CIP-2021 : C21D 8/04 : para producir productos planos o bandas para repujado profundo.
CIP-2021 › C › C21 › C21D › C21D 8/00 › C21D 8/04[2] › para producir productos planos o bandas para repujado profundo.
Notas[t] desde C21 hasta C30: METALURGIA
C QUIMICA; METALURGIA.
C21 METALURGIA DEL HIERRO.
C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B).
C21D 8/00 Modificación de las propiedades físicas por deformación en combinación con, o seguida por, un tratamiento térmico (endurecido de objetos o de materiales formados por forja o laminado sin otro calentamiento que el necesario para dar la forma C21D 1/02).
C21D 8/04 · · para producir productos planos o bandas para repujado profundo.
CIP2021: Invenciones publicadas en esta sección.
CHAPA DE ACERO LAMINADA EN CALIENTE DE ALTA RESISTENCIA Y ALTA CAPACIDAD DE EMBUTICION QUE CONTIENE NIOBIO, Y SUS PROCEDIMIENTOS DE FABRICACION.
(16/05/2000) LA INVENCION SE REFIERE A UNA CHAPA DE ACERO LAMINADO EN CALIENTE A ALTA RESISTENCIA Y ALTA EMBUTIZABILIDAD, CARACTERIZADO PORQUE SU COMPOSICION, EXPRESADA EN PORCENTAJES PONDERALES, ES C INFERIOR O IGUAL A 0,12%, - 0,5 INFERIOR O IGUAL A MN INFERIOR O IGUAL A 1,5%, - INFERIOR O IGUAL A SI INFERIOR O IGUAL A 0,3%, 0 INFERIOR O IGUAL A P INFERIOR O IGUAL A 0,1%, 0 INFERIOR O IGUAL A S INFERIOR O IGUAL A 0,05%, 0,01 INFERIOR O IGUAL A AL INFERIOR A 0,1%, -0 INFERIOR O IGUAL A CR INFERIOR O IGUAL A 1%, -0,01 INFERIOR O IGUAL A NB INFERIOR O IGUAL A 0,1%, - 0 INFERIOR O IGUAL A TI{SUB,EFF} INFERIOR O IGUAL A 0,05%, SIENDO…
METODO PARA LA FABRICACION DE UN FLEJE DE ACERO CONFORMABLE.
(01/03/2000). Ver ilustración. Solicitante/s: HOOGOVENS STAAL B.V.. Inventor/es: CORNELISSEN, MARCUS, CORNELIS, MARIA, DEN HARTOG, HUIBERT, WILLEM, PRONK, CORNELIS.
UN METODO PARA LA FABRICACION DE UN FLEJE DE ACERO MOLDEABLE INCLUYE LAS ETAPAS DE (I) TRANSFORMACION DE ACERO LIQUIDO POR COLADA CONTINUA EN UN LINGOTE DE ESPESOR NO SUPERIOR A 100 MM, (II) LAMINADO DEL LINGOTE EN LA REGION AUSTENITICA TRANSFORMANDOLO EN UN LINGOTE INTERMEDIO DE ESPESOR COMPRENDIDO ENTRE 5 Y 20 MM, (III) LAMINADO DEL LINGOTE INTERMEDIO POR DEBAJO DE LA TEMPERATURA RR3, (IV) MANTENIMIENTO DEL LINGOTE INTERMEDIO EN UN LUGAR CERRADO PARA HOMOGENEIZACION DE LA TEMPERATURA, (V) LAMINADO DEL LINGOTE INTERMEDIO TRANSFORMANDOLO EN UN FLEJE, CON AL MENOS UN PASO DE LAMINACION REDUCIENDO EL ESPESOR MAS DEL 50 % A UNA TEMPERATURA INFERIOR A TT Y SUPERIOR A 200 C, SIENDO TT LA TEMPERATURA A LA CUAL EL 75 % DEL ACERO SE CONVIERTE EN FERRITA Y (VI) ENFRIAMIENTO DE DICHO FLEJE A UNA TEMPERATURA SUPERIOR A 500 C. SE CONSIGUEN VENTAJAS POR LA SIMPLICIDAD DEL METODO Y EL EQUIPO REQUERIDO.
PROCESO PARA LA FORJA DE ACERO DE MUY ALTO CONTENIDO EN CARBONO.
(16/09/1999) PROCESO PARA LA FORJA DE ACERO DE MUY ALTO CONTENIDO EN CARBONO. LA PRESENTE INVENCION SE REFIERE A UN PROCESO PARA LA FORJA DE ACEROS EN CALIENTE DE MUY ALTO CONTENIDO EN CARBONO, QUE OSCILAN ENTRE EL 1,4 Y 2,1 % EN MASA DE ESTE ELEMENTO, PARA LA FABRICACION DE ARMAS BLANCAS. EL PROCESO SE REALIZA EN CUATRO ETAPAS: 1) FORJA EN CALIENTE Y MECANIZADO DE ACABADO. 2) TEMPLE Y MECANIZADO FINAL. 3) CONTROL DE CALIDAD, CERTIFICACION Y GRABADO DE LA MARCA. 4) ATAQUE QUIMICO Y PROTECCION FINAL. LA OPERACION DE FORJA SE REALIZA A TEMPERATURA DE 650 C A 850 C, COMPLETANDOSE CON EL TEMPLE EN AGUA SALINIZADA CON UREA Y CLORURO SODICO Y POTASICO CALENTADA A 35-40 C, EN CONCENTRACIONES MEDIAS SEMEJANTES A LA ORINA HUMANA. ESTOS PROCESOS SE PUEDEN REALIZAR PARCIAL O TOTALMENTE EN FRAGUA TRADICIONAL. UN PROCESO DE ACABADO Y AFILADO EN PIEDRA…
PROCESO PARA LA FORJA DE ACERO DE MUY ALTO CONTENIDO EN CARBONO.
(16/09/1999) PROCESO PARA LA FORJA DE ACERO DE MUY ALTO CONTENIDO EN CARBONO. LA PRESENTE INVENCION SE REFIERE A UN PROCESO PARA LA FORJA DE ACEROS EN CALIENTE DE MUY ALTO CONTENIDO EN CARBONO, QUE OSCILAN ENTRE EL 1,4 Y 2,1 % EN MASA DE ESTE ELEMENTO, PARA LA FABRICACION DE ARMAS BLANCAS. EL PROCESO SE REALIZA EN CUATRO ETAPAS: 1) FORJA EN CALIENTE Y MECANIZADO DE ACABADO. 2) TEMPLE Y MECANIZADO FINAL. 3) CONTROL DE CALIDAD, CERTIFICACION Y GRABADO DE LA MARCA. 4) ATAQUE QUIMICO Y PROTECCION FINAL. LA OPERACION DE FORJA SE REALIZA A TEMPERATURA DE 650 C A 850 C, COMPLETANDOSE CON EL TEMPLE EN AGUA SALINIZADA CON UREA Y CLORURO SODICO Y POTASICO CALENTADA A 35-40 C, EN CONCENTRACIONES MEDIAS SEMEJANTES A LA ORINA HUMANA. ESTOS PROCESOS SE PUEDEN REALIZAR PARCIAL O TOTALMENTE EN FRAGUA TRADICIONAL. UN PROCESO DE ACABADO Y AFILADO EN PIEDRA…
CHAPA DE ACERO LAMINADA EN FRIO Y CHAPA DE ACERO LAMINADA EN FRIO GALVANIZADA QUE SON EXCELENTES PARA SER MOLDEADAS Y PARA SER ENDURECIDAS POR COCCION, Y SU PRODUCCION.
(16/06/1998) UNA LAMINA DE ACERO LAMINADA EN FRIO, QUE PUEDE POSTERIORMENTE GALVANIZARSE SI SE DESEA, SE PRODUCE MEDIANTE ACERO CILINDRADO EN CALIENTE CONTENIENDO, SOBRE UNA BASE MASA, 0'0010 A 0'0040 DE C, A LO SUMO 0'0030% DE N, A LO SUMO 0'5% DE SI, 0'02 A 1'5% DE MN, A LO SUMO 0'08% DE P, A LO SUMO 0'01% DE S, 0'005 A 0'07% DE ACIDO SOLUBLE AL, A LO SUMO 0'05% DE NB (DONDE 0 < NB % EQUILIBRIO DE FE E IMPUREZAS INEVITABLES A UNA TEMPERATURA DE TERMINACION DEL ACABADO DEL PUNTO DE TRANSFORMACION AR3 O SUPERIOR, ENFRIANDO RAPIDAMENTE EL ACERO EN 2 S. DESPUES DEL CILINDRADO EN CALIENTE, A UN RITMO DE ENFRIAMIENTO DE 30 QUE LA TEMPERATURA DESCIENDA HASTA, AL MENOS, 100 DO A 650 72 AL 92%, LLEVANDO EL RECOCIDO DE LA CRISTALIZACION A 820 HASTA 880…
PROCESO DE ELABORACION DE UN ACERO INOXIDABLE DE ESTRUCTURA BIFASICA DE FERRITA MARTENSITA Y ACERO OBTENIDO SEGUN ESTE PROCESO.
(01/05/1998). Solicitante/s: USINOR SACILOR. Inventor/es: BALTENNECK, SERGE, CHARENTON, JEAN-CLAUDE.
LA PRESENTE INVENCION SE REFIERE A UN PROCESO DE ELABORACION DE UN ACERO INOXIDABLE DE GRAN LIMITE ELASTICO Y DE GRAN CARGA A LA RUPTURA, DE ESTRUCTURA BIFASICA DE FERRITA MARTENSITA QUE PRESENTA UNA BUENA MALEABILIDAD Y UNA GRAN RESISTENCIA A LA ABRASION, EN EL QUE, EL ACERO DE SIGUIENTE COMPOSICION PONDERAL: Y 20% A 2% INHERENTES AL MODO DE ELABORACION, SE SOMETE A UN TEMPLE TRAS LA ELEVACION DE LA TEMPERATURA COMPRENDIDA ENTRE 800 Y 1200 C, Y AL MENOS UNA CONFORMACION EN FRIO DE UNA RELACION SUPERIOR A 15%. LA PRESENTE INVENCION SE REFIERE TAMBIEN A UN ACERO INOXIDABLE OBTENIDO POR ESTE PROCESO.
METODO PARA LA FABRICACION DE ACERO CONFORMABLE (QUE SE LE PUEDE DAR FORMA).
(16/08/1993). Solicitante/s: HOOGOVENS GROEP B.V.. Inventor/es: GADELLAA, ROBERT FRANCISCUS, VAN PERLSTEIN, ERIK BERNARD, IR., DEN HARTOG, HUIBERT WILLEM, DR. IR.
EN LA FABRICACION DE ACERO CONFORMABLE EN FORMA DE UNA BANDA O LAMINA CON UN GROSOR FINAL ENTRE 0'5 Y 1'5 MM, EN UN NUMERO DE FASES SUCESIVAS CONTINUAS DEL PROCEDIMIENTO, SE FUNDE ACERO LIQUIDO EN UNA PLACA DE MENOS DE100 MM DEGROSOR, Y LA PLACA SE ENROLLA EN UNA BANDA. PARA SIMPLIFICAR EL APARATO REQUERIDO, Y PERFECCIONAR EL CONTROL DEL PROCEDIMIENTO, LA PLACA SE ENFRIA HASTA UNA TEMPERATURA DE ENROLLAMIENTO O LAMINADO DE ENTRE 300 MATERIAL SE CONVIERTE EN FERRITA, Y EL ENROLLAMIENTO DE LA PLACA EN BANDA COMPRENDE POR LO MENOS UNA FASE DE REDUCCION CON UNA REDUCCION DE GROSOR POR ENCIMA DEL 30 %. LA VELOCIDAD DE SALIDA DEL ENROLLAMIENTO ES INFERIOR A 1000 M/MIN. DESPUES DE LA RECRISTALIZACION, SE ENFRIA LA BANDA.
METODO Y APARATO PARA FABRICACION DE ROLLOS DE ACERO.
(16/03/1992). Solicitante/s: HOOGOVENS STAAL B.V.. Inventor/es: DEN HARTOG, HUIBERT WILLEM, DR. IR., VAN PERLSTEIN, ERIK BERNARD.
EN LA FABRICACION DE ROLLOS DE ACERO LAMINADO CON UN GROSOR DE 0,5 A 1,5 MM. SE LLEVAN A CABO SECUENCIALMENTE LOS SIGUIENTES PASOS: (A) EN UNA MAQUINA DE COLADA CONTINUA SE FORMA EL ACERO LIQUIDO DENTRO DE UNA CORTEZA CALIENTE CON UN GROSOR INFERIOR A 100 MM.; (B) SE LAMINA EN CALIENTE LA COLADA DEL PASO (A), EN LA REGION AUSTENITICA Y POR DEBAJO DE 1100 C PARA FORMAR UNA BANDA DE 2 A 5 MM. DE ESPESOR; (C) ENFRIAMIENTO DE LA BANDA DEL PASO (B) A UNA TEMPERATURA INTERMEDIA ENTRE 300 (GRADOS) C Y LA TEMPERATURA TT A LA CUAL EL 75% DEL ACERO SE CONVIERTE EN FERRITA; (D) LAMINADO DE LA BANDA ENFRIADA DEL PASO (C) A DICHA TEMPERATURA COMPRENDIDA ENTRE 300 (GRADOS) C Y TT, CON UNA REDUCCION DE SU ESPESOR DE AL MENOS UN 25% Y CON UNA VELOCIDAD DE LAMINACION NO SUPERIOR A 1000 M/MIN.; (E) ENROLLADO DE LA BANDA DEL PASO (D).
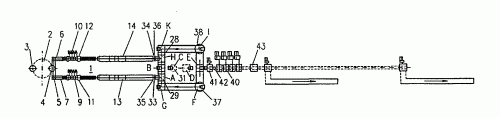
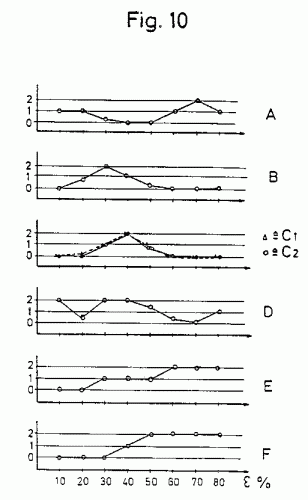
CHAPA O BANDA LAMINADA EN FRIO Y SU PROCEDIMIENTO DE FABRICACION.
(16/05/1991). Ver ilustración. Solicitante/s: STAHLWERKE PEINE-SALZGITTER AG. Inventor/es: FREIER, KLAUS, ZIMNIK, WALTER.
CHAPA O BANDA LAMINADA EN FRIO Y SU PROCEDIMIENTO DE FABRICACION. LA CHAPA O BANDA DE ACERO PRESENTA LA COMPOSICION: 0,25-0,10% CARBONO; MAX. 0,40% SILICIO; 0,10 A 1,0% MANGANESO; MAX. 0,080% FOSFORO; MAX. 0,015% AZUFRE; MAX. 0,009% NITROGENO; 0,015 A 0,08% ALUMINIO; 0,01 AS 0,04% TITANIO; MAX. 0,15% DE UNO O VARIOS DE LOS ELEMENTOS DEL GRUPO DEL COBRE, VANADIO, NIQUEL, RESTO HIERRO E IMPUREZAS INEVITABLES. EL PROCEDIMIENTO COMPRENDE CALENTAR UN DESBASTE A MAS DE 1120GC, LAMINAR EN BANDA EN CALIENTE A UNA TEMPERATURA FINAL DE LAMINACION POR ENCIMA DEL PUNTO ARSI3, DEVANAR S 520 Ò 100GC, LAMINAR EN FRIO Y RECOGER CON RECRISTALIZACION.
METODO DE FABRICACION DE UNA CHAPA DE ACERO CON ESTRUCTURA DE FASE DOBLE LAMINADA EN FRIO CON EXCELENTE EMBUTIBILIDAD.
(01/12/1985). Solicitante/s: KAWASAKI STEEL CORPORATION.
METODO DE FABRICACION DE UNA CHAPA DE ACERO CON ESTRUCTURA DE FASE DOBLE LAMINADA EN FRIO CON EXCELENTE EMBUTILIDAD. CONSISTENTE EN: LAMINAR EN CALIENTE Y EN FRIO UNA PALANQUILLA DE ACERO CON UNA COMPOSICION QUE CONTIENE 0,001-0,008% EN PESO DE C, NO MAS DE 1,0% EN PESO DE SI, 0,05-1,8% EN PESO DE MN, MENOS DE 0,15% EN PESO DE P, 0,01-0,10% EN PESO DE AL, 0,002-0,050% EN PESO DE NB Y 0,005-0,00050% EN PESO DE B; Y RECOGER DE MANERA CONTINUA LA CHAPA DE ACERO RESULTANTE DE TAL MANERA QUE LA CHAPA DE ACERO SEA CALENTADA; Y ENFRIAR A UNA VELOCIDAD MEDIA NO INFERIOR A 0,5C/SEGUNDO, AUNQUE INFERIOR A 20C/SEGUNDO EN UNA GAMA DE TEMPERATURA INCLUIDA ENTRE LA TEMPERATURA DE ESTABILIZACION Y 750C, Y UNA VELOCIDAD DE ENFRIAMIENTO MEDIA NO INFERIOR A 20C/SEGUNDO EN UNA GAMA DE TEMPERATURA INCLUIDA ENTRE 750C Y 300C.
PROCEDIMIENTO DE FABRICACION DE UNA CHAPA DE ACERO INOXIDABLE.
(01/11/1984). Solicitante/s: LES TOLES INOXYDABLES & SPECIALES UGINE-GUEUGNON.
METODO DE FABRICACION DE CHAPA DE ACERO INOXIDABLE DE 0,4-1,5 MM, DESTINADA A LA OBTENCION DE PIEZAS EMBUTIDAS Y PULIDAS.CONSISTE EN LA PRODUCCION DE UN ACERO INOXIDABLE FERRITICO DE LA SIGUIENTE COMPOSICION EN : C H 0,06; SI H 0,8; MN H 1,0; ZR F 0,15-0,9; N H 0,03; S H 0,03; P H 0,045; MO H 0,8; CU H 0,4; NI H 0,3; Y CR F 14,0-19,0, Y EL RESTO FE. TRANSFORMARLO EN UNA BANDA LAMINADA EN CALIENTE; RECOCER LA BANDA EN CONDICIONES POCO OXIDANTES Y SOMETERLA A CHORREO CON GRANALLA Y A DECAPADO; LAMINARLA EN FRIO; EFECTUAR UN RECOCIDO FINAL DE LA BANDA EN LINEA Y EFECTUAR SOBRE LA MISMA UN PASO DE PIEL.ESTAS CHAPAS TIENEN APLICACIONES PARA LA FABRICACION DE RECIPIENTES EMBUTIDOS Y PULIDOS, TALES COMO CACEROLAS.
PROCEDIMIENTO PARA LA PRODUCCION DE CHAPA DE ACERO.
(01/09/1982). Solicitante/s: USS ENGINEERS AND CONSULTANTS INC..
PROCEDIMIENTO PARA LA PRODUCCION DE CHAPA DE ACERO. CONSTA DE LAS SIGUIENTES ETAPAS: 1. CALENTAR UNA CHAPA DE COMPOSICION 0,02 A 0,15 POR 100 DE CARBONO SIN COMBINAR, MENOS DE 0,4 POR 100 DE MANGANESO Y MENOS DE 500 PPM DE OXIGENO, A UNA TEMPERATURA SUPERIOR A A1 DURANTE EL TIEMPO NECESARIO PARA PRODUCIR DE UN 2 A UN 10 POR 100 DE AUSTENITA. 2. ENFRIAR LA CHAPA PARA TRANFORMA AL MENOS UNA PROCION PRINCIPAL DE AUSTENITA EN PRODUCTOS DE DESCOMPOSICION, TALES COMO MARTENSITA, BAINITA INFERIOR O COMBINACIONES DE LAS MISMAS EN UNA CANTIDAD DEL 2 AL 10 POR 100. LA CHAPA SE CALIENTA A UNA TEMPERATURA INFERIOR A A3 DE LA MISMA.
PROCEDIMIENTO PARA PRODUCIR CHAPA O BANDA DE ACERO INOXIDABLE FERRITICO.
(16/08/1982). Solicitante/s: NIPPON STEEL CORPORATION.
PROCEDIMIENTO PARA LA PRODUCCION DE ACERO INOXIDABLE FERRITICO CONTENIENDO ALUMINIO. UNA ZAMARRA DE ACERO INOXIDABLE QUE CONTIENE DE 15 A 20 POR 100 DE CROMO, HASTA 0,2 POR 100 DE ALUMINIO, DE0,00K A 0,6 POR 100 DE TITANIO, DE 0,0002 A 0,003 POR 100 DE BORO, DE 0,005 A 0,04 POR 100 DE AL MENOS UN ELEMENTO ELEGIDO DEL GRUPO CONSISTENTE EN NIOBIO, VANADIO Y ZIRCONIO, DE 0,02 A 0,5 DE COBRE Y HASTA 0,05 POR 100 DE AL MENOS UN ELEMENTO ELEGIDO DEL GRUPO CONSISTENTE EN CALCIO Y CERIO, SE CALIENTA Y SE MANTIENE A UNA TEMPERATURA NO SUPERIOR A 1200 C., TRAS LO CUAL SE LAMINA EN CALIENTE EN AL MENOS UNA PASADA CON UNA REDUCCION DE SECCION NO INFERIOR A 20 POR 100/PASADA. LA BANDA LAMINADA RESULTANTE SE SOMETE SUCESIVAMENTE A UN RECOCIDO CONTINUO, LAMINADO EN FRIO Y RECOCIDO DE ACABADO.
METODO MEJORADO PARA LA PRODUCCION DE BANDA DE ACERO.
(01/04/1977). Solicitante/s: USS ENGINEERS AND CONSULTANTS.
Resumen no disponible.
PROCEDIMIENTO DE RECOCIDO CONTINUO PARA LA OBTENCION DE LAMINAS DE ACERO REDUCIDAS EN FRIO.
(01/03/1976). Solicitante/s: NIPPON KOKAN KABUSHIKI KAISHA.
Resumen no disponible.
PROCEDIMIENTO PARA PRODUCIR ACEROS DE BAJO CONTENIDO EN CARBONO.
(01/02/1976). Solicitante/s: ARMCO STEEL CORPORATION.
Resumen no disponible.
{kind=link}
{kind=link}