CIP-2021 : B23K 9/20 : Soldadura por puntos de contacto.
CIP-2021 › B › B23 › B23K › B23K 9/00 › B23K 9/20[1] › Soldadura por puntos de contacto.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K).
B23K 9/20 · Soldadura por puntos de contacto.
CIP2021: Invenciones publicadas en esta sección.
APARATO PARA LA SOLDADURA DE ESPARRAGOS.
(01/07/1993) UN APARATO PARA LA SOLDADURA DE ESPARRAGOS QUE COMPRENDE UN SOSTENEDOR DE ESPARRAGOS CARGADO POR RESORTE QUE SOSTIENE UN SOLDADOR DE ESPARRAGOS EN POSICION DE SOLDADURA MEDIANTE SU FUERZA ELASTICA DE RESTABLECIMIENTO, UN CANAL DE ALIMENTACION A TRAVES DEL CUAL SE ENTREGA EL ESPARRAGO A UN ESPACIO SUBSTANCIALMENTE CILINDRICO DENTRO DEL SOSTENEDOR DE ESPARRAGO, Y MEDIOS PARA CARGAR QUE SE MUEVEN CON RESPECTO AL ESPARRAGO A SER SOLDADO MEDINATE UN PISTON NEUMATICO Y QUE PRESIONA EL ESPARRAGO EN EL SOSTENEDOR DE ESPARRAGOS CONTRA LA FUERZA ELASTICA DE RESTABLECIMIENTO, CARACTERIZADO POR EL HECHO DE QUE LOS MEDIOS DE CARGA SE UNEN PIVOTADAMENTE ALREDEDOR DE UN EJE FIJO…
CIRCUITO DE CONTROL PARA COMPONENTES DE SOLDADURA ARC.
(01/03/1993) CIRCUITO DE CONTROL PARA COMPONENTES DE SOLDADURA ARC PARA HERRAMIENTAS EN LAS CUALES UN COMPONENTE SE SITUA SOBRE LA HERRAMIENTA POR UNA PISTOLA DE SOLDAR Y DESPUES UN GOLPE DE SOLDADURA SE ALZA DESDE LA HERRAMIENTA POR IGNICION DE UNA PRE-CORRIENTE ARC Y VUELVE A LA HERRAMIENTA EN UN GOLPE DIRIGIDO DURANTE LA FUSION DE UN ARC DE SOLDADURA INTERCONECTADO, EN EL CUAL UN CONTROL DE SECUENCIAMIENTO DETERMINA LOS MOMENTOS DE DISPARO DEL GOLPE DE RETORNO Y DIRIGIDO ASI COMO EL ARC DE SOLDADURA; UN VOLTAJE DE MONITORIZACION (V) CARACTERIZADO POR LA CONVERSION DE ESTE EN VOLTAJE DE CORRECCION (LINEA 27) POR MEDIO DE UN COMPARADOR Y SUPERPUESTO…
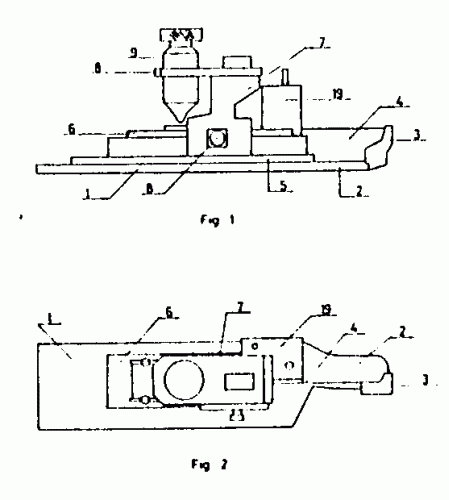
DISPOSITIVO PARA SOLDADURA DE PUNTOS DE CONTACTO ACOPLADO A PRENSAS DE TROQUELADO Y PLEGADO DE PIEZAS.
(16/10/1992). Ver ilustración. Solicitante/s: SOCIEDAD ESPAÑOLA DE METALES PRECIOSOS S.A. (SEMPSA). Inventor/es: GARCIA ORTIZ, JOSE LUIS.
DISPOSITIVO PARA SOLDADURA DE PUNTOS DE CONTACTO, ACOPLADO A PRENSAS DE TROQUELADO Y PLEGADO DE LA PIEZA, CONSTITUIDO POR UNA BASE DOTADA EN UN EXTREMO DE MEDIOS DE SUJECION Y GUIA DEL HILO DE MATERIAL FUNGIBLE PARA LA SOLDADURA, Y SOBRE CUYA BASE EXISTEN PLACAS MOVILES CON MOVIMIENTO LONGITUDINAL Y TRANSVERSAL PARA SITUACION EXACTA, ASI COMO CON MEDIOS DE REFRIGERACION, Y UN PUENTE QUE SUJETA UNA PLACA FIJA A LA QUE SE ADOPTA UN MARTILLO FLOTANTE, PRESENTANDO DICHO PUENTE MEDIOS DE REGULACION EN MOVIMIENTO TRANSVERSAL Y LONGITUDINAL, PARA SITUAR EL MARTILLO EN EL LUGAR CORRECTO EN CADA CASO. EL MARTILLO FLOTANTE ESTA FORMADO POR UN CUERPO CILINDRICO DE EJE VERTICAL, EN EL QUE SE ACOPLAN MUELLES DE REGULACION DE TENSION, TORNILLOS Y TUERCAS REGULADORAS.
(01/12/1991). Solicitante/s: EMHART INC.. Inventor/es: KREIDER, HANS, MUELLER, MANFRED.
UNA BOQUILLA DE SOLDAR QUE TIENE UNA SECCION CILINDRICA QUE PERMITE LA UNION A UNA PISTOLA DE SOLDAR, UNIDA POR UN HOMBRO SOBRE UN MANGUITO ROSCADO CUBIERTO HASTA EL HOMBRO POR UNA TUERCA CON CABEZA HECHA DE PLASTICO, EN DONDE LA SECCION CILINDRICA CAMBIA A TRAVES DE UN BISEL A UN HOMBRO Y LA TUERCA CON CABEZA ESTA PROVISTA DE UN TACO RESISTENTE, EL CUAL SE ALARGA HASTA CUBRIR EL BISEL CUANDO LA TUERCA CON CABEZA ES PUESTA EN CONTACTO CON EL HOMBRO. EL MANGUITO ROSCADO PUEDE TENER UN RESALTE PROXIMO AL HOMBRO QUE ENCAJA EN LA CORRESPONDIENTE CAVIDAD ANULAR DEL INTERIOR DE LA TUERCA CON CABEZA. LA TUERCA CON CABEZA PUEDE TENER UN RESALTE COAXIAL PREFERIBLEMENTE CONICO EN EL EXTREMO OPUESTO AL TACO.
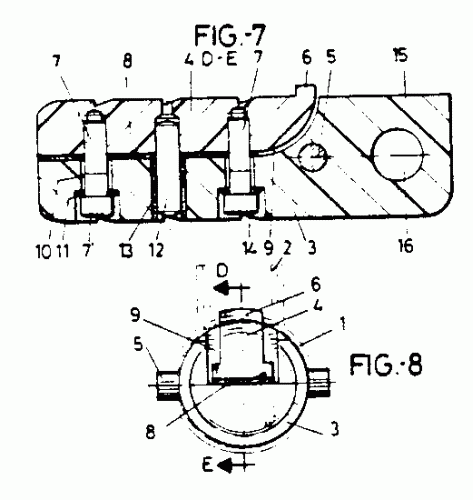
MEJORAS EN EL OBJETO DE LA PATENTE DE INVENCION 8803323 POR "PROCEDIMIENTO PARA SOLDAR LAS PIEZAS QUE FORMAN EL ANCLAJE DE UN AMORTIGUADOR".
(01/11/1990). Ver ilustración. Solicitante/s: FERNANDEZ LECEA, JOSE ANTONIO.
MEJORAS EN EL OBJETO DE LA PATENTE DE INVENCION 8803323 POR PROCEDIMIENTO PARA SOLDAR LAS PIEZAS QUE FORMAN EL ANCLAJE DE UN AMORTIGUADOR. TALES MEJORAS CONSISTEN EN INCORPORAR AL PROCESO DE SOLDADURA UN TOPE ARRASTRADOR QUE A TRAVES DE UN APENDICE Y DE UN PASADOR DIAMETRAL ACTUA AXIALMENTE SOBRE LAS PIEZAS (1 Y 2) CONSTITUTIVAS DEL ANCLAJE, PARA ASEGURAR UN CORRECTO POSICIONAMIENTO AXIAL Y RELATIVO ENTRE ELLAS. LA BAQUETA ESTA A SU VEZ CONSTITUIDA MEDIANTE DOS PIEZAS (3 Y 4), ELECTROAISLADAS ENTRE SI, DE MANERA QUE ESTAS PIEZAS CONTACTAN RESPECTIVA Y EXCLUSIVAMENTE CON LAS PIEZAS (1 Y 2) DEL ANCLAJE, EVITANDO QUE DURANTE EL MOMENTO DE LA SOLDADURA SE PRODUZCA UN CORTOCIRCUITO ENTRE ELECTRODOS TAMBIEN A TRAVES DE LA PROPIA BAQUETA.
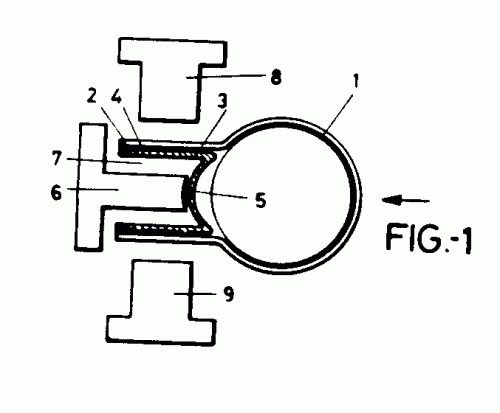
PROCEDIMIENTO PARA SOLDAR LAS PIEZAS QUE FORMAN EL ANCLAJE DE UN AMORTIGUADOR.
(16/02/1990). Ver ilustración. Solicitante/s: FERNANDEZ LECEA, JOSE ANTONIO.
PROCEDIMIENTO PARA SOLDAR LAS PIEZAS QUE FORMAN EL ANCLAJE DE UN AMORTIGUADOR. EN DICHO PROCEDIMIENTO SE PARTE DE LA UTILIZACION DE UN ELECTRODO DE COBRE DE ANCHURA CONSIDERABLEMENTE MENOR QUE EL DISTANCIAMIENTO ENTRE LAS RAMAS LATERALES DE LA CONFIGURADA POR EL ANCLAJE, Y TRAS EL ACOPLAMIENTO DE LAS PIEZAS CONSTITUTIVAS DE DICHO ANCLAJE AL CITADO ELECTRODO DE COBRE CENTRAL, SE EFECTUA EL AMORDAZAMIENTO DE UNA DE LAS RAMAS LATERALES DE LA ENTRE DICHO ELECTRODO Y UNO DE LOS ELECTRODOS LATERALES, PARA SOLDAR INICIALMENTE TAN SOLO LAS ALAS DE DICHA RAMA LATERAL, MIENTRAS QUE A CONTINUACION ESTE ELECTRODO LATERAL SE RETIRA Y ES EL OTRO ELECTRODO LATERAL EL QUE PASA A AMORDAZAR, CONJUNTAMENTE CON EL MISMO ELECTRODO DE COBRE CENTRAL, LA OTRA RAMA LATERAL DE LA , PROCEDIENDO SOBRE ELLA DE LA MISMA MANERA, ES DECIR, QUE EN LUGAR DE SOLDARSE SIMULTANEAMENTE AMBAS RAMAS LATERALES DE LA CONFIGURADA POR EL ANCLAJE, DICHAS RAMAS SE SOLDAN UNA A CONTINUACION DE OTRA PERO SIN SOLUCION DE CONTINUIDAD.
APARATO PARA SOLDAR VASTAGOS Y SIMILARES A UNA SUPERFICIE DE TRABAJO.
(16/04/1985). Solicitante/s: SISTEMAS DE FIJACION TUCKER, S.A..
APARATO PARA SOLFAR VASTAGOS Y SIMILARES A UNA SUPERFICIE DE TRABAJO.COMPRENDE UN ELEMENTO DE TRANSFERENCIA CON UN ELEMENTO TUBULAR INTERIOR , PROVISTO DE UN EXTREMO CONECTADO AL DISPOSITIVO DE SOLDADURA Y CON EL OPUESTO A LA FUENTE DE ARTICULOS A SOLDAR; UN ELEMENTO TUBULAR EXTERIOR QUE RODEA AL ELEMENTO INTERIOR Y UN ORIFICIO DE SALIDA , ADYACENTE AL DISPOSITIVO DE SOLDADURA.
PERFECCIONAMIENTOS EN LOS EQUIPOS DE SOLDADURA DE ESPARRAGOS.
(01/05/1984). Solicitante/s: OMARK INDUSTRIES, INC..
EQUIPO DE SOLDADURA DE ESPARRAGOS.CONSTA DE UN DISPOSITIVO DE MONTAJE , UN DISPOSITIVO DE CARGA , UN DISPOSITIVO DE PISTON , OPERADO MEDIANTE UNA MANGUERA DE AIRE , UNA CAMARA RECEPTORA DE ESPARRAGOS, QUE ACABA EN UN ADAPTADOR DE PORTA-HERRAMIENTA , UNA PIEZA DE PIE , CON UN RETENTOR DE PROTECTOR DE ARCO Y UN DISPOSITIVO DE PATA.
PERFECCIONAMIENTOS EN UN DISPOSITIVO DE SOLDADURA SUBACUATICO.
(16/02/1983). Solicitante/s: COMPAGNIE MARITIME D'EXPERTISES S.A.
_(DISPOSITIVO DE SOLDADURA AL ARCO PARA FIJAR PERNOS SOBRE ELEMENTOS METALICOS SUMERGIDOS . SE UTILIZA A PROFUNDIDADES QUE VARIAN DE 0 A 300 METROS REALIZANDOSE LA SOLDADURA EN UNA CAMARA SECA, DE PEQUEÑA DIMENSION, PARA EXPULSAR UN MINIMO DE AGUA Y MANTENER EN LA CAMARA UN PEQUEÑO VOLUMEN DE GAS BAJO PRESION, SIENDO ESTE UN GAS NEUTRO, PREFERENTEMENTE ARGON O UNA MEZCLA DE ARGON C02 INCLUSO EN EL CASO EN QUE EL PERNO ESTE REALIZADO DE UN PRODUCTO FERROSO.
METODO CON SU APARATO CORRESPONDIENTE PARA SUSTITUIR O REPARAR BARRAS DE DESGASTE DE CALDERAS.
(01/02/1983). Solicitante/s: OMARK INDUSTRIES, INC..
METODO Y APARATO PARA SUSTITUIR O REPARAR LAS BARRAS DESGASTADAS EN LAS CALDERAS CICLON DE GRAN VELOCIDAD. EL METODO COMPRENDE LAS SIGUIENTES FASES: PRIMERA, SE COLOCA UNA BARRA DE DESGASTE MODIFICADA CON UNA ABERTURA , EN CONTACTO ADYACENTEMENTE CON LA BARRA DESGASTADA ; SEGUNDA, SE COLOCA UN ESPARRAGO CON UNA PUNTA SOLDABLE A TRAVES DE LA ABERTURA DE LA BARRA DE DESGASTE EN CONTACTO CON LA BARRA DESGASTADA O CONTRA EL TUBO DE LA CALDERA Y SE SUJETA EN SU LUGAR DE DESGASTE LA BARRA DE DESGASTE MODIFICADA MEDIANTE LA TECNICA DE SOLDADURA DE LA PUNTA DEL ESPARRAGO ; Y POR ULTIMO, SE RODEA EL ESPARRAGO CON UN PROTECTOR DE ARCO Y CON MEDIOS PARA EL CENTRADO DEL ESPARRAGO DENTRO DE LA ABERTURA DURANTE LA OPERACION DE SOLDADURA. DE APLICACION EN LAS GRANDES INSTALACIONES DE CALDERAS UTILIZADAS EN LA PRODUCCION DE ELECTRICIDAD.
METODO Y APARATO PARA SOLDAR AL ARCO UN ELEMENTO METALICO TAL COMO UN ESPARRAGO O SIMILAR A UNA SUPERFICIE DE TRABAJO.
(01/02/1980). Solicitante/s: USM CORPORATION.
Método para soldar al arco un elemento metálico, tal como un espárrago o similar a una superficie de trabajo, caracterizado porque comprende las etapas de pulverizar un líquido en forma atomizada para aplicar una película delgada de líquido sobre la zona de la superficie de trabajo que rodea al elemento, estando el elemento en contacto con la superficie de trabajo, formar un arco entre el elemento y la superficie para constituir una soldadura entre el elemento y la superficie, y extraer la película de líquido de la superficie de trabajo para eliminar así la contaminación producida durante la operación de soldadura, en suspensión con el líquido.
TUBO METALICO CON PERNOS,PERFECCIONADO ,CON SU CORRESPONDIENTE METODO DE FABRICACION.
(16/02/1979). Solicitante/s: TROJANI,BENITO LUI.
Tubo metálico con pernos, perfeccionado, con su correspondiente método de fabricación particularmente adecuado para la realización de cambios de calor para las instalaciones de calentamiento o de refrigeración, provisto, sobre su superficie externa, de una serie de pernos radiales, de sección transversal elíptica, dispuestos en filas situadas a intervalos iguales sobre toda la altura de la superficie del tubo, caracterizado por el hecho de que los ejes mayores de las secciones transversales de los pernos dispuestos sobre cada una de las filas, son paralelos entre sí, estando orientados paralelamente, o con una inclinación de 90º o de 45º respecto del eje del tubo y que cada uno de los pernos de una fila está desviado respecto de los correspondientes pernos de las filas contiguas.
PROCEDIMIENTO Y MAQUINA PARA FIJAR POR SOLDADURA POR RESISTENCIAS ELEMENTOS CILINDRICOS SOBRE UN TUBO DE GRAN LONGITUD.
(01/11/1977). Solicitante/s: SOCIETE DES FABRICATIONS BIRAGHI-ENTREPOSE.
Resumen no disponible.
PROCEDIMIENTO Y DISPOSITIVO PARA LA PUESTA EN POSICION AUTOMATICA DE ELEMENTOS CILINDRICOS ALARGADOS.
(01/11/1977). Solicitante/s: SOCIETE DES FABRICATIONS BIRAGHI-ENTREPOSE.
Resumen no disponible.
PERFECCIONAMIENTOS EN APARATOS PARA SOLDAR PERNOS SOBRE UN MATERIAL DE BASE.
(16/02/1976). Solicitante/s: HILTI AKTIENGESELLSCHAFT.
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS MEDIOS DE ALIMENTACION Y SUJECION DE ESPARRAGOS PROVISTOS DE CABEZA EN LOS APARATOS DE SOLDAR.
(01/01/1976). Solicitante/s: USM CORPORATION.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}