CIP-2021 : B32B 29/00 : Productos estratificados compuestos esencialmente de papel o de cartón.
CIP-2021 › B › B32 › B32B › B32B 29/00[m] › Productos estratificados compuestos esencialmente de papel o de cartón.
Notas[g] desde B32B 9/00 hasta B32B 29/00: Productos estratificados caracterizados por las sustancias particulares utilizadas
B32B 29/02 · adyacente a una capa fibrosa o filamentosa.
B32B 29/04 · adyacente a una capa particular.
B32B 29/06 · especialmente tratado, p. ej. satinado, apergaminado.
B32B 29/08 · Papel o cartón ondulado.
CIP2021: Invenciones publicadas en esta sección.
LAMINADOS PLASTICOS DECORATIVOS Y METODO PARA SU FABRICACION.
(16/06/1993). Solicitante/s: ABET LAMINATI S.P.A. Inventor/es: BOGANA, RAFFAELE, JANNON, GUIDO, GROSSO, MARCO.
EL LAMINADO PLASTICO DECORATIVO COMPRENDE UNA DIVERSIDAD DE LAMINAS TRANSPARENTES SUPERPUESTAS, CONSTITUIDAS POR 60 A 100 % DE ALFA-CELULOSA Y 0 A 40 % DE FIBRAS DE RAYON IMPREGNADAS CON UNA RESINA AMINO TERMOAJUSTABLE Y UNIDAS POR PRESION Y CALOR. JUNTO CON LAS CARACTRISTICAS DE RESISTENCIA A LA ABRASION, AGUA, IMPACTOS, Y REACTIVOS QUIMICOS, EL LAMINADO TIENE UN EFECTO DECORATIVO ESPECIAL, OBTENIDO EN VIRTUD DE LA TRANSPARENCIA DE LAS LAMINAS DE CELULOSA UTILIZADAS.
LAMINADA DECORATIVO RESISTENTE.
(16/11/1992). Solicitante/s: FORMICA CORPORATION. Inventor/es: PARK, JOHN, DR., WHITE, PAUL W., RICHARDSON, CALVIN.
EL LAMINADO DECORATIVO HA MEJORADO LA RESISTENCIA CONTRA ABRASIVOS, TINTES Y HOLLIN. EL LAMINADO INCLUYE UNA BASE Y UNA LAMINA DECORATIVA. LA LAMINA DECORATIVA TIENE EN LA SUPERFICIE EXPUESTA UNA CAPA CONSTITUIDA POR UNA RESINA TERMOESTABLE, ALCOHOL POLIVINILICO TOTALMENTE HIDROLIZADO, SILICE AMORFA Y UN MATERIAL ABRASIVO, TENIENDO UNA DUREZA MAYOR QUE LA DE LA SILICE. RESISTENCIA A LA ABSORCION MAYOR DE 3000 CICLOS POR EL NEMA TEST LD 3301.
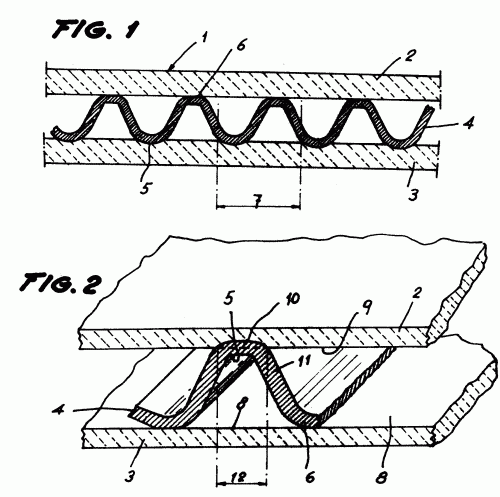
CARTULINA LAMINADA LIGERA.
(01/05/1992). Ver ilustración. Solicitante/s: NOGUERAS DARDIÑA, JUAN.
CARTULINA LAMINADA LIGERA, CARACTERIZADA POR POSEER TRES CAPAS, ESTANDO SEPARADAS LA PRIMER Y LA SGUNDA, YSIENDO LA TERCERA UNA CAPA INTERNA DE CARTULINA PERFILADA DISPUESTA Y ENCOLADA ENTRE CADA UNA DE LAS CAPAS EXTERIORES PRIMERA Y SEGUNDA. LA CAPA INTERNA DE LA CARTULINA PERFILADA CONSISTE EN PERFILES CONFORMADOS ESPECIALMENTE A BASE DE CRESTAS Y VALLES DE MODO ALTERNATIVO. LAS SUPERFICIES CURVADAS DE UN LADO DE LA CAPA INTERNA DE LA CARTULINA PERFILADA ESTAN INDENTADAS EN LA ZONA DE CONTACTO CON LAS CAPAS EXTERIORES EN 0,2 MM, EN GENERAL, PARA AUMENTAR LA SUPERFICIE DE CONTACTO, DE MODO QUE LA SUPERFICIE DE ENCOLADO ENTRE LAS CAPAS QUEDA DE ESTE MODO TAMBIEN AUMENTADA A FIN DE QUE CON ELLO SE OBTENGA UNA MAYOR RESISTENCIA Y RIGIDEZ DEL PRODUCTO FINAL. LAS CRESTAS Y VALLES DE LA CAPA INTERNA TIENEN UNA ALTURA RELATIVAMENTE CORTA, MIENTRAS QUE EL NUMERO DE CRETAS Y VALLES POR METRO LINEAL ES RELATIVAMENTE ALTO.
CARTULINA LAMINADA LIGERA PERFECCIONADA.
(01/04/1992) CARTULINA LAMINADA LIGERA PERFECCIONADA, CARACTERIZADA POR DISPONER DE CINCO CAPAS, ESTANDO SEPARADAS LA PRIMERA, LA SEGUNDA Y LA ULTIMA, Y SIENDO LA CAPA INTERMEDIA EXISTENTE ENTRE LAS ANTERIORES, DE CARTULINA PERFILADA DISPUESTA Y ENCOLADA ENTRE CADA UNA DE SUS CAPAS COLATERALES, SUPERIOR E INFERIOR, SIENDO EL PERFILADO DE LA PRIMERA DISPUESTO EN UNA DIRECCION CONVENCIONAL, Y EL PERFILADO DE LA SEGUNDA, DISPUESTO A 90G DE LA DIRECCION DEL PERFILADO DE LA PRIMERA. DICHAS CAPAS INTERMEDIAS DE CARTULINA PERFILADA CONSISTEN EN PERFILES CONFORMADOS ESPECIALMENTE A BASE DE CRESTAS Y VALLES DE MODO ALTERNATIVO. LAS SUPERFICIES CURVADAS DE UN LADO DE LA CAPA INTERNA DE…
HOJA ESTRATIFICADA ABSORBENTE Y PROCESO PARA SU FABRICACION.
(01/11/1991). Solicitante/s: KAYSERSBERG SA. Inventor/es: LAURENT, PIERRE, RUPPEL, REMY, PIGNEUL, RAYMOND.
LA HOJA ABSORBENTE ESTRATIFICADA ESTA COMPUESTA DE AL MENOS DOS PLIEGOS GOFRADOS, CONSTITUIDOS ESENCIALMENTE DE FIBRAS DE CELULOSA, ENLAZADAS ENTRE ELLAS AL MENOS PARCIALMENTE POR ELEMENTOS QUE HACEN RELIEVE HACIA EL INTERIOR DE LA HOJA CON RELACION AL PLANO DE ESTOS; SE CARACTERIZA PORQUE LOS ELEMENTOS QUE HACEN RELIEVE ESTAN DISPUESTOS ESENCIALMENTE SEGUN TRAZOS O COMBINACIONES DE TRAZOS QUE REPRODUCEN MOTIVOS ESPACIADOS, REPITIENDOSE INDEFINIDAMENTE. SU APLICACION ES COMO PAPEL DE USO DOMESTICO Y SANITARIO.
PAPEL DE USO DOMESTICO Y PERSONAL.
(16/12/1990). Solicitante/s: BARRIO CASTILLEJOS, FRANCISCO J.
PAPEL DE USO DOMESTICO Y PERSONAL, EN EL CUAL LA LAMINA DE PAPEL SE ENCUENTRA ENROLLADA Y/O PLEGADA SOBRE SI MISMA, FORMANDO UNA BOBINA O MAZO, ESTANDO CONSTITUIDA DICHA LAMINA MEDIANTE LA COMBINACION DE DOS CUERPOS ENFRENTADOS PROVISTOS EN SU CARA EXTERNA DE UN TROQUELADO QUE ESTABLECE PEQUEÑAS DEFORMACIONES O RELIEVES, ORIENTADOS HACIA LA OTRA CARA Y SIN ROTURA DE LA LAMINA, Y SE CARACTERIZA ESENCIALMENTE PORQUE LOS RELIEVES DEL TROQUELADO PRACTICADOS EN CADA UNA DE LAS CARAS DE AMBOS CUERPOS LAMINARES, SON PERPENDICULARES Y COINCIDENTES ENTRE SI, DE MANERA QUE EL VERTICE O SECTOR MAS SEPARADO DEL RELIEVE DE UNA LAMINA, QUEDA ESPEDIFICAMENTE COINCIDENTE CON EL DE LA LAMINA OPUESTA, ESTABLECIENDO UN CONTACTO ENTRE SI PUNTA A PUNTA, QUE DETERMINA LA FORMACION DE UN ESPACIO DE SEPARACION ENTRE LAMINAS.
UN PROCEDIMIENTO PARA LA FABRICACION DE HOJAS EXTERIORES PARA USO EN LAMINADOS DECORATIVOS RESISTENTES AL RAYADO.
(01/01/1985). Solicitante/s: NEVAMAR CORPORATION.
PROCEDIMIENTO PARA LA FABRICACION DE HOJAS EXTERIORES PARA USO EN LAMINADOS DECORATIVOS RESISTENTES AL RAYADO.CONSISTE EN: A) FORMAR UNA SOLUCION ACUOSA DE UN LUBRICANTE SOLIDO, EN PARTICULAS Y MATERIAL AGLUTINANTE PARA QUE LAS PARTICULAS DE LUBRICANTE SE UNAN A LAS PARTICULAS DE LA SUPERFICIE DE LA HOJA EXTERIOR, IMPREGNADA CON UNA RESINA TERMOENDURECIBLE COMPATIBLE CON EL MATERIAL AGLUTINANTE; B) VERTER EL PRODUCTO EN FORMA DE CAPA ULTRADELGADA SOBRE LA SUPERFICIE DE UNA HOJA DECORATIVA PARA FORMAR UNA CAPA HUMEDA; C) SECAR EL PRODUCTO A UNA TEMPERATURA DE AL MENOS 140JF (60JC); D) COMPRIMIR LA CAPA SECA HASTA QUE SE LOGRE UN GROSOR DEL ORDEN DE 0,02 A 0,3 MILS; Y E) OPCIONALMENTE, VERTER LA SOLUCION ACUOSA OBTENIDA EN LA ETAPA (A) SOBRE UN VEHICULO TEMPORAL SOBRE EL QUE SE SECA, PARA SER TRANSFERIDO DESPUES A LA HOJA DECORATIVA DURANTE EL LAMINADO.
PROCEDIMIENTO PARA PRODUCIR LAMINAS DECORATIVAS CONSOLIDADAS POR CALOR Y PRESION.
(01/11/1982). Solicitante/s: FORMICA CORPORATION.
SISTEMA DE SEGURIDAD PARA ELECTROIMANES BASADO EN EL PRINCIPIO DE DESCARGA DE ESTOS A TRAVES DE UNA RESISTENCIA O DE UN DIODO. CONSTA DE UNA RESISTENCIA SITUADA EN SERIE CON UN PRIMER CONTACTO ; DE UN DIODO COLOCADO EN PARALELO CON EL PRIMER CONTACTO Y DISPUESTO DE FORMA QUE SU SENTIDO DE CONDUCCION COINCIDA CON EL DE LA CORRIENTE DE DESCARGA, BLOQUEANDO POR LO TANTO LA CORRIENTE EN EL SENTIDO DE ALIMENTACION; DE UN CONTACTOR FORMADO POR DOS CONTACTOS A TRAVES DE LOS CUALES SE ALIMENTA EL ELECTROIMAN ; Y DE DOS CONTACTOS DE INVERSION QUE PERMANECEN ABIERTOS, SIENDO TAN SOLO CERRADOS EN EL MOMENTO DE TENER QUE ANULAR EL MAGNETISMO REMANENTE DEL ELECTROIMAN.
PROCEDIMIENTO PARA LA PRODUCCION DE LAMINADOS DECORATIVOS DE ALTA PRESION CONSOLIDADOS A TEMPERATURA Y PRESION.
(01/07/1982). Solicitante/s: FORMICA CORPORATION.
PROCEDIMIENTO PARA LA FABRICACION DE LAMINADOS DECORATIVOS TERMOFRAGUADOS. SE DESFIBRA MATERIAL CELULOSICO FIBROSO PRODUCIENDOSE FIBRAS DE LONGITUD ENTRE 0,5 Y 2,5 MM. EN PRESENCIA DE AIRE QUE FORMA UNA CORRIENTE AIRE-FIBRA. SE INCORPORAN EN ELLA PARTICULAS DE RESINA TERMOFRAGUABLE EN UN 20-30 POR 100, FORMANDOSE UNA CORRIENTE AIRE-FIBRA-RESINA. SOBRE UNA CINTA FORAMINADA SE FORMA UN DEPOSITO DE FIBRAS Y RESINA CON UN ESPESOR DE 5-100 MM. SE PRECONSOLIDAN LAS FIBRAS Y LA RESINA A UN ESPESOR DE 0,5-100 MM., FORMANDOSE ASI UN CONJUNTO PARA LAMINADO QUE CONSTA DE UNA CAPA DE DICHAS FIBRAS, UNA LAMINA DECORATIVA IMPREGNADA EN RESINA Y UNA LAMINA IMPREGNADA EN RESINA TERMOFRAGUABLE QUE SE CONSOLIDAN CON TEMPERATURAS Y PRESION PARA FABRICAR UN LAMINADO.
PROCEDIMIENTO DE FABRICACION DE LAMINADOS CONSOLIDADOS POR CALOR Y PRESION.
(16/05/1981). Solicitante/s: CYANAMID OF CANADA LIMITED.
PROCEDIMIENTO DE FABRICACION DE LAMINADOS MEDIANTE EL EMPLEO DE RESINAS FENOLICAS EXTENDIDAS CON LIGNOSULFONATO PARA LA IMPREGNACION DE LAMINAS DEL NUCLEO DEL LAMINADO. CONSISTE EN UN METODO PARA LA PRODUCCION DE UN LAMINADO POR EL CALOR Y PRESION MEDIANTE LA CONSOLIDACION DE UN CONJUNTO ENTRE PRENSAPLANCHAS, COMPRENDIENDO EL CONJUNTO UN NUCLEO DE LAMINADO FORMADO POR UNA PLURALIDAD DE MIEMBROS DE HOJAS INDIVIDUALES IMPREGNADAS CON UNA RESINA TERMOESTABILIZANTE DE FENOL-FORMALDEHIDO EXTENDIDA CON UNA SAL DE LIGNOSULFONATO, UNA HOJA DECORATIVA FIBROSA IMPREGNADA CON UNA RESINA TERMOESTABILIZANTE DE MELANINA-FORMALDEHIDO Y UNA CAPA DE IMPREGNADA CON UNA RESINA TERMOESTABILIZANTE DE MELAMINA-FORMALDEHIDO; SOMETIENDO EL CONJUNTO A UNA PRESION Y TEMPERATURA DE CURADO PARA EFECTUAR UNA TERMOESTABILIZACION Y RECUPERANDO EL LAMINADO RESULTANTE. DE APLICACION CON DIFERENTES TIPOS DE SALES DE LIGNOSULFONATO.
PROCEDIMIENTO DE FABRICACION DE LAMINADOS CONSOLIDADOS POR CALOR Y PRESION.
(16/05/1981) METODO DE FABRICACION DE LAMINADOS CONSOLIDADOS MEDIANTE CALOR Y PRESION. CONSISTE EN PREPARAR UN CONJUNTO DE CAPAS SUPERPUESTAS, COMPUESTO DE UNA CAPA DE NUCLEO CONSTITUIDA POR UN SUSTRATO AUTOSOPORTANTE INMPREGNADO CON UNA RESINA LAMINADORA TERMOESTABILIZANTE, GENERALMENTE FENOLICA; DE UNA CAPA ESTAMPADA FORMADA POR UNA HOJA INCOLORA DE PAPEL IMPREGNADA CON UNA PRIMERA RESINA TERMOESTABILIZANTE, GENERALMENTE DE MELAMINA-FORMALDEHIDO , Y DE UNA CAPA PIGMENTADA DEL MISMO TIPO QUE LA PRIMERA O COMPATIBLE CON ELLA, QUE SIRVE DE PROTECCION DEL CONJUNTO CONTRA EL DESGASTE ABRASIVO, DESGARRO, QUEMADURAS Y SIMILARES. EL CONJUNTO DE CAPAS SUPERPUESTAS SE COLOCA ENTRE LAS DOS PLACAS DE ACERO DE UNA…
PROCEDIMIENTO PARA PREPARAR LAMINADO RESINOSO TERMOESTABILIZADO DECORATIVO.
(16/05/1980) 1.Procedimiento para preparar un laminado resinoso termoestabilizado decorativo, que tiene áreas de realzadas y no realzadas y donde las áreas de realzadas exhiben un color más oscuro que las áreas no de realzadas, caracterizado por comprender: (A) formar un conjunto que comprende: (I) una pila que consiste esencialmente en, en relación superimpuesta; (a) un sustrato; (b) una, o una pluralidad de, hojas de papel kraft impregnadas con resina fenólica termoestable; (c) una pluralidad de, hojas de papel impregnadas con resina termoestable noble que cunado están en el estado termoestabilizado, son sustancialmente transparente; (II) una plancha de prensa, teniendo por lo menos aquella superficie…
PERFECCIONAMIENTOS EN MAQUINAS PARA HACER BOBINAS DE PAPEL EN CAPAS MULTIPLES.
(01/03/1980). Solicitante/s: BELOIT CORPORATION.
Perfeccionamientos en máquinas para hacer bobinas de papel de capas múltiples, caracterizados porque comprenden una superficie formadora perforado para la recepción de un material líquido, y el desaguado del material; un cabezal que posee una cámara de cuña formada por paredes de cuña terminadas en pestañas de cuña que forman una abertura de cuña para dirigir una corriente en chorro sobre la superficie de conformación; extendiendose sustancialmente las citadas pestañas en la misma distancia, hacia la superficie; y un elemento divisor flexible que se extiende transversalmente al cabezal y presenta un borde distal que termina sustancialmente en la abertura de cuña que divide el cabezal y la cámara de cuña en cámaras múltiples de material que se prolongan hacia la abertura de cuña.
UN PROCEDIMIENTO PARA FABRICAR MANGUITOS DE VARIAS CAPAS PARA LA CONFECCION DE RECIPIENTES DE EMBALAJE.
(16/05/1979). Solicitante/s: GUSCHKY & TONNESMANN GMBH & CO. KG.
Resumen no disponible.
PROCEDIMIENTO PARA PRODUCIR UN LAMINADO EN RELIEVE CON CONTRASTE EXACTO DE REGISTRO DE COLOR DE RELIEVE.
(01/01/1979). Solicitante/s: FORMICA CORPORATION.
Procedimiento para producir un laminado en relieve con contraste exacto de registro de color y relieve, caracterizado porque comprende la fases de; consolidar por calor y presión un conjunto laminado que comprende, en relación superior puesta; un substrato que imparte rigidez, una hoja decorativa fibrosa impregnada con una primera resina termoestabilizante, una plancha de prensa formadora de relieve que tiene una superficie con áreas protuberantes y cóncavas capaz de ser imprimida en la parte superior de las hojas fibrosas y medios para evitar que la plancha formadora de relieve se pegue a la hoja decorativa durante la laminación, y una capa de una segunda resina termoestabilizante pigmentada dispuesta por encima del substrato , teniendo la segunda resina un flujo suficiente para provocar que la segunda resina fluya más que la primera resina; y eliminar la plancha de prensa formadora de relieve de los laminados resultantes y recuperar el laminado resultante.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS LAMINARES PARA EMBALAJE.
(01/07/1978) Procedimiento para la fabricación de cuerpos huecos laminares para embalaje, de una pluralidad de miembros de hojas alargados, teniendo cada miembro de hoja primeras y segundas caras principales opuestas, separadas por el grosor del miembro de hoja, caracterizado porque comprende las siguientes fases: (a) la operación de mover un primero, un segundo y un tercer miembro d hoja, de modo continuo y longitudinal, moviéndose dichos miembros de hojas en secuencia a través de una zona de revestimiento, una zona formadora, una zona aseguradora, y una zona de flexión, estando desplazadas dichas zonas entre sí, en la dirección del movimiento de la hoja; (b) de revestir dos de dichas caras principales de dichos primero, segundo y tercer miembro de hoja en dicha zona de revestimiento…
PROCEDIMIENTO PARA LA OBTENCION DE COMPOSICIONES ACUOSAS PARA EL SATINADO DE PAPEL PARA IMPRESION EN OFFSET.
(01/11/1977). Solicitante/s: RHONE-POULENC INDUSTRIES.
Resumen no disponible.
MEJORA EN EL PROCEDIMIENTO DE FABRICACION DE LAMINADOS CON UNA SUPERFICIE DE PARAMENTO DECORATIVA.
(16/03/1976). Solicitante/s: PLASTICOS DIELECTRICOS, S. A.
Resumen no disponible.
PROCEDIMIENTO PARA CUBRIR CON UNA CAPA O REVESTIR UNA BANDA CONTINUA DE PAPEL.
(01/01/1976). Solicitante/s: AKTIEBOLAGET INVENTING.
Resumen no disponible.
{kind=link}