CIP-2021 : B23K 20/18 : Soldadura localizada obtenida por interposición de sustancias que impiden la soldadura en ciertas zonas.
CIP-2021 › B › B23 › B23K › B23K 20/00 › B23K 20/18[1] › Soldadura localizada obtenida por interposición de sustancias que impiden la soldadura en ciertas zonas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado.
B23K 20/18 · Soldadura localizada obtenida por interposición de sustancias que impiden la soldadura en ciertas zonas.
CIP2021: Invenciones publicadas en esta sección.
Enlace por difusión de metales.
(08/03/2017) Método de fabricación de una estructura enlazada por difusión formada superplásticamente usando al menos dos láminas de aleaciones metálicas superplásticas y enlazables por difusión, que comprende las etapas de: (a) limpiar las láminas metálicas ; (b) alinear las láminas para proporcionar el contacto íntimo entre las láminas en localizaciones seleccionadas; (c) soldar las láminas para formar un paquete para preparar un sellado hermético a gas mientras que se proporcionan entradas de gas de formación en una cavidad entre las láminas ; (d) situar un molde que tiene un patrón de enlace por difusión por compresión deseado que corresponde a las localizaciones de contacto íntimo entre las láminas en el exterior del paquete , en una prensa entre troqueles opuestos ; (e) opcionalmente, proporcionar orificios…
PROCEDIMIENTO DE SELLADO DE LAMINAS ESTRUCTURADAS HUECAS.
(01/03/2003) PARA COLORANTE LAS ABERTURAS QUE CONDUCEN AL INTERIOR DE ACANALADURAS DE UNA LAMINA CON ARMAZON , COMO UNA LAMINA CON ARMAZON DE POLIPROPILENO UTILIZADA PARA EMBALAJE, O UNA LAMINA CON ARMAZON DE POLICARBONATO UTILIZADA PARA CUBIERTAS DE INVERNADERO, UNA TIRA DE MATERIAL LAMINAR DE COLORANTE , DEL MISMO MATERIAL QUE AQUEL DE LA LAMINA CON ARMAZON, SE SUELDA A LO LARGO DE LAS SUPERFICIES DE BOCA EN EL MARGEN DE LA LAMINA CON ARMAZON. EL PROCEDIMIENTO DE SOLDADURA SUPONE UTILIZAR UN PLATO CALENTADO DE PRENSA , QUE SE FUERZA CONTRA EL MARGEN DE LA LAMINA CON ARMAZON, SIENDO INTERCALADA UNA TIRA DE MATERIAL LAMINAR PROTECTOR TERMORRESISTENTE ENTRE EL PLATO CALENTADO DE PRENSA Y EL MATERIAL DE COLORANTE DURANTE LA SOLDADURA.…
ELEMENTO DE ESTRUCTURA DE TIPO SANDWICH METALICO Y SU FABRICACION.
(16/05/2002). Solicitante/s: JAPAN AIRCRAFT MFG. CO., LTD. Inventor/es: SUZUKI, NOBUYUKI, ASAI, WATARU,, YAMAGAHANA, MASATO.
UN CUERPO METALICO ESTRUCTURAL EMPAREDADO Y FABRICACION DEL MISMO QUE SE CARACTERIZA PORQUE HAY UN CUERPO DE NUCLEO COMPUESTO DE UN PAR DE ELEMENTOS DE NUCLEO (6 Y 7) COLOCADO ENTRE UNA PLACAS SUPERFICIALES (2 Y 3) HECHAS DE MATERIALES METALICOS SUPERPLASTICOS, EN DONDE LOS MIEMBROS DE NUCLEO (6 Y 7) ESTAN UNIDOS A LAS PLACAS SUPERFICIALES (2 Y 3), LAS PARTES FINALES LIBRES DE LOS MIEMBROS DE NUCLEO (6 Y 7) SON SOLIDARIAS ENTRE SI Y TRAS LA EVAGINACION DE LA PLACAS SUPERFICIALES (2 Y 3) LOS MIEMBROS DE NUCLEO (6 Y 7) SUBEN Y SE FORMA ASI UN CUERPO DE NUCLEO TRIDIMENSIONAL . CUANDO SE EVAGINAN LAS PLACAS SUPERFICIALES (2 Y 3), SE MUEVEN LAS PARTES FINALES LIBRES DE LOS MIEMBROS DE NUCLEO (6 Y 7), MIENTRAS QUE POR EL CONTRARIO EN LAS PORCIONES UNIDAS (9 Y 10) ENTRE LOS MIEMBROS DE NUCLEO (6 Y 7) Y LAS PLACAS SUPERFICIALES (2 Y 3) NO SE PRODUCE MOVIMIENTO ALGUNO, CON LO QUE SE PUEDE FORMAR UN CUERPO METALICO ESTRUCTURAL EMPAREDADO PREVEYENDO UNA DEFORMACION DESFAVORABLE Y SIN TENER EN CUENTA LAS FORMAS.
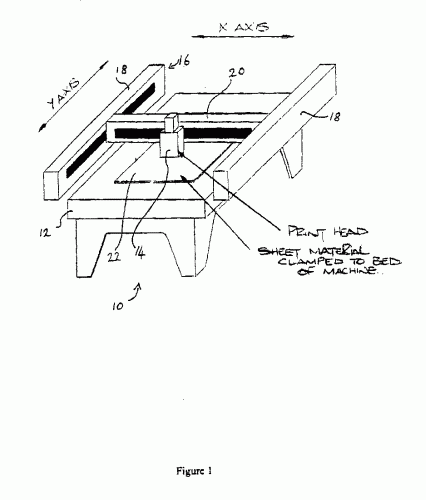
APLICACION DE MATERIAL DE INHILICION, PARTICULARMENTE PARA USO EN UNION POR DIFUSION Y MOLDEADO SUPERPLASTICO.
(01/09/2000). Ver ilustración. Solicitante/s: BRITISH AEROSPACE PUBLIC LIMITED COMPANY. Inventor/es: MCCOOL, ALLISTER, BRITISH AEROSPACE DEFENCE LTD., HAWORTH, NIGEL D., BRITISH AEROSPACE DEFENCE LTD.
SE DESCRIBE UN METODO DE APLICACION UN MODELO DE MATERIAL ANTIFUGA A UNA LAMINA, ESTANDO EL MODELO ALMACENADO EN LA MEMORIA DE UN ORDENADOR; COMPRENDIENDO EL METODO: (A) COLOCAR LA LAMINA SOBRE UNA MESA QUE ES ATRAVESABLE POR UNA CABEZA DE IMPRESION CAPAZ DE APLICAR UN CHORRO DE FLUIDO DE UN RECIPIENTE SOBRE LA LAMINA SUBYACENTE; (B) SUMINISTRAR UNA SUSPENSION DE MATERIAL ANTIFUGA AL DEPOSITO DE FLUIDO PARA CHORRO; (C) ATRAVESAR LA CABEZA DE IMPRESION RESPECTO A LA LAMINA; Y (D) CONTROLAR LA CABEZA QUE APLICA EL CHORRO DE MATERIAL ANTIFUGA A LA LAMINA PARA FORMAR UN MODELO DE MATERIAL ANTIFUGA SEGUN EL MODELO ALMACENADO EN DICHA MEMORIA. EL METODO ENCUENTRA UNA APLICACION PARTICULAR EN LA APLICACION DE MATERIAL ANTIFUGA, EN TECNICAS COMBINADAS DE UNION POR DIFUSION/CONFORMACION DE SUPERPLASTICOS.
PROCEDIMIENTO DE FABRICACION DE UN ALABE HUECO DE TURBOMAQUINA.
(01/03/2000) UL ALABE HUECO DE TURBOMAQUINA CONSTITUIDO DE DOS PIELES QUE FORMAN UNA CAVIDAD INTERNA Y CONECTADAS POR TENSORES SE OBTIENE POR EL SIGUIENTE PROCEDIMIENTO: - FORJADO Y MECANIZADO DE LAS PIEZAS PRIMARIAS, DISPONIENDO UNA RESERVA DE MATERIA EN LAS ZONAS LOCALIZADAS DE LA CARA INTERNA DE LAS PIELES, ESPIGAS DE EXTREMO Y AGUJEROS DE LOCALIZACION ; DEPOSITO DE BARRERAS DE DIFUSION SEGUN LAS ETAPAS: APLICACION DE UN PROTECTOR, RECORTE GRACIAS A UNA HERRAMIENTA ESPECIFICA, PELADO, DEPOSITO DE UN PRODUCTO DE REVESTIMIENTO, PELADO, TRATAMIENTO DE PRECOCCION, LIMPIEZA Y CONTROL; - ENSAMBLAJE DE LAS PIEZAS PRIMARIAS Y A CONTINUACION SOLDADURA-DIFUSION A PRESION ISOSTATICA; - INFLADO A PRESION DE GAS Y FORMACION SUPERPLASTICO PARA OBTENER LA CONFORMACION DE LAS PIELES CONECTADAS POR LOS TENSORES QUE LLEVAN…
ADHESION POR DIFUSION Y MOLDEADO DE SUPERPLASTICO.
(16/02/1994). Solicitante/s: BRITISH AEROSPACE PUBLIC LIMITED COMPANY. Inventor/es: COOPER, GRAHAM ALAN, BOTTOMLEY, IAN EDWARD.
SE DESCRIBE UN PROCESO POR MEDIO DEL CUAL SE MOLDEA UN ARTICULO MEDIANTE UNA DIFUSION/MOLDEADO DE SUPERPLASTICO QUE PEGA UNA PILA DE LAMINAS REALIZADAS PARTICULARMENTE DE UNA ALEACION DE ALUMINIO Y LITIO; EN LA FASE DE ADHESION POR DIFUSION SE EVITA QUE LAS LAMINAS ADYACENTES SE PEGUEN ENTRE SI EN AREAS DETERMINADAS MEDIANTE LA COLOCACION DE LAMINILLAS DE UN MATERIAL POROSO E INERTE EN TALES ZONAS. LAS LAMINILLAS ESTA REALIZADAS PREFERENTEMENTE DE TEJIDO DE VIDRIO O PAPEL DE VERMICULITA.
MATERIALES "STOPOFF" PARA USAR EN LA PRODUCCION DE ESTRUCTURAS FORMADAS SUPERPLASTICAMENTE ENLAZADAS POR DIFUSION.
(01/12/1992). Solicitante/s: BRITISH AEROSPACE PUBLIC LIMITED COMPANY. Inventor/es: KITSON, I., LEAVER, I., GARDINER, P. D.
UN METODO PARA PRETRATAMIENTO DE MATERIALES BLANCOS METALICOS, DE ALEACIONES DE TITANIO, PARA FABRICAR EN ESTRUCTURAS FORMADAS SUPERPLASTICAMENTE/ENLAZADAS POR DIFUSION, QUE INCLUYE LAS ETAPAS DE ROCIAR O IMPRIMIR CON PANTALLA DE SEDA AREAS ELEGIDAS DE LOS MATERIALES CON UN MATERIAL "STOPOFF" MEJORADO Y SECAR FORZADAMENTE LAS AREAS ELEGIDAS PARA LOGRAR UN CURADO RAPIDO DEL "STOPOFF". EL COMPUESTO "STOPOFF" MEJORADO PROPORCIONADO PARA ESTE PROPOSITO CONTIENE OXIDO DE ITRIO INCORPORADO EN UNA DISOLUCION DE POLIMERO ACRILICO TERMOPLASTICO JUNTO CON UN ADITIVO DE ANTIFRAGUADO O ANTICOAGULANTE PARA MEJORAR SU DURACION.
{kind=link}