CIP-2021 : G05B 19/12 : que utilizan soportes de registro.
CIP-2021 › G › G05 › G05B › G05B 19/00 › G05B 19/12[3] › que utilizan soportes de registro.
G FISICA.
G05 CONTROL; REGULACION.
G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K).
G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00).
G05B 19/12 · · · que utilizan soportes de registro.
CIP2021: Invenciones publicadas en esta sección.
Software de soldadura para la detección y control de dispositivos y para el análisis de datos.
(26/11/2018) Un método que comprende:
calibrar una unión de soldadura utilizando una herramienta de calibración , que comprende detectar, utilizando una o más cámaras, una primera posición de la unión de soldadura con relación a la una o más cámaras , en donde la primera posición se corresponde con una primera ubicación de la unión de soldadura que interactúa con una punta de la herramienta de calibración ;
detectar, utilizando la una o más cámaras, una segunda posición de la unión de soldadura con relación a la una o más cámaras, en donde la segunda posición se corresponde con una segunda ubicación de la unión de soldadura que interactúa con la punta de la herramienta de calibración ;
detectar, utilizando la una…
INSTALACION PARA LA PRODUCCION SIMULTANEA DE NEUMATICOS DE DIFERENTES TIPOS.
(01/04/2006). Ver ilustración. Solicitante/s: PIRELLI PNEUMATICI S.P.A.. Inventor/es: CARETTA, RENATO, CANTU\', MARCO.
Planta para producir neumáticos de diferentes tipos simultáneamente, que comprende una pluralidad de unidades operativas funcionando en sucesión, y caracterizada por el hecho de que comprende: una unidad central de procesamiento capaz de causar la ejecución secuencial de una pluralidad de etapas operativas en las estaciones de trabajo , cada una de las cuales comprende al menos una de dichas unidades operativas, según una o más secuencias predeterminadas de tipos (A, B) de neumáticos, una unidad local de procesamiento asociada con cada estación de trabajo y capaz de identificar el tipo (A, B) de neumático correspondiente a un tambor proporcionado para cada una de dichas unidades operativas, y de seleccionar una de un grupo predeterminado de procedimientos operativos para cada de dichas unidades operativas que es específico del tipo (A, B) de neumático correspondiente al tambor sobre el que se trabaja.
MAQUINA DE MECANIZADO PERFECCIONADO.
(01/09/2003). Solicitante/s: RECOULES S.A. Inventor/es: DESMOULINS, MARCEL.
Máquina de mecanizado que comprende un mandril portaherramientas , medios motores que aseguran el arrastre del mandril y, una unidad central en la cual están almacenados programas de control de los medios motores para el desarrollo de ciclos de mecanizado en función del tipo de herramienta sostenida por el mandril , caracterizada por el hecho de que el citado mandril está dotado de medios de codificación del tipo de herramienta que sostiene y la máquina está provista de medios de lectura de los medios de codificación conectados a la unidad central para proporcionar a esta última informaciones relacionadas con la herramienta montada en el mandril, y en el caso de que la unidad central comporte además medios de selección entre los programas almacenados en la unidad central del programa correspondiente a la herramienta sostenida por el mandril y cuyos medios de codificación son leídos por los medios de lectura.
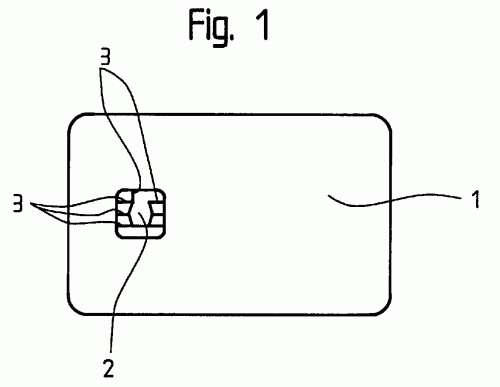
PROCEDIMIENTO Y DISPOSITIVO PARA INSTALAR Y MANTENER CONTROLES PARA INSTALACIONES DE ASCENSORES.
(01/05/2003). Ver ilustración. Solicitante/s: INVENTIO AG. Inventor/es: HENNEAU, PHILIPPE, LINDEGGER, URS, GIELIS, MICHEL.
EN ESTE PROCEDIMIENTO Y ESTE DISPOSITIVO PARA LA INSTALACION Y MANTENIMIENTO DE MANDOS EN INSTALACIONES DE ASCENSOR, SE UTILIZA UNA TARJETA DE MEMORIA QUE CONTIENE UN ELEMENTO DE MEMORIA . EN ESTE ELEMENTO DE MEMORIA ESTAN MEMORIZADOS TODOS LOS DATOS DE MANDO DE UNA INSTALACION DE ASCENSOR. ADEMAS DE CONTENER LOS DATOS DEL ASCENSOR, LA TARJETA DE MEMORIA PUEDE CUMPLIR OTRAS FUNCIONES TALES COMO, POR EJEMPLO, EL CONTROL DEL MANTENIMIENTO. PARA ELLO, LA TARJETA CONTIENE UN CONTADOR DE TRAYECTOS, EXIGIENDO AUTOMATICAMENTE QUE SE REALICE UN SERVICIO DE MANTENIMIENTO UNA VEZ TRANSCURRIDO UN NUMERO PREDETERMINADO DE TRAYECTOS. EN LA PUESTA EN MARCHA DE LA INSTALACION DE ASCENSOR, LA TARJETA DE MEMORIA ES SIMPLEMENTE INTRODUCIDA EN EL PRINT DE MANDO.
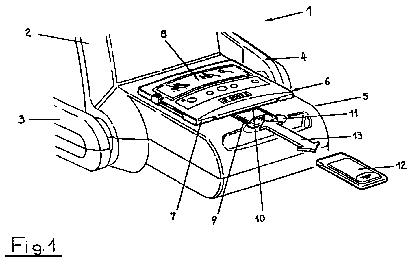
DISPOSITIVO DE MANDO ELECTRONICO PARA UNIDADES FUNCIONALES DE UN APARATO PARA EL TRATAMIENTO DEL CABELLO, Y APARATO PARA EL TRATAMIENTO TERMICO DEL CABELLO.
(01/08/1999). Ver ilustración. Solicitante/s: OLYMP KARL HERZOG GMBH & CO. Inventor/es: REISCHLE, GUNTHER, FIEHN, THOMAS.
EN EL CASO DE UN EQUIPO ELECTRONICO DE CONTROL PARA UNIDADES FUNCIONALES DE UN APARATO DE TRATAMIENTO DEL PELO , CON UNA UNIDAD DE ORDENADOR QUE ESTA CONECTADA A UNA MEMORIA O MEMORIAS QUE POSEE DATOS DE CONTROL DE SALIDA Y CON UNIDADES FUNCIONALES DEL APARATO DE TRATAMIENTO DEL PELO Y QUE CONTROLA A ESTE EN FUNCION DE LOS DATOS DE CONTROL DE SALIDA DE LA MEMORIA O MEMORIAS, LOS DATOS DE CONTROL DE SALIDA DE LA MEMORIA O MEMORIAS SON MODIFICABLES DESDE EL EXTERIOR. UN APARATO PARA EL TRATAMIENTO TERMICO DE CABELLOS UTILIZA UNO DE ESTOS EQUIPOS DE CONTROL. UN EQUIPO ELECTRONICO DE EVALUACION PARA LA PREPARACION DE UN TRATAMIENTO DEL PELO, CONECTADO EN ESPECIAL A UN EQUIPO DE CONTROL DEL TIPO DESCRITO O A UN APARATO COMO EL MENCIONADO ANTES, TIENE AL MENOS UNA MEMORIA DE DATOS MODIFICABLES DESDE EL EXTERIOR Y QUE SE REFIEREN AL TRATAMIENTO DEL PELO.
PROCEDIMIENTO DE REAVIVAMIENTO DE MUELAS, DISCO Y MAQUINA PARA SU PUESTA EN PRACTICA.
(16/12/1998). Solicitante/s: ESSILOR INTERNATIONAL. Inventor/es: DABOUDET, PASCAL, DELATTRE, LUC, LABAT, JEAN-LUC.
EL PRESENTE INVENTO TIENE POR OBJETO UN PROCEDIMIENTO DE DECAPADO PARA UNA MAQUINA PARA ESMERILAR LAS LENTES OFTALMICAS, QUE COMPRENDE UNA O VARIAS MUELAS DE DIAMANTE , MEDIOS DE ABRASION QUE PUEDEN RECIBIR UNA LENTE OFTALMICA, ASI COMO MEDIOS DE MANDO, ESTANDO EL DESGASTE DE LA MUELA DETECTADO Y ESTANDO EL DECAPADO REALIZADO CON UN DISCO DE MATERIA ABRASIVA DISPUESTO EN LA MAQUINA DE ESMERILAR EN LUGAR DE UNA LENTE EN LOS MEDIOS DE ABRASION DE DICHAS LENTES. EL INVENTO SE REFIERE TAMBIEN A UN DISCO PARA LA APLICACION DEL PROCEDIMIENTO, CUYA SUPERFICIE ESFERICA ESTA CONSTITUIDA POR AL MENOS UN MATERIAL ABRASIVO QUE PRESENTA EN SU CENTRO MEDIOS DE ACOPLAMIENTO A LOS MEDIOS DE ABRASION DE DICHA MAQUINA. EL INVENTO SE REFIERE POR ULTIMO A UNA MAQUINA DE ESMERILAR LAS LENTES OFTALMICAS QUE PERMITE LA APLICACION DEL PROCEDIMIENTO.
PROCEDIMIENTO PARA SOLDAR A TOPE DOS PIEZAS PLASTICAS CON CODIGO DE IDENTIFICACION, POR MEDIO DE UNA MAQUINA DE ELECTROSOLDADURA CON CONTROL AUTOMATICO.
(16/01/1997). Solicitante/s: GAZ DE FRANCE SOCIETE JOSEPH SAURON MATERIEL INDUSTRIEL. Inventor/es: SAURON, JEAN, HUGUENY, J., C.
SE TRATA DE SOLDAR DOS PIEZAS DE MATERIAL PLASTICO QUE TIENEN CADA UNA DE ELLAS UN CODIGO DE IDENTIFICACION . PARA ELLO, SE ASOCIAN EN UNA MAQUINA MEDIOS PARA LA APLICACION EN MAQUINA DE UN PROGRAMA DE SOLDADURA, EL PROGRAMA SE APLICA EN FUNCION DE LOS DATOS LEIDOS EN LOS CODIGOS, QUE DEFINEN, A PARTIR DE UNA LEY O DE UNA NORMA DE SOLDADURA QUE SE DEBE APLICAR Y EN FUNCION DEL GROSOR DE LAS PIEZAS, VALORES DE PARAMETROS RELATIVOS A LAS TEMPERATURAS, DURACION Y PRESION DE SOLDADURA QUE HAY QUE RESPETAR, ELLO SI LOS CODIGOS DE LAS PIEZAS SON COMPATIBLES ENTRE SI. SE APLICA EN PARTICULAR A LA SOLDADURA DE TUBOS EN POLIETILENO.
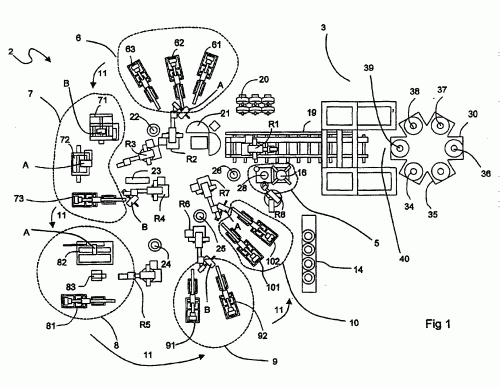
INSTALACION DE FABRICACION AUTOMATICA.
(01/01/1996) LA INSTALACION DE ACABADO AUTOMATICA ESTA EQUIPADA CON VARIAS ESTACIONES DE ACABADO 4 CON UN SISTEMA DONDE FLUYE EL MATERIAL, EL CUAL INCLUYE UN DISPOSITIVO DE ALMACENAJE 3, UN DISPOSITIVO DE TRANSPORTE 5, 13, 14, 15 Y UN DISPOSITIVO DE MANIPULACION 12. TAMBIEN DISPONE DE UN SISTEMA DE INFORMACION PARA EL CONTROL DE LA INSTALACION DE ACABADO. EL SISTEMA DE INFORMACION TIENE DOS REDES DE DATOS SEPARADAS 19, 20. UNA PRIMERA RED DE DATOS EXTERNA 19 SIRVE PARA EL INTERCAMBIO DEL PROCESO DEL DESVIO DE DATOS ENTRE UN CALCULADOR CENTRAL 21 Y ESTACIONES DE ACABADO 4 Y PARA EL INTERCAMBIO DEL TRANSPORTE DE DESVIO DE DATOS ENTRE LA CALCULADORA CENTRAL 21 Y LA ESTACION DE TRANSPORTE 13. UNA SEGUNDA RED DE DATOS INTERNA 20 UNE…
Aparato de soldadura eléctrica para la soldadura automática de accesorios con filamento de calefacción.
(16/07/1994) Aparato de soldadura eléctrica para la soldadura automática de accesorios con filamento de calefacción fundamentalmente de plástico, con un explorador y un convertidor para datos del accesorio, que se encuentra en comunicación con la entrada de un regulador , en el que el explorador y el convertidor están acondicionados para la entrada de datos del trabajo de soldadura teóricos del accesorio en el regulador para detener la corriente de soldadura, así como de datos límite de tiempos de soldadura admisibles del accesorio en un dispositivo para la vigilancia del tiempo de soldadura , a cuyo fn al menos otra entrada (en 12) del…
SISTEMA DE PRODUCCION CON DISPOSITIVO RAPIDO DE INTRODUCCION Y POSICIONAMIENTO CON CINEMATICA RECTANGULAR.
(01/04/1993). Solicitante/s: MERLIN GERIN. Inventor/es: TERRACOL, CLAUDE.
EL SISTEMA DE PRODUCCION COMPRENDE UN DISPOSITIVO DE INTRODUCCION Y DE POSICIONAMIENTO Y UN DISPOSITIVO DE MANIPULACION CADA UNO ACCIONADO POR UN MOTOR ELECTRICO , ESTANDO SINCRONIZADOS AMBOS MOTORES. EL CICLO RECTANGULAR DE PASO DE PEREGRINO DE INTRODUCCION Y POSICIONAMIENTO DE LOS PRODUCTOS ESTA PERFECCIONADO POR UNA MODULACION DE LAS VELOCIDADES QUE LIMITAN LOS CHOQUES QUE SE EJERCEN SOBRE EL PRODUCTO. LOS MOVIMIENTOS VERTICALES (P1-P2 ; P3-P4) DEL SOPORTE MOVIL DE PASO DE PEREGRINO PRESENTAN UNA FASE INTERMEDIA DE RALENTIZACION CORRESPONDIENTE AL ACERCAMIENTO O A LA DEPOSICION DEL PRODUCTO PARA LIMITAR LOS CHOQUES.
INSTALACION PARA AJUSTAR DATOS EN EL SERVICIO AUTOMATICO ESPECIFICO DE HERRAMIENTAS DE UNA APARATO DE ACCIONAMIENTO ELECTRICO POR HERRAMIENTAS RECAMBIABLE.
(01/04/1993) PARA AJUSTAR DATOS EN EL SERVICIO AUTOMATICO DEL APARATO DE ACCIONAMIENTO (1 HASTA 4) PARA HERRAMIENTAS RECAMBIABLE, POR EJEMPLO, BROCA, CINCEL, BROCA DE MARTILLADO Y SIMILARES SE CONFIRMA EL INVENTO ESTA EL VASTAGO DE ENCHUFE DE LA HERRAMIENTA ENTRE EL CAMPO DE TRANSMISION DE MOMENTO DE GIRO CON LOS LADOS AL FINAL Y DE LA SUPERFICIE DE TRABAJO PROPIO ESTA PUESTO UNA MARCACION DE DATOS DE UNA O VARIAS CALZADAS, EXISTENTE DE UNA CADENCIA DE PROFUNDIDADES A MODO DE ENTALLAR Y ALMAS QUE A TRAVES DEL MODO DE UN DISTRIBUIDOR APROXIMADAMENTE INDUCTIVAMENTE EFECTIVO ORGANO SENSORIO EXPLORAN. CON CODIFICACION NUMERICA DE VARIAS CALZADAS SE PUEDEN UTILIZAR UNA VIZ COMO VIAS RITMICO DE AVANCE. CON LA UTILIZACION DE SOLO UNA, CON RAZONES PRACTICAS FAVORABLE CIA DE DATOS TIENE QUE UTILIZAR…
SISTEMA DE MANDO DE UN ROBOT.
(01/04/1993). Solicitante/s: GEMPLUS CARD INTERNATIONAL. Inventor/es: GLOTON, JEAN-PIERRE.
PARA PROGRAMAR UN ROBOT, SIN SOLICITAR LA INTERVENCION DE PERSONAL ESPECIALMENTE CUALIFICADO, SE UTILIZAN UNAS PEQUEÑAS TARJETAS ELECTRONICAS. UN OBRERO DE MANTENIMIENTO APILA EN UN DISTRIBUIDOR AUTOMATICO LAS PEQUEÑAS TARJETAS QUE CORRESPONDEN A UN CONJUNTO DE TAREAS A EJECUTAR. EL ROBOT ESTA PREPARADO PARA PONERSE EN EXPECTACION DELANTE DEL DISTRIBUIDOR, PARA RECIBIR LA TARJETA SITUADA EN LA BASE DE LA PILA Y QUE TIENE EL PROGRAMA DE INSTRUCCIONES QUE DEBE EJECUTAR.
SISTEMA DE IDENTIFICACION DE HERRAMIENTAS.
(01/07/1992). Solicitante/s: GTE VALERON CORPORATION. Inventor/es: JUENGEL, RICHARD OWEN.
IDENTIFICA LAS HERRAMIENTAS UTILIZADAS EN UN SISTEMA AUTOMATIZADO DE MAQUINA-HERRAMIENTA. UN MODULO O TRANSPONDEDOR VA INSTALADO SOBRE LA HERRAMIENTA Y ES INTERROGADO POR UN TRANSCEPTOR QUE, EN LOS DISEÑOS RECOMENDADOS, TIENE CAPACIDAD DE LECTURA/ESCRITURA. EL TRANSPONDEDOR UTILIZA ENERGIA DE LA SEÑAL TRANSMITIDA PARA ACTIVARSE Y ENVIAR LA INFORMACION ALMACENADA EN SU MEMORIA DE VUELTA AL TRANSCEPTOR. EN UN DISEÑO SE TRANSMITE ENERGIA ELECTROMAGNETICA DESDE EL TRANSCEPTOR AL TRANSPONDEDOR, MIENTRAS QUE LA COMUNICACION ENTRE EL TRANSPONDEDOR AL TRANSCEPTOR LA PROPORCIONA LA CONEXION POR CAPACITANCIA MUTUA. EN OTRO, LOS DATOS SE COMUNICAN BIDIRECCIONALMENTE MEDIANTE SEÑALES OPTICAS MODULADAS Y UN ACOPLAMIENTO ELECTROMAGNETICO ENVIA ENERGIA DESDE EL TRANSCEPTOR AL TRANSPONDEDOR.
PROCEDIMIENTO PARA DIRIGIR Y CONTROLAR LA ELEVACION DE LA TEMPERATURA DE LAS PIEZAS CALENTADAS ELECTRICAMENTE.
(16/05/1992). Solicitante/s: GAZ DE FRANCE MATERIEL INDUSTRIEL JOSEPH SAURON. Inventor/es: SAURON, JEAN, NUSSBAUM, MAX, PICART, THIERRY.
EL INVENTO SE REFIERE A LA CONDUCCION Y CONTROL, POR UNA MAQUINA AUTOMATICA, DE LA ELEVACION DE LA TEMPERATURA DE LAS PIEZAS CALENTADAS ELECTRICAMENTE A LAS CUALES SE ASOCIA UNA TARJETA DE IDENTIFICACION QUE LLEVAN LOS PARAMETROS UTILES EN LA CONDUCCION Y CONTROL DE ESTE CALENTAMIENTO. LA MAQUINA DISPONE DE LOS ELEMENTOS DE LECTURA DE LA TARJETA Y DE LA PUESTA EN MARCHA DEL PROGRAMA DETERMINADO DE CALENTAMIENTO. SEGUN EL INVENTO, SE SEPARA LA TARJETA EN VARIAS ZONAS EN ALGUNAS DE LAS CUALES SE INTRODUCEN OTROS PARAMETROS, INFORMACIONES COMPLEMENTARIAS REFERENTES A RELACIONES ENTRE ELLOS. SE OBTIENE, POR MEDIO DE LOS ELEMENTOS DE LECTURA, LOS PARAMETROS Y SUS INFORMACIONES ASOCIADAS Y SE PREVE QUE ALGUNOS DE ESTOS PARAMETROS SUFRAN TRANSFORMACIONES QUE SON INDUCIDAS POR OTRAS ZONAS ASOCIADAS, EN FUNCION AL MENOS DE LAS INFORMACIONES QUE CONTIENEN ESTAS. EL INVENTO SE APLICA ESPECIALMENTE AL CONTROL DE LA SOLDADURA ENTRE PIEZAS DE MATERIAL PLASTICO.
{kind=link}
{kind=link}
{kind=link}