CIP-2021 : B23K 11/16 : Soldadura por resistencia teniendo en cuenta las propiedades del metal que se va a soldar.
CIP-2021 › B › B23 › B23K › B23K 11/00 › B23K 11/16[1] › Soldadura por resistencia teniendo en cuenta las propiedades del metal que se va a soldar.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
B23K 11/16 · Soldadura por resistencia teniendo en cuenta las propiedades del metal que se va a soldar.
CIP2021: Invenciones publicadas en esta sección.
Método para soldar una parte solapada, método para fabricar un miembro de soldadura a solape, miembro de soldadura a solape y componente para automóvil.
(13/11/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: OKADA,TOHRU, FUJIMOTO,HIROKI, YASUYAMA,MASANORI.
Un método para soldar una parte solapada, en el que una pluralidad de miembros de chapa de acero se unen en la parte solapada, y al menos uno de la pluralidad de miembros de chapa de acero contiene martensita, incluyendo el método:
formar una pluralidad de partes soldadas por puntos, que tienen una lenteja en la parte solapada; y formar una parte fundida y solidificada, que cruza un extremo de la lenteja, y situada entre la lenteja y una posición externamente separada de un extremo de la lenteja por no menos de 3 mm, emitiendo un haz láser, en el que la parte fundida y solidificada se forma en el miembro de chapa de acero que contiene la martensita a fin de tener una profundidad no menor que el 50% de un grosor del miembro de chapa de acero que contiene la martensita en una posición externamente separada del extremo de la lenteja por 1 mm, caracterizado por que una parte fundida y solidificada se forma para cada una de las partes soldadas por puntos y separadas entre sí.
PDF original: ES-2768603_T3.pdf
Miembros estructurales de acero de alta resistencia laminado en caliente soldados y método.
(13/11/2019) Un miembro estructural de acero de alta resistencia que comprende un miembro estructural alargado de acero de alta resistencia laminado en caliente soldado que tiene una configuración en sección transversal uniforme a lo largo de su longitud, incluyendo la configuración en sección transversal una porción de banda y porciones de brida primera y segunda que se extienden desde dicha porción de banda, teniendo dicha porción de banda un grosor promedio menor que el grosor promedio de dichas porciones de brida primera y segunda, estando dicho miembro estructural formado con un material de acero de alta resistencia que…
Método de soldadura por puntos por resistencia.
(23/10/2019) Un método de soldadura por puntos por resistencia para soldar una pluralidad de láminas de acero que incluye una lámina de acero de alta resistencia a tracción superpuesta, en el cual en dicho método de soldadura por puntos por resistencia, el sistema de conducción es conducción por pulsación utilizando una fuente de energía de soldadura, y,
en la pluralidad de pulsos de corriente que forman la conducción por pulsación,
en los respectivos pulsos de corriente, el tiempo de conducción, los intervalos de los pulsos de corriente definidos como el tiempo de reposo de conducción, y las corrientes de soldadura aplicadas por los pulsos de corriente se controlan de manera variable,
estando el método de soldadura por puntos por resistencia…
Unión soldada por puntos y método de soldadura por puntos.
(26/06/2019) Una unión soldada por puntos de una plancha de acero de alta resistencia, que comprende:
dos o más planchas (1A, 1B, 1C) de acero delgadas que se sueldan por puntos entre sí; y
un botón de soldadura formado en una superficie de unión de las planchas de acero delgadas,
donde al menos una de las dos o más planchas de acero delgadas es una plancha de acero de alta resistencia cuya resistencia a la tracción es 750 MPa a 1850 MPa y cuyo equivalente de carbono Ceq representado por la fórmula siguiente es 0,22 % en masa a 0,55 % en masa, caracterizada por que
en una zona (3c) de capa exterior del botón de soldadura que es una zona con excepción de una zona (3b) de forma similar que es tan grande como el 90% de la forma exterior (3a) de botón de soldadura…
Electrodo de soldadura, procedimiento y dispositivo para soldar paneles sándwich.
(06/06/2019) Electrodo de soldadura que comprende
- un cuerpo de electrodo de soldadura (2, 2') y
- una caperuza de electrodo de soldadura (18, 18', 18") unida o que puede unirse al cuerpo de electrodo de soldadura (2, 2') para poner en contacto el electrodo de soldadura (1, 1', 26a) con una pieza constructiva para producir una unión soldada,
caracterizado por que está previsto un elemento de resistencia eléctricamente conductor, integrado o que puede integrarse en el electrodo de soldadura (1, 1', 26a), que está conectado o puede conectarse mediante conducción eléctrica al cuerpo de electrodo de soldadura (2, 2') y la caperuza de electrodo de soldadura (18, 18', 18"), para el calentamiento de la pieza constructiva ,
el electrodo de soldadura (1, 1', 26a) está configurado de tal modo que el…
Unión soldada por puntos y método de soldadura por puntos.
(15/05/2019). Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: MIYAZAKI,YASUNOBU, WATANABE,FUMINORI.
Una unión soldada por puntos que comprende láminas de acero (21a, 21b) superpuestas y soldadas por puntos , teniendo las láminas de acero (21a, 21b) una resistencia a la tracción entre 750 y 2500 MPs, caracterizada por que la unión soldada por puntos comprende 375 o más granos de cristales de estructuras solidificadas en una región de 0,5 mm x 0,5 mm de un extremo de la pepita, en donde la estructura solidificada es una estructura formada como un grano de cristal individual en el proceso de solidificación.
PDF original: ES-2741739_T3.pdf
Soldadura por resistencia en varias etapas de chapas sándwich.
(13/02/2019) Procedimiento para soldar por resistencia una chapa sándwich con al menos otro componente metálico , donde la chapa sándwich presenta dos capas de cubierta metálicas (1a, 1c) y una capa de plástico termoplástico (1b) dispuesta entre las capas de cubierta metálicas, en donde al menos el área a soldar de la chapa sándwich es calentada de tal modo que la capa de plástico termoplástico (1b) se reblandece y es desplazada del área de soldadura por compresión de las capas de cubierta (1a, 1c), las capas de cubierta (1a, 1c) son termosoldadas entre sí con el otro componente mediante un flujo de corriente eléctrica a través de un primer y un segundo electrodo de soldadura , donde el primer electrodo de soldadura tiene contacto con una capa de cubierta metálica (1a) de la chapa sándwich y el segundo electrodo de soldadura tiene contacto con…
Procedimiento y dispositivo para la soldadura por resistencia de chapas sándwich.
(15/06/2016) Procedimiento para la soldadura por resistencia de una chapa sándwich con al menos otro componente metálico , presentando la chapa sándwich dos capas de cubrición metálicas (2b, (2c) y una capa de plástico termoplástico (2a) dispuesta entre las capas de cubrición metálicas (2b, 2c), en el que al menos la zona a soldar de la chapa sándwich se calienta de tal modo que se ablanda la capa de plástico termoplástico (2a) y es desplazada por la compresión de las capas de cubrición (2b, 2c) de la zona de soldadura , soldándose las capas de cubrición (2b, 2c) con el otro componente por un paso de corriente eléctrica en un primer circuito eléctrico a través de un primero y un segundo electrodos de soldadura , teniendo el…
Estructura unida soldada por puntos y método de soldadura por puntos.
(13/04/2016) Una estructura unida soldada por puntos formada superponiendo una pluralidad de pedazos de planchas de acero (1A, 1B) y realizando soldadura por puntos sobre las planchas de acero (1A, 1B), la estructura unida soldada por puntos comprende:
la pluralidad de pedazos de planchas de acero (1A, 1B),
una zona afectada por calor , y
un botón de soldadura ,
en donde
en la pluralidad de pedazos de planchas de acero (1A, 1B), al menos un pedazo de plancha de acero es plancha de acero de alta resistencia cuya resistencia a la tracción es de 750 MPa a 2500 MPa, en donde
un equivalente de carbono Ceq de la plancha de acero de alta resistencia representado por la siguiente…
Procedimiento para fabricar una pieza de chapa compuesta con zona metálica; herramienta de conformación correspondiente.
(23/03/2016) Procedimiento para la fabricación de una pieza de chapa compuesta con al menos una zona metálica a partir de una placa de chapa compuesta que presenta dos chapas de cubierta externas (4a) de metal y al menos una capa (4b) dispuesta entre las chapas de cubierta, de un plástico, en el que
- una placa de chapa compuesta se introduce en una herramienta de conformación (1, 1', 1"),
- en la herramienta de conformación (1, 1', 1") al menos una zona seleccionada de la placa de chapa compuesta se calienta de tal manera que la capa de plástico (4b) dispuesta entre las chapas de cubierta externas (4a) se ablanda,
- usando la herramienta de conformación (1, 1', 1") y aplicando fuerza sobre…
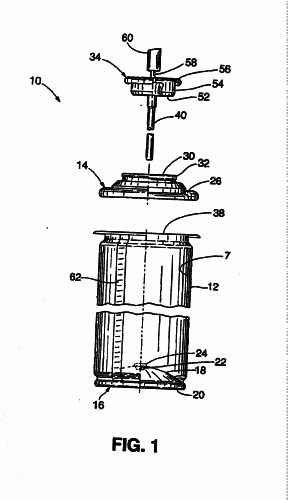
METODO PARA FABRICAR UN RECIPIENTE DISPENSADOR DE AEROSOLES.
(01/03/2005). Ver ilustración. Solicitante/s: U.S. CAN COMPANY. Inventor/es: GAPIHAN, JEAN.
Un método para producir un recipiente para aerosoles que comprende las operaciones de: proporcionar una chapa que incluye una capa metálica y una capa resistente a la corrosión en, al menos, una superficie de la capa metálica , estando la capa resistente a la corrosión en contacto íntimo con la capa metálica ; eliminar porciones de la capa resistente a la corrosión de la superficie de la capa metálica , de manera que la chapa tenga áreas expuestas en las que se ha retirado la capa resistente a la corrosión , curvar la chapa para solapar las capas expuestas respectivas; soldar las áreas expuestas solapadas; que se caracteriza porque las citadas porciones de la citada capa resistente a la corrosión se eliminan de la superficie de la capa metálica por medio de, al menos, un chorro de agua, en el que el chorro de agua tiene una presión de, aproximadamente, entre 2000-3000 bar.
PROCEDIMIENTO PARA LA FABRICACION DE INTERCAMBIADORES DE CALOR RESISTENTES A LA CORROSION.
(01/01/2004). Ver ilustración. Solicitante/s: BALCKE-DURR GMBH. Inventor/es: PODHORSKY,MIROSLAN,DR.-ING., LEITZ,RICHARD,DIPL.-ING., HOLTEN,WOLFGANG,DIPL.-ING.
LA INVENCION CONSISTE EN UN PROCEDIMIENTO PARA LA FABRICACION DE TRANSMISORES TERMICOS RESISTENTES A LA CORROSION, UTILIZANDO PARA ELLO TUBOS QUE, AL MENOS EN UNA PARTE DE SU SUPERFICIE, INCORPOREN UNAS NERVADURAS QUE AUMENTEN LA SUPERFICIE DE TRANSMISION TERMICA. LOS TUBOS Y/O LAS NERVADURAS DEBEN SER DE METAL LIGERO, EN ESPECIAL ALUMINIO, O DE UN MATERIAL REVESTIDO O CHAPADO CON UN METAL LIGERO. PARA QUE ESTE PROCEDIMIENTO SEA RENTABLE A ESCALA INDUSTRIAL, ES PRECISO UNIR POR SOLDADURA AL MENOS ALGUNAS SECCIONES DE LA SUPERFICIE DE CONTACTO QUE HAY ENTRE LA BASE DE LAS NERVADURAS Y LA SUPERFICIE LATERAL DE LOS TUBOS. ANTES DEL PROCEDIMIENTO DE SOLDADURA PROPIAMENTE DICHO, LAS CAPAS DE OXIDO DE LAS SUPERFICIES DE CONTACTO SE DESTRUYEN MEDIANTE AL MENOS UN IMPULSO DE CORRIENTE DE GRAN ENERGIA Y CORTA DURACION. AL MENOS ALGUNAS SECCIONES DE LAS SUPERFICIES DE CONTACTO SE PUEDEN UNIR ENTRE SI EN ARRASTRE DE FORMA MEDIANTE ENSAMBLADURA DE MEZCLA.
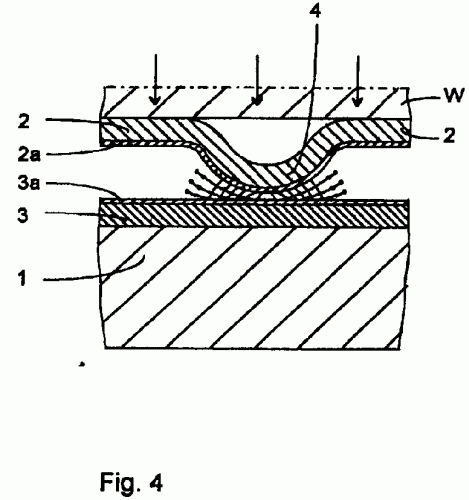
PROCESO Y DISPOSITIVO DE SOLDADURA ELECTRICA DE CHAPAS DE ESTRUCTURA MULTICAPA.
(16/06/1995) LA INVENCION SE REFIERE A UN PROCESO DE SOLDADURA ELECTRICA DE AL MENOS DOS CHAPAS CON ESTRUCTURA MULTICAPA LLAMADAS CHAPAS SANDWICHES FORMADAS CADA UNA POR AL MENOS DOS CHAPAS METALICA UNIDAS ENTRE SI POR UNA PELICULA DE POLIMERO. EL PROCESO CONSISTE EN PONER EN CONTACTO LAS CARAS INTERNAS (3A, 7A) DE LAS CHAPAS SANDWICHES SOBRE UNA ZONA DE RECUBRIMIENTO PARCIAL, EN APLICAR SOBRE LAS CARAS OPUESTAS (4A, 6A) CHAPAS SANDWICHES AL MENOS DOS RUEDAS FORMADAS CADA UNA POR DOS PARTES Y COLOCADAS ENFRENTE LA UNA DE LA OTRA Y AL NIVEL DE LA ZONA DE RECUBRIMIENTO, EN ALIMENTAR ELECTRICAMENTE AL MENOS LA SEGUNDA PARTE DE CADA RUEDA , EN EJERCER MEDIANTE RUEDAS UN ESFUERZO DE APRIETE SOBRE LA ZONA DE RECUBRIMIENTO DE LAS CHAPAS SANDWICHES PARA LLEVAR LA SEGUNDA PARTE DE CADA UNA DE DICHAS RUEDAS EN CONTACTO…
{kind=link}
{kind=link}