CIP-2021 : B29C 51/16 : Revestimiento o marcado.
CIP-2021 › B › B29 › B29C › B29C 51/00 › B29C 51/16[1] › Revestimiento o marcado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto.
B29C 51/16 · Revestimiento o marcado.
CIP2021: Invenciones publicadas en esta sección.
MANUFACTURACION DE RECIPIENTES.
(16/03/1992). Solicitante/s: NOMIX-CHIPMAN LIMITED. Inventor/es: GILL, DAVID CHARLES.
UN RECIPIENTE, POR EJEMPLO PARA HERBICIDAS, SE FABRICA FIJANDO UNA PARED FLEXIBLE A UN ALOJAMIENTO RIGIDO , Y SE DEFORMA PLASTICAMENTE LA PARED FLEXIBLE PARA QUE ADOPTE UNA CONFIGURACION PREDETERMINADA. OTRO ALOJAMIENTO, POSIBLEMENTE COMPLEMENTARIO DEL PRIMERO , PUEDE SER ENTONCES APLICADO A DICHO ALOJAMIENTO CON EL FIN DE PROPORCIONAR UNA CAMARA CERRADA LA CUAL ESTA DIVIDIDA POR LA PARED FLEXIBLE EN DOS COMPARTIMENTOS. LA PARED FLEXIBLE ESTA DEFORMADA PREFERENTEMENTE EN UNA CONFIGURACION QUE LE PERMITE COLOCARSE SIN DEFORMARSE SOBRE LA SUPERFICIE INTERNA DEL ALOJAMIENTO , DE FORMA QUE EL HERBICIDA CONTENIDO EN LA CAVIDAD ENTRE EL ALOJAMIENTO Y LA PARED FLEXIBLE PUEDE FLUIR POR COMPLETO DESDE EL RECIPIENTE POR GRAVEDAD.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PIEZAS DE MOLDE PEGADAS.
(01/01/1992). Solicitante/s: CASIMIR KAST GMBH & CO. KG. Inventor/es: ROTH, ADALBERT, OPPERMANN, RUDIGER.
SE PRESENTA UN PROCEDIMIENTO Y UN DISPOSITIVO PARA LA ELABORACION DE PIEZAS DE MOLDE, QUE SE PEGA SOLO SOBRE UN CAMPO PARTICAL CON UNA LAMINA DE PLASTICO. PARA ESTE OBJETO SE PRODUCE UN RECORTE DE LAMINAS CORRESPONDIENTE AL CAMPO PARA PEGAR, SE PRECALIENTA Y SE PLASTIFICA EN UNA ESTACION DE CALENTAMIENTO SOBRE UN SOPORTE, SE TRANSPORTA MEDIANTE UNA INSTALACION DE ENTREGA PARA UNA ESTACION DE PEGADO CON UNA FORMA DE APOYO, QUE SOPORTA LA PIEZA DE MOLDE, AHI SE DEPOSITA SOBRE LA FORMA DE APOYO Y A CONTINUACION MEDIANTE LA SOBRECARGA, QUE ACCIONA SOBRE EL LATERAL DE DECORACION DE LA LAMINA DE PLASTICO Y DE LA PRESION NEGATIVA, QUE ACCIONA SOBRE EL LATERAL INFERIOR DE LA LAMINA, SE FORMA SOBRE LA PIEZA DE MOLDE. PARA ESTE OBJETIVO SE PREVE UNA CAMPANILLA A PRESION, QUE -IGUAL QUE LA FORMA DE APOYO A LO LARGO DEL CAMPO DE SEPARACION DE DECORACION DE LA PIEZA DE MOLDE DEL CONTONO EXISTENTE MUESTRA UNA SUPERFICIE ESTANTA DE TAL.
PROCEDIMIENTO Y DISPOSITIVO DE FABRICACION Y EJECUCION DE UNA ETIQUETA EN UN RECIPIENTE TERMOFORMADO.
(16/12/1991) LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION Y EJECUCION SIMULTANEOS DE VARIAS ETIQUETAS SOBRE, AL MENOS, UNA HILERA DE RECIPIENTES TERMOFORMADOS. ESTE PROCEDIMIENTO ESTA CARACTERIZADO PORQUE SE LE RECORTAN LAS BANDAS INDIVIDUALES DE UNA BANDA MADRE EN UNA LONGITUD IDENTICA A LA DE LA ETIQUETA Y SE DETERMINA LA LONGITUD DEL PASO DE AVANCE DE CADA BANDA INDIVIDUAL CON RESPECTO AL DENTADO LONGITUDINAL DE LA BANDA MADRE ; SE MANTIENE CONSTANTE LA LONGITUD DE LOS TROZOS DE CADA BANDA INDIVIDUAL COMPRENDIDOS ENTRE EL DENTADO LONGITUDINAL Y LA ENTRADA DE LA BANDA INDIVIDUAL EN LA ABERTURA DE ACCESO ; SE GUIA EL TROZO DE BANDA AGUAS ABAJO DE UN PAR DE RODILLOS DE INTRODUCCION , A TRAVES DE UNA…
MEJORAS EN LA FABRICACION DE ARTICULOS DE PLASTICO MOLDEADO.
(16/08/1991). Solicitante/s: PEERLESS PLASTICS PACKAGING LIMITED. Inventor/es: BAGNALL, PAUL JAMES HOWARD, LONGBOTTOM, KARL, WHITELEY, NORMAN.
UN ARTICULO DE PLASTICO MOLDEADO TAL COMO UN CONTENEDOR TIENE UN BLANCO DE MATERIAL DE PELICULA PLASTICA TAL COMO UNA ETIQUETA O UNA BARRERA DE DIFUSION EN UNA SUPERFICIE ES MANUFACTURADO POR UN METODO QUE INCLUYE LOS PASOS DE CORTAR LOS BLANCOS INDIVIDUALMENTE DESDE UNA TIRA DEL MATERIAL DE PELICULA PLASTICA PARA CADA OPERACION DE MOLDEADO, Y ALIMENTAR CADA BLANCO CORTADO A E INTRODUCIENDOLO DENTRO DEL MOLDE LISTO PARA QUE SE REALICE LA RESPECTIVA OPERACION DE MOLDEAR EN LA CUAL EL BLANCO SE INCORPORA AL ARTICULO MOLDEADO. EL BLANCO PUEDE SER POSICIONADO EN EL MOLDE POR SUCCION Y/O AIRE SOPLADO APLICADO AL MOLDE O POR CARGA ELECTROSTATICA DEL BLANCO PARA CAUSAR QUE SEA ATRAIDO A LA SUPERFICIE DEL MOLDE. LOS BLANCOS CORTADOS SON LLEVADOS INDIVIDUALMENTE AL MOLDE POR UN BRAZO DE TRANSFERENCIA QUE LO SOSTIENE POR SUCCION.
COMPOSICION DE RECUBRIMIENTO DE SILICONA SIN DISOLVENTE.
(01/12/1989). Solicitante/s: GENERAL ELECTRIC COMPANY. Inventor/es: SAAD, WILLIAM T., MEDFORD, GEORGE FREDERIC.
COMPOSICION DE RECUBRIMIENTO DE SILICONA SIN DISOLVENTE. COMPOSICION DE RECUBRIMIENTO DE SILICONA SIN DISOLVENTE. SE DESCRIBEN COMPOSICIONES DE RECUBRIMIENTO QUE COMPRENDEN: (A) 100 PARTES EN PESO DE, AL MENOS, UNA RESINA DE SILICONA CON GRUPOS FUNCIONALES ALCOXI O ACILOXI; (B) ALREDEDOR DE 5 A.
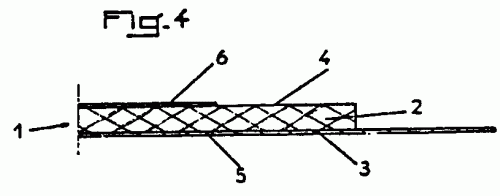
MATERIAL COMPUESTO MULTICAPA, PROCEDIMIENTO PARA SU COLOCACION COMO DECORACION SOBRE UN ENVASE, Y ENVASE ASI OBTENIDO.
(01/05/1989). Ver ilustración. Solicitante/s: RAYMOND MORIN, S.A. Inventor/es: GERARD, JEAN.
LA PRESENTE INVENCION SE REFIERE A UN MATERIAL COMPUESTO MULTICAPA, QUE FORMA DECORACION, ESENCIALMENTE DE MATERIAL TERMOPLASTICO TERMORRETRACTIL, PARA ENVASE, UN PROCEDIMIENTO DE COLOCACION DE DICHO MATERIAL COMPUESTO Y UN ENVASE ASI OBTENIDO. MATERIAL COMPUESTO CARACTERIZADO PORQUE SE HALLA CONSTITUIDO ESENCIALMENTE POR UNA PELICULA DE MATERIAL TERMOPLASTICO TERMORRETRACTIL, DE COEFICIENTE DE RETRACCION SENSIBLEMENTE IDENTICO AL DEL ENVASE, DE TAL MODO QUE PERMANEZCA INTIMAMENTE TERMOADHERIDO A LAS PAREDES DEL ENVASE, EN EL CURSO DE LA CONTRACCION DE ESTAS ULTIMAS, EN EL MOMENTO DE UN ENFRIAMIENTO, POR EJEMPLO DESPUES DEL TERMOCONFORMADO.
PROCEDIMIENTO PARA LA PRODUCCION DE ARTICULOS DE CAUCHO REFORZADOS CON CORDON DE ACERO.
(16/11/1984). Solicitante/s: BAYER AKTIENGESELLSCHAFT.
PROCEDIMIENTO PARA LA PRODUCCION DE ARTICULOS DE CAUCHO REFORZADOS CON CORDON DE ACERO.COMPRENDE LAS SIGUIENTES ETAPAS: PRIMERA, SE RECUBRE EL CORDON DE ACERO CON UNA MEZCLA DE CAUCHO QUE CONTIENE ENTRE 0,5 Y 10 PARTES EN PESO DE AZUFRE O UNA CANTIDAD EQUIVALENTE DE UN DONADOR DE AZUFRE; SEGUNDA, SE APLICA UN SEGUNDO RECUBRIMIENTO CON UN CAUCHO QUE CONTIENE ENTRE 1 Y 15 PARTES EN PESO DE UN PEROXIDO; Y POR ULTIMO, SE VULCANIZAN LAS CAPAS DE CAUCHO ENTRE SI A UNA TEMPERATURA SUPERIOR A 220 GRADOS.
PERFECCIONAMIENTOS EN LOS APARATOS PARA FABRICAR TAPAS DE ENVASES CON VENTANILLAS TRANSPARENTES.
(16/11/1976). Solicitante/s: OSCAR MAYER & CO. INC..
Resumen no disponible.
{kind=link}