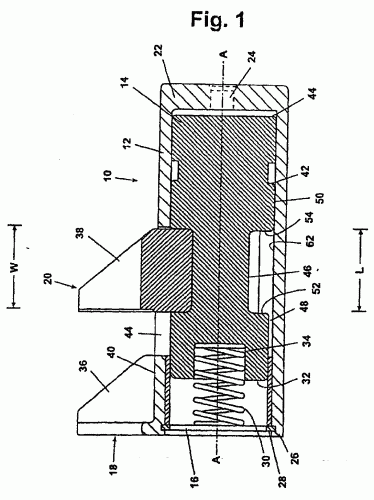
Procedimiento de funcionamiento de un aparato de prensado manual accionado por motor.
(12/02/2014) Procedimiento de funcionamiento de un aparato de prensado manual accionado por motor, en el que, ante un accionamiento de un interruptor, se mueven una o más mordazas de prensado desde una posición de partida hasta una posición de prensado cerrada hasta que se alcance una fuerza de prensado prefijada o haya transcurrido un tiempo prefijado, después de lo cual se produce automáticamente, por ejemplo por retroceso de un pistón de prensado, una liberación de las mordazas de prensado, pero esta liberación puede interrumpirse en una posición intermedia antes de alcanzar la posición de partida para comenzar un nuevo proceso de prensado siguiente desde tal posición intermedia, caracterizado por que, para realizar una interrupción, se capta o almacena una medida de recorrido y/o de tiempo y/o de presión…
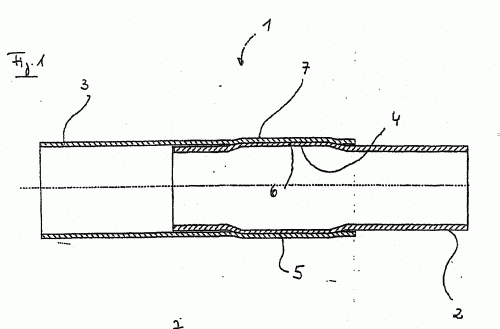
Procedimiento para la fabricación de sistemas tubo-en-tubo.
(22/01/2014) Procedimiento para la fabricación de un sistema de tubo-en-tubo formado por un tubo exterior y al menos un tubo interior , que forman un tubo compuesto, en el que el al menos un tubo interior se extiende sobre toda la longitud o al menos sobre una mayor parte de toda la longitud del tubo exterior y en el que el al menos un tubo interior y el tubo exterior se llevan a unión entre sí mecánicamente a través de la aplicación de una presión de prensado, caracterizado por que el al menos un tubo interior y el tubo exterior son adaptados con respecto a sus propiedades del material y/o sus dimensiones geométricas entre sí de tal manera que después del aplastamiento a través de la presión de prensado aplicada a través de un recorrido de aplastamiento predeterminado o predeterminable a través de recuperación elástica resulta…
Soporte de reposacabezas.
(23/09/2013) Soporte de reposacabezas con un tubo de sujeción para recibir un elemento de reposacabezas, en el quedentro del tubo de sujeción está dispuesto un elemento de refuerzo constituido por un cuerpo hueco,especialmente un casquillo , caracterizado porque el cuerpo hueco presenta una hendidura que seextiende en el sentido de su eje longitudinal y que está alineada con una soldadura del tubo de sujeción.
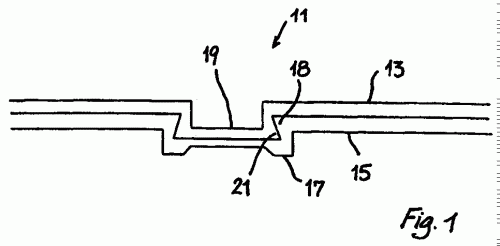
Procedimiento para conectar un conducto de transferencia de calor y un tubo capilar.
(18/07/2013) Procedimiento de conexión de un conducto de transferencia de calor y un tubo capilar, en el que dicho tubocapilar tiene un diámetro menor que el de dicho conducto de transferencia de calor y es conectado a unaparte extrema de dicho conducto de transferencia de calor constituyendo un cambiador de calor ,caracterizado por:
un proceso de fabricación de un ensanchamiento que forma una parte cilíndrica ensanchada que tiene undiámetro de conducto superior al de dicho conducto de transferencia de calor, en la parte extrema del conductode dicho conducto de transferencia de calor;
un proceso de aplanamiento por aplastamiento que, al aplanar por aplastamiento en la dirección longitudinal delconducto, solamente la parte en el lado opuesto del lado de la cara extrema del conducto de dicha parteensanchada, forma una parte…
Aparato de prensado hidráulico.
(09/07/2013) Aparato de prensado hidráulico con una pieza fija y una pieza móvil , en el que la pieza móvil es movida respecto a la pieza fija por un pistón hidráulico y puede ser retrocedida a una posición de partida por medio de un resorte de retroceso , en el que además el movimiento de retorno puede ser activado en función de una presión de prensado predeterminada por la reacción de una válvula de retorno , en el que además está prevista una válvula de control que adicionalmente a la válvula de retorno en el estado de apertura libera una salida de medio hidráulico y con referencia a un estado de transporte de medio hidráulico, presenta una cara de entrada de medio…
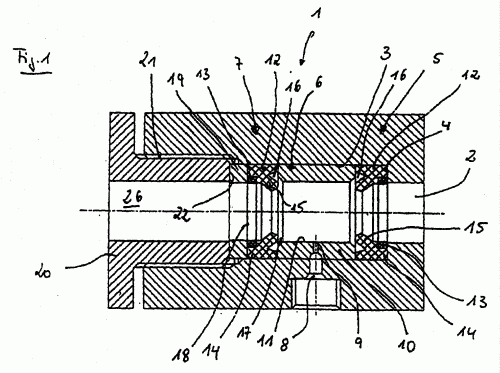
Procedimiento para el prensado de un adaptador de prensa así como útil de prensa para ello.
(08/07/2013) Procedimiento para el prensado de un adaptador de prensa con un tubo insertado en el adaptador deprensa por medio de un útil de prensa , en el que el adaptador de prensa presenta un cordóncircunferencial , en el que está insertada una junta tórica , en el que el tubo termina dentro del adaptadorde prensa y se lleva a cabo dentro del cordón un primer prensado, en el que, además, se realiza en elextremo del adaptador de prensa del lado de inserción del tubo, a distancia del cordón, otro prensado, que conduce,como consecuencia de un sección cónica de prensado en el útil de prensa a una conicidad, que se extiende en elmismo sentido, del adaptador de prensa y del tubo y el cordón se ensancha axialmente en ambos ladosde manera uniforme en el transcurso del prensado a través de impulsión radial desde fuera y partiendo…
Método de fabricación de uniones de tuberías listas para su instalación.
(03/06/2013) Un método de fabricación de un acoplamiento de tubería listo para instalación para la unión de elementos detubería en una relación de extremo con extremo, comprendiendo dicho método:
el suministro de una pluralidad de segmentos teniendo cada uno de dichos segmentos un par desuperficies de contacto que comprenden superficies en arco adaptadas para una interfaz con lassuperficies exteriores de dichos elementos de tubería , estando dichas superficies de contacto enuna relación de separación de lado a lado, abarcando dichos segmentos un ángulo inicial medidosobre dichas superficies en arco;
la deformación de cada uno de dichos segmentos en una forma deformada abarcando un ángulo final medido en dichas superficies…
Agarrador para sostener las herramientas de una prensa radial.
(23/04/2013) Agarrador portaherramientas para un cambio múltiple de herramientas en una prensa radial horizontal ,a) en el que dicha prensa comprende:
- una pluralidad de mordazas radiales , capaces de recibir respectivas herramientas y posicionadasdentro de un compartimento de prensado alrededor de un eje horizontal (X) de la prensa,
- una brida frontal que delimita un orificio de acceso a dicho compartimento de prensado, y
- dispositivos de actuador de las mordazas capaces de originar, en una fase de anexado de las herramientasen las relativas mordazas, un desplazamiento radial de las mordazas en relación con dicho eje horizontal (X) de laprensa y un…
DISPOSITIVO PARA LA UNION ARTICULADA DE UNA ESTRUCTURA DE RIEGO PIVOTANTE.
(12/04/2013) 1. Dispositivo para la unión articulada de una estructura de riego pivotante que comprende:
- un tramo tubular macho unido sólidamente a una varilla cilíndrica , situada en la posición del eje teórico y acabada angularmente en disposición vertical,
- un tramo tubular hembra conectado al tramo tubular macho ,
caracterizado porque comprende una estructura articulada que a su vez comprende:
- una pletina superior y una pletina inferior que se disponen superior y paralelamente a la unión de los tramos tubulares macho y hembra , unidas ambas pletinas mediante un punto de articulación , y
- una pieza en forma de U invertida , unida a la pletina superior por un extremo y al tramo tubular macho , controlándose…
Dispositivo de prensado para piezas de trabajo tubulares.
(17/05/2012) Dispositivo de prensado para piezas de trabajo tubulares con un bucle de prensado , que presenta una zona de abertura (5c), y con una pinza de transmisión con dos brazos dobles para conectar el bucle de prensado con un medio de accionamiento, estando dispuestos elementos de acoplamiento (K1), K2) entre el bucle de prensado y la pinza de transmisión en la zona de abertura (5c) del bucle de prensado, que permiten tanto un cierre como un desplazamiento del bucle de prensado a distintas posiciones angulares respecto a la pinza de transmisión , presentando los elementos de acoplamiento (K1, K2) tanto superficies de deslizamiento para el movimiento de cierre…
Aparato de prensa accionado hidráulicamente así como procedimiento para el prensado de un adaptador.
(07/03/2012) Aparato de prensa accionado hidráulicamente con un pistón y un cilindro para la actuación sobre mordazas de prensa (8, 8', 8"), en el que en cada caso el vástago del pistón está conectado con medios de actuación , caracterizado porque en la dirección de la marcha del pistón hidráulico está previsto un tope regulable, para la consecución de diferentes posiciones finales del pistón hidráulico durante el retorno del pistón y porque el tope está previsto fuera del cilindro .
RACOR DE ENGASTE PARA TUBO.
(18/10/2010) Racor de engaste para tubo, que comprende por lo menos un empalme para un tubo , caracterizado porque comprende además, a nivel de por lo menos un empalme , una etiqueta RFID cuya señal emitida, por emisión directa o en respuesta a una señal emitida por un dispositivo de emisión y/o de lectura RFID, es diferentes antes y después del engaste del empalme sobre un tubo
DISPOSITIVO DE PRENSADO PARA PIEZAS TUBULARES.
(28/05/2010) Dispositivo de prensado para piezas tubulares con un bucle de prensado al menos en dos partes, cuyos componentes están conectados entre sí de manera articulada y que presenta una zona de abertura para la inserción de las piezas , y con una pinza de transmisión con dos brazos dobles para la conexión del bucle de prensado con una unidad de accionamiento, en donde se encuentran dispuestos elementos de acoplamiento (K1, K2) entre el bucle de prensado y la pinza de transmisión , a cada lado de la zona de abertura , caracterizados porque el cambio de la posición angular del bucle de prensado relativo a la pinza de transmisión puede realizarse cambiando la posición del bucle de prensado con la pinza…
METODO Y APARATO PARA UNIR EN FRIO BRIDAS Y ELEMENTOS DE ACOPLAMIENTO PARA TUBERIAS.
(30/11/2009) Un método para unir un elemento de acoplamiento, por ejemplo, un medio de brida de unión, a una tubería, dicho elemento de acoplamiento rodeando la tubería y teniendo ranuras de frente a la tubería y previsto para recibir una pluralidad correspondiente de cordones proporcionados en la tubería, caracterizado por los pasos de:
- proporcionar dicho elemento de acoplamiento para rodear la tubería en una región de extremo de la misma,
- proporcionar una primera y dedicada acción de presionado dirigida de manera radial en la pared interior de la tubería en localizaciones axiales de la tubería correspondientes a la localización de dichas ranuras en el elemento de acoplamiento que la rodea para deformar la tubería en ellas para crear dichos cordones y provocar que dichos cordones estén protegidos en dichas ranuras, y
- proporcionar una segunda y dedicada…
PRENSA RADIAL PARA EL AJUSTE DE MANGUERAS FLEXIBLES.
(16/03/2007) Prensa radial para la deformación y procesamiento de artículos con superficies externas circulares o poligonales, como por ejemplo mangueras flexibles, que incluye: - un bloque inferior fijo que descansa en una plataforma ; - un bloque superior situado sobre ésta y de cara al bloque inferior y que se mueve verticalmente hacia este último para la apertura/cierre de la prensa; - sistemas de accionamiento hidráulico situados debajo de la plataforma de soporte del bloque inferior y alimentados por una bomba accionada por una unidad motora , incluyendo dichos sistemas de accionamiento hidráulico un cilindro para el…
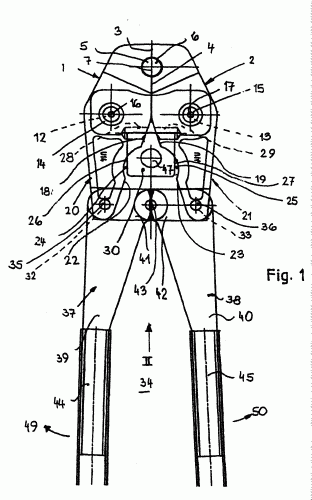
(01/08/2006). Ver ilustración. Solicitante/s: REMS-WERK CHRISTIAN FILL UND SIHNE GMBH & CO.
Dispositivo de apriete con una tenaza de apriete y con un dispositivo manual de accionamiento, así como con un dispositivo motorizado de accionamiento, de los cuales, la tenaza de apriete presenta al menos dos mordazas de apriete, de las que al menos una puede cambiarse de una posición cerrada a una posición abierta, pudiendo cerrarse la tenaza de apriete con el dispositivo manual de accionamiento, presentando la tenaza de apriete una conexión (32, 33; 32a, 32b; 102, 103) para el dispositivo manual de accionamiento, y otra conexión para el dispositivo motorizado de accionamiento, caracterizado porque el dispositivo manual de accionamiento y el dispositivo motorizado de accionamiento, pueden conectarse opcionalmente en las conexiones (32, 33; 32a, 32b; 103, 103; 47).
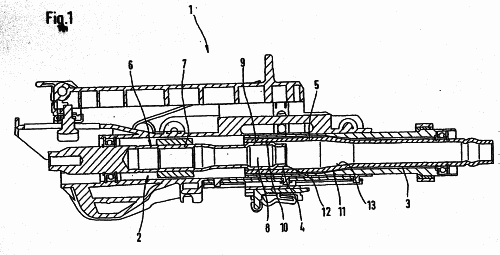
CONJUNTO DE HUSILLO DE DIRECCION Y PROCEDIMIENTO PARA LA FABRICACION DEL MISMO.
(16/07/2006). Ver ilustración. Solicitante/s: DAIMLERCHRYSLER AG. Inventor/es: KITTLER, HOLGER, LOX, HANNO, SPIELMANNLEITNER, CHRISTIAN.
Conjunto de husillo de dirección; con una primera parte componente, que está situadas la cerca del volante de dirección, y con una segunda parte componente, situada de forma alejada del volante de dirección, en este caso, uno de los extremos de una parte componente -los cuales están dirigidos entre sí- está sumergido en el extremo hueco de la otra parte componente, encontrándose estos dos extremos unidos entre si en arrastre de fricción; conjunto éste que está caracterizado porque las paredes de los dos extremos están dispuestas -por toda la zona del arrastre de fricción y en la forma de un ajuste prensado- directamente juntas entre si; así como caracterizado porque el extremo exterior posee -por fuera del ajuste prensado y dentro de la extensión longitudinal del extremo- un tramo , que se estrecha de forma cónica y el mismo está distanciado del extremo interior en el sentido axial.
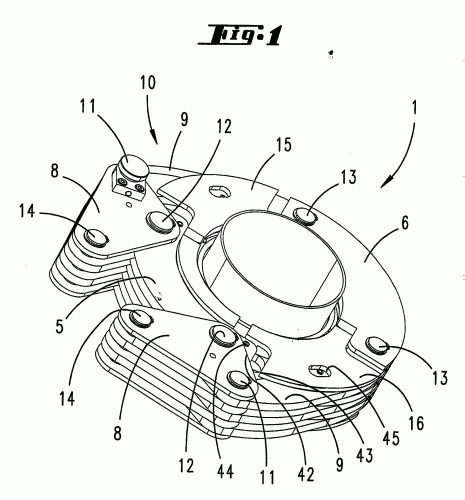
(16/06/2006). Ver ilustración. Solicitante/s: GUSTAV KLAUKE GMBH. Inventor/es: FRENKEN, EGBERT, DR..
Dispositivo de prensa para el prensado de unión de piezas de trabajo en forma de tubo, especialmente de un extremo de tubo , por una parte, con un adaptador acoplado , por otra parte, bajo deformación plástica, en cada caso de una de las piezas de trabajo, con varios miembros de prensa, en el que los miembros de prensa se pueden mover para la realización del prensado sobre un eje longitudinal central de las piezas de trabajo, caracterizado porque, en cada caso, dos miembros de la prensa están unidos entre sí de forma articulada para la aplicación de fuerza de prensado sobre dos palancas de articulación configuradas como palancas angulares, en el que las palancas angulares se apoyan con efecto de presión sobre un primer miembro de la prensa y ambas palancas angulares están unidas por tracción con el mismo segundo miembro de la prensa.
DISPOSITIVO PARA LA UNION ENTRE DOS PARTES COMPONENTES.
(01/03/2006) Dispositivo para unir dos partes componentes entre si mediante la alta presión de un fluido; con un generador de fluido de alta presión y con una herramienta de conformación que, a efectos del fluido, está unida con el generador de fluido de alta presión y por medio de la cual el encaje suelto de las partes componentes - colocadas la una sobre la otra - puede ser impulsado con el fluido de alta presión de tal modo, que las partes componentes se coloquen entre si en un encaje a presión; a este efecto, la herramienta de conformación está apropiada para rodear el encaje suelto entre las partes componentes en por lo menos un lugar del encaje a presión, que ha de ser realizado, y la herramienta posee un canal de presión que - unido con el generador de fluido de alta presión - conduce, desde fuera, hacia la parte de moldeo de la…
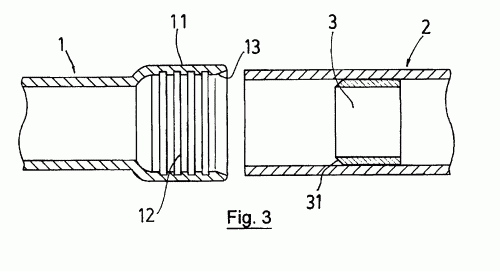
METODO PARA REALIZAR UNA TRANSICION ENTRE TUBERIAS DE ACERO Y POLIETILENO.
(16/01/2006). Ver ilustración. Solicitante/s: IBERFUSION, S.L. Inventor/es: COMES CAPARROS,JORGE DANIEL.
Método para realizar una transición entre tuberías de acero y polietileno. Este método comprende la definición en uno de los extremos de la tubería de acero de un tramo abocardado con una pluralidad de ranuras perimetrales paralelas en su superficie interior y una boca interior troncocónica , la introducción en el interior de la tubería de polietileno de un casquillo tubular metálico provisto de una superficie troncocónica , la introducción en el tramo abocardado de uno de los extremos de la tubería de polietileno , y el desplazamiento del casquillo tubular por el interior de la tubería de polietileno hasta conseguir su enfrentamiento con la superficie interior del tramo abocardado , la deformación de dicha tubería de polietileno y la introducción de unas porciones de material constitutivas de la misma en las ranuras perimetrales del tramo abocardado.
DISPOSITIVO PARA LA SUJECCION DE APRIETE DE UNA MANGUERA HIDRAULICA EN UNA GRIFERIA DE MANGUERA CON UNA PRENSA.
(16/11/2005) Dispositivo para la sujeción de apriete de una manguera hidráulica en una grifería de manguera con una prensa, que presenta radialmente a un eje de centrado unas mordazas de prensa alojadas de forma desplazable en un bastidor así como un engranaje de chaveta para las mordazas de prensa , que puede ser impulsado a través de un accionamiento de prensa con una carrera de la prensa perpendicularmente al eje de centrado , en el que el bastidor está dividido en la zona del eje de centrado , transversalmente a la carrera de la prensa, en dos partes guiadas desplazables una hacia la otra en la dirección de la carrera de la prensa, cada una de las cuales lleva una parte del engranaje de chaveta dividido con las mordazas de la prensa correspondientes,…
PROCEDIMIENTO PARA REALIZAR LA UNION ENTRE DOS PARTES COMPONENTES.
(16/08/2005). Ver ilustración. Solicitante/s: DAIMLERCHRYSLER AG. Inventor/es: SPIELMANNLEITNER, CHRISTIAN.
Procedimiento para realizar la unión entre dos partes componentes por medio de una alta presión por fluido; en este caso, las partes componentes son colocadas la una sobre la otra y, a continuación, mediante la alta presión, estas partes componentes son unidas por un apriete entre si; procedimiento éste que está caracterizado porque la parte componente exterior - cuyo material es de un más reducido límite de alargamiento que el material de la parte componente interior - es conformada plásticamente a través de una impulsión de alta presión, que desde fuera actúa sobre el conjunto de piezas de unión por encaje; en este caso, la parte componente interior es conformada de manera elástica.
APARATO PARA LA ESTAMPACION DE CASQUILLOS.
(16/07/2005) Aparato para la instalación de un acoplamiento tipo casquillo en una pared exterior de un elemento cilíndrico mediante la estampación del casquillo (F2) en el elemento cilíndrico, comprendiendo el acoplamiento una tuerca roscada de acoplamiento (C), comprendiendo el aparato: un alojamiento ; un pistón alojado en dicho alojamiento pudiéndose desplazar dicho pistón entre una primera posición y una segunda posición en respuesta a una presión de fluido cuando se aplica a dicho pistón; y una herramienta adaptadora retenida parcialmente en dicho alojamiento; comprendiendo dicha herramienta adaptadora un manguito roscado en un extremo para recibir la tuerca de acoplamiento y un yunque acoplado a dicho…
TUBO ENVOLVENTE DE LA COLUMNA DE DIRECCION DE UN VEHICULO AUTOMOVIL Y PROCEDIMIENTO PARA LA FABRICACION DE ESTE TUBO ENVOLVENTE.
(01/05/2005). Ver ilustración. Solicitante/s: DAIMLERCHRYSLER AG. Inventor/es: KITTLER, HOLGER, LOX, HANNO, SPIELMANNLEITNER, CHRISTIAN.
Tubo envolvente de la columna de dirección de un vehículo automóvil, el cual se compone de dos tramos de tubo telescópico, que -en arrastre de fricción -están unidos entre sí en un encaje a presión y los que, en el caso de un choque frontal del vehículo, pueden ser desplazados de forma relativa entre sí por un recorrido de desplazamiento axial; a este efecto, los tramos de tubo están unidos entre sí en arrastre de fricción por todo el recorrido de desplazamiento; tubo envolvente éste que está caracterizado porque los tramos de tubo , al encontrarse los mismos en la posición de reposo, están unidos entre sí adicionalmente por un arrastre de forma.
DISPOSITIVO DE PROTECCION CONTRA SOBRECARGAS Y PROCEDIMIENTO PARA LA FABRICACION DEL MISMO.
(01/05/2005) Dispositivo de protección contra sobrecargas en una unión por ensamblaje, que se compone de una pieza de ensamblaje exterior con una abertura de paso - y de una pieza de ensamblaje interior de forma cilíndrica y sometida a un momento de giro, la cual atraviesa la abertura de paso de la pieza de ensamblaje exterior y la que está unida con ésta última por arrastre de fricción; en esta caso, sobre la pieza de ensamblaje exterior actúa un momento de giro antagónico, que es de la misma magnitud como el momento de giro de la pieza de ensamblaje interior, de tal modo que - al ser sobrepasado un valor del momento de giro, el cual corresponde a la máxima fuerza de fricción admisible - la unión por arrastre de fricción quede anulada y la pieza…
UNA HERRAMIENTA COMPRESORA Y EL METODO PARA UNIR PIEZAS MEDIANTE DEFORMACION EN FRIO.
(01/03/2005). Ver ilustración. Solicitante/s: RIDGE TOOL AG. Inventor/es: GOOP, HANS-JIRG.
Herramienta compresora para unir piezas de trabajo mediante deformación en frío con una forma predeterminada de la sección exterior, herramienta que dispone, por lo menos, de dos mordazas que pueden moverse una contra otra y que transmiten los esfuerzos de deformación en frío sobre las piezas de trabajo, cada una con dos caras frontales y una cara interior , a cuyo efecto la cara interna de las mordazas está configurada de tal manera que, una vez efectuada la deformación en frío, la parte de la zona interna que apunta hacia la pieza de trabajo , se ajusta esencialmente a la forma de la sección transversal exterior, caracterizada porque las mordazas en la cara interna con respecto a las caras frontales una escotadura , produciéndose un ensanchamiento en la zona de la escotadura con relación a la forma de la sección transversal exterior de la pieza.
(16/12/2004). Ver ilustración. Solicitante/s: UNIFLEX-HYDRAULIK GMBH. Inventor/es: ERTL, FRITZ, DR.-ING., VIEHL, REINER.
Prensa radial dotada de un cuerpo principal , un anillo de presión , un contrasoporte unido de manera fija al cuerpo principal y una pluralidad de mordazas de prensa dispuestas concéntricamente alrededor de un eje de la prensa , siendo desplazable el anillo de presión, que actúa sobre las mordazas de prensa, por medio de chaflanes, a lo largo del eje de la prensa, respecto del cuerpo principal bajo la acción de una disposición hidráulica émbolo-cilindro anular, y apoyándose las mordazas de prensa con guiado de desplazamiento radial en el contrasoporte, comprendiendo la disposición hidráulica émbolo-cilindro un émbolo anular que penetra en un cilindro anular , caracterizada porque el contrasoporte está unido al cuerpo principal mediante barras de tracción dispuestas radialmente dentro de la disposición émbolo-cilindro.
UTIL ESTAMPADOR HIDRAULICO.
(16/09/2004). Ver ilustración. Solicitante/s: EATON AEROQUIP INC. Inventor/es: FOSTER, DAVE L., THELEN, WILLIAM GREGORY, BUZBY, BENJAMIN FRANKLIN.
Un útil estampador para estampar un accesorio a un tubo, comprendiendo el útil un cuerpo envolvente de forma general cilíndrica que tiene un primer y un segundo extremos y una parte intermedia que presenta una abertura pasante, un pistón unitario axialmente móvil dentro del cuerpo y una mandíbula móvil montada en el pistón unitario , en que la abertura se dimensiona para permitir el movimiento axial de la mandíbula móvil , caracterizado porque la mandíbula móvil tiene dos patas que se extienden radialmente hacia dentro, separadas por un entrante dimensionado para encajar a través de la abertura y sobre una parte de diámetro reducido del pistón visible a través de la abertura para montar amoviblemente la mandíbula móvil en el pistón.
(01/04/2004) Pinza de prensado para un aparato de prensado para unir una sección de tubo con un racor de presión, compuesta de dos brazos de pivotamiento (12, 12) que se unen de manera pivotable con las placas de soporte entre dos placas de soporte en forma de T en dos pernos de cojinete (13, 13) colocados a distancia (A) uno de otro, que atraviesan sendos brazos de pivotamiento (12, 12), y en la que los brazos de pivotamiento (12, 12) son ejecutados con mandíbulas de apriete (14, 14) con caras de presión (15, 15), caracterizada porque los dos brazos de pivotamiento (12, 12) presentan en lugares opuestos entre sí, entre los pernos…
PROCEDIMIENTO PARA LA FABRICACION DE UN INTERCAMBIADOR DE CALOR.
(16/02/2004). Ver ilustración. Solicitante/s: ROTH, MAX. Inventor/es: ROTH, MAX.
Procedimiento para la fabricación de un intercambiador de calor con una cámara de paso para un medio de transporte del calor, en el que dos paredes laterales , en particular hechas de chapa de cobre, se disponen una enfrente de otra y se unen una con otra para formar un cuerpo hueco a través del cual se pueda pasar, en el que las paredes laterales se fijan una a otra en un gran número de posiciones de unión dentro de la superficie entre los bordes del cuerpo hueco , caracterizado porque las dos paredes se engranan una dentro de la otra en las posiciones de unión dentro de la superficie entre los bordes del cuerpo hueco a través de la deformación del material.
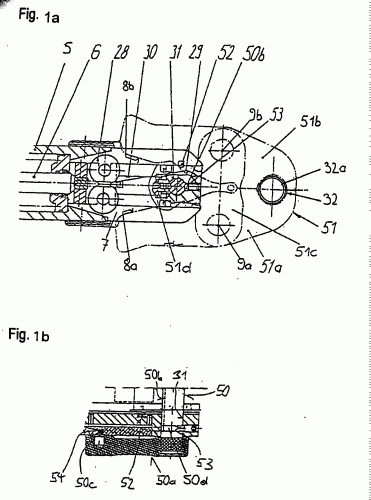
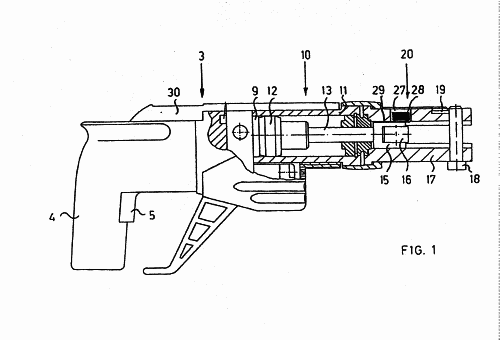
HERRAMIENTA PRENSADORA Y PROCEDIMIENTO DE PRENSADO.
(01/01/2004). Ver ilustración. Solicitante/s: NOVARTEC AG. Inventor/es: GOOP, HANS-JIRG.
Herramienta prensadora para prensar racores en forma de casquillos (32a) en dos extremos de tubos para unir ambos tubos, con un dispositivo de cilindro de empuje con una pieza de unión ahorquillada , una pinza fijable a esta pieza de unión con un perno de sujeción y un motor de accionamiento para mover un eje de émbolo como órgano accionador para mover, por lo menos, una mordaza (51a, 51b), a cuyo efecto se ha previsto una sonda de presencia para la pinza , caracterizada porque la sonda de presencia dispone de una señal, por medio de la cual, cuando falta la pinza o es defectuosa, se evita la iniciación de un proceso de prensado o se interrumpe el proceso de prensado que se haya iniciado.
HERRAMIENTA DE PRENSADO Y SU METODO DE MANDO.
(16/11/2003). Ver ilustración. Solicitante/s: VON ARX AG. Inventor/es: AMHERD, RENE.
Procedimiento para gobernar una herramienta de prensado accionada eléctricamente para el prensado de elementos de acoplamiento que tiene una pinza de apriete , en el que la herramienta de prensado mueve un pistón accionable hidráulicamente hasta alcanzar una presión predeterminada y cierra así la pinza de apriete , caracterizada porque con la inserción o el cambio de la pinza de apriete se anula el valor de recorrido nominal almacenado y después se acciona la herramienta de prensado con/o sin realizar una operación de apriete, en eque se registra el recorrido en el que retrocede el pistón hasta alcanzar un valor de seguridad predeterminado de la presión, que se sitúa por encima de la presión de apriete necesaria, y se compara como valor de recorrido nominal hasta tolerancias ajustables con cada valor de recorrido efectivo de cada proceso de prensado subsiguiente, en el que las desviaciones con respecto al valor de recorrido nominal activan una señal.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}