CIP-2021 : B28B 21/00 : Procedimientos o máquinas especialmente adaptados para la fabricación de objetos de forma tubular.
CIP-2021 › B › B28 › B28B › B28B 21/00[m] › Procedimientos o máquinas especialmente adaptados para la fabricación de objetos de forma tubular.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B28B 21/00 hasta B28B 23/00: Métodos, aparatos, o máquinas especialmente adaptados a la fabricación de objetos de forma tubular o de objetos reforzados
B28B 21/02 · por colada en moldes.
B28B 21/04 · · por colada simple, no estando realmente el material ni compactado ni comprimido.
B28B 21/06 · · en moldes, de paredes porosas (B28B 21/26 tiene prioridad; cajas, encofrados o elementos de andamiaje para la construcción de habitaciones enteras, plantas enteras, o edificios enteros in situ E04G 11/02).
B28B 21/08 · · por el sistema de molde poroso o absorbente; Moldes correspondientes.
B28B 21/10 · · utilizando medios de compactado.
B28B 21/12 · · · por compresión o apisonado del material o de los elementos del molde.
B28B 21/14 · · · por vibración, p. ej. de la superficie del material.
B28B 21/16 · · · · de uno o varios elementos del molde.
B28B 21/18 · · · utilizando moldes o machos expansibles o retractables.
B28B 21/20 · · · · utilizando machos inflables, p. ej. dotados de una armadura en el interior de la parte inflable del macho (unión de válvulas a cuerpos elásticos inflables B60C 29/00).
B28B 21/22 · · · utilizando moldes o elementos de machos rotativos.
B28B 21/24 · · · · utilizando cabezas de compactado, rodillos o dispositivos análogos.
B28B 21/26 · · · · · con una cabeza incorporada utilizable como un molde poroso o provista de medios de guiado para el avance del material.
B28B 21/28 · · · · · combinados con vibradores.
B28B 21/30 · · · · Moldeo centrífugo.
B28B 21/32 · · · · · haciendo avanzar el material en el interior de los moldes.
B28B 21/34 · · · · · combinado con vibradores u otros medios adicionales de compactado.
B28B 21/36 · · · haciendo actuar la presión de un fluido o del vacío, sobre el material (combinado con un procedimiento de moldeo en molde poroso o absorbente B28B 21/08).
B28B 21/38 · · · · siendo admitido el material total o parcialmente a presión.
B28B 21/40 · · · · desprendiendo una o varias partes del molde.
B28B 21/42 · por conformado sobre mandriles o superficies de moldeo similares.
B28B 21/44 · · por proyección, p. ej. por pulverización.
B28B 21/46 · · por inmersión.
B28B 21/48 · · por envolvimiento, p. ej. por enrollamiento.
B28B 21/50 · · Detalles de los medios de compresión o de compactado.
B28B 21/52 · por extrusión.
B28B 21/54 · · Elementos para dar forma a las embocaduras, los codos u otros objetos tubulares conformados de manera particular.
B28B 21/56 · por incorporación de refuerzos.
B28B 21/58 · · tubos de acero.
B28B 21/60 · · refuerzos pretensados.
B28B 21/62 · · · sobre el contorno.
B28B 21/64 · · · · Dispositivos de enrollamiento.
B28B 21/66 · · · Mástiles de refuerzo.
B28B 21/68 · · y aplicando la fuerza centrífuga.
B28B 21/70 · a partir de elementos preformados.
B28B 21/72 · · Fabricación de tubos con varios codos.
B28B 21/74 · · Fabricación de codos, de embocaduras, de manguitos; Moldes correspondientes (combinados con prensas de extrusión B28B 21/54).
B28B 21/76 · Moldes.
B28B 21/78 · · con medios de calefacción o de enfriamiento, p. ej. envolturas de vapor.
B28B 21/80 · · concebidos para el moldeo centrífugo o rotativo.
B28B 21/82 · · constituidos de varios elementos; Moldes múltiples; Moldes de elementos regulables.
B28B 21/84 · · · Moldes con uno o varios elementos pivotantes.
B28B 21/86 · Machos (en general B28B 7/00).
B28B 21/88 · · regulables, desmontables o expandibles (utilizando machos inflables B28B 21/20).
B28B 21/90 · Métodos o aparatos para la eyección de los objetos después de la conformación.
B28B 21/92 · Métodos o aparatos para el tratamiento final o el remoldeo.
B28B 21/94 · · para la impregnación o el revestimiento mediante la aplicación de líquidos o semilíquidos.
B28B 21/96 · · para el alisado, el apisonado con el rodillo de puntas, el impresionado en relieve o para quitar las rebabas.
B28B 21/98 · · para el remoldeo, p. ej. por medio de moldes de remoldeo.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de fabricación de un recipiente de vidrio.
(03/07/2019) Procedimiento de fabricación de un recipiente que comprende una pared de vidrio que delimita una cavidad de acogida para un producto cosmético, por ejemplo un perfume corporal, dicha pared de vidrio que presenta una cara interna situada enfrente de dicha cavidad de acogida, dicho procedimiento estando caracterizado porque comprende una etapa de recubrimiento de al menos una fracción de dicha cara interna por un material vítreo elaborado según un procedimiento sol-gel, de tal manera que dicho material vítreo recubre dicha fracción de la cara interna según una masa superficial que no excede 70 g/m2, la etapa…
Procedimiento de fabricación de un recipiente de vidrio y recipiente correspondiente.
(12/06/2019). Solicitante/s: Verescence France. Inventor/es: WAGNER CHRISTOPHE.
Procedimiento de fabricación de un recipiente que comprende una pared de vidrio que delimita una cavidad de acogida para un producto cosmético, por ejemplo un perfume corporal,), dicha pared de vidrio que presenta una cara interna situada enfrente de dicha cavidad de acogida, dicho procedimiento estando caracterizado porque comprende una etapa de recubrimiento de al menos una fracción de dicha cara interna por un material vítreo elaborado según un procedimiento sol-gel, de tal manera que dicho material vítreo recubre dicha fracción de la cara interna según una masa superficial que no excede 70 g/m2, dicho procedimiento comprendiendo, previamente a dicha etapa de recubrimiento, una etapa de provisión o de fabricación de dicho recipiente ,una etapa de recubrimiento que comprende una operación de depósito, de dicha fracción de dicha cara interna , con una capa de un sol que incluye al menos un precursor de matriz híbrida permitiendo obtener una red híbrida órganomineral.
PDF original: ES-2745586_T3.pdf
Procedimiento de fabricación de un recipiente de vidrio y recipiente correspondiente.
(16/05/2018). Solicitante/s: Verescence France. Inventor/es: WAGNER CHRISTOPHE.
Procedimiento de fabricación de un recipiente que comprende una pared de vidrio que delimita una cavidad de acogida, dicho recipiente estando concebido para contener un perfume corporal en dicha cavidad , dicha pared de vidrio que presenta una cara interna situada enfrente de dicha cavidad de acogida, dicho procedimiento estando caracterizado porque comprende una etapa de recubrimiento de al menos una fracción de dicha cara interna por un material vítreo elaborado según un procedimiento sol-gel, de tal manera que dicho material vítreo recubre dicha fracción de la cara interna según una masa superficial que no excede 70 g/m2, dicho material vítreo que incluye pigmentos dispersados en su seno, dicho procedimiento comprendiendo, previamente a dicha etapa de recubrimiento, una etapa de provisión o de fabricación de dicho recipiente.
PDF original: ES-2675894_T3.pdf
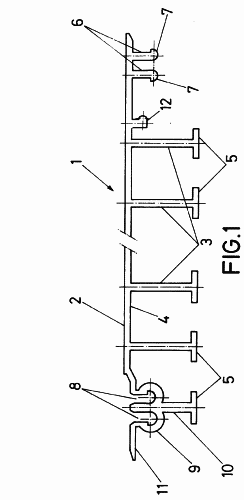
DISPOSITIVO PARA PROTECCION DE SUPERFICIES, ESPECIALMENTE DE HORMIGON.
(16/06/1990). Ver ilustración. Solicitante/s: DE LA MORA LEBLANC, MIGUEL.
DISPOSITIVO PARA PROTECCION DE SUPERFICIES, ESPECIALMENTE DE HORMIGON, CARACTERIZADO PORQUE SE CONSTITUYE MEDIANTE PERFILES AUTOENSAMBLABLES DE PVC O SIMILAR, QUE PRESENTAN FORMA LAMINAR Y QUE INCLUYEN POR UNA DE SUS CARAS UNA PLURALIDAD DE PATAS DESTINADAS A QUEDAR INTRODUCIDAS EN EL HORMIGON, PREVIAMENTE AL FRAGUADO.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS MAQUINAS VIBROCOMPRESORAS DE HORMIGON PARA MOLDEAR PIEZAS.
(16/09/1978). Solicitante/s: CANALS RIBATALLADA, S.A..
PROCEDIMIENTO PARA ACTUACION DE LOS MECANISMOS QUE GUIAN Y MUEVEN EL MOLDE Y CONTRAMOLDE EN MAQUINAS VIBROCOMPRESORAS DE HORMIGON. CONSISTEN CADA UNO DE ELLOS EN DOS BIELAS ORTOGONALES Y FIJAS A SENDOS EJES DE GIRO (18') Y (12') TRANSVERSALES AL PLANO DE MOLDES. EL MECANISMO INFERIOR ES ACTUADO POR UN EMBOLO NEUMATICO DE DOBLE EXPANSION, LA PRIMERA MUY LENTA PARA PRODUCIR EL DESMOLDEO Y LA SEGUNDA MAS RAPIDA PARA FACILITAR LA SEPARACION DEL MOLDE . EL MECANISMO SUPERIOR ARTICULADO CON LA PALANCA QUE MUEVE EL CONTRAMOLDE , TIENE UNA DE LAS PALANCAS MAS LARGA, CON UN DIENTE QUE SE CORRESPONDE CON LA PROTUBERANCIA , LO QUE PERMITE, EN SU POSICION MAS BAJA, UN CIERRE DEL CONTRAMOLDE SOBRE EL MOLDE.
{kind=link}