CIP-2021 : B21D 35/00 : Procedimientos que combinan los métodos de tratamiento incluidos en los grupos B21D 1/00 - B21D 31/00 (B21D 21/00 tiene prioridad).
CIP-2021 › B › B21 › B21D › B21D 35/00[m] › Procedimientos que combinan los métodos de tratamiento incluidos en los grupos B21D 1/00 - B21D 31/00 (B21D 21/00 tiene prioridad).
Notas[t] desde B21 hasta B32: CONFORMACION
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA DOBLAR CON PRECISION UNA HOJA DE MATERIAL Y HOJA RANURADA OBTENIDA POR ESTE PROCEDIMIENTO.
(01/12/2006). Ver ilustración. Solicitante/s: INDUSTRIAL ORIGAMI, INC. Inventor/es: DURNEY, MAX, W.
Un método de hendir y doblar una hoja de material deformable elástica y plásticamente incluyendo los pasos de: formar dos segmentos alargados hendidos a través de la hoja de material caracterizado porque cada hendidura está descentrada lateralmente en lados opuestos de una línea de doblado deseada y está desplazada longitudinalmente con relación a la otra hendidura a lo largo de dicha línea de doblado ; formar un segmento hendido que se extiende transversalmente de manera que se extienda entre los dos segmentos alargados hendidos a través de la línea de doblado ; y doblar dicha hoja de material alrededor de un fulcro virtual alineado con dicha línea de doblado para producir deformación plástica y elástica de dicha hoja de material a lo largo de dicha línea de doblado.
PROCEDIMIENTO PARA LA FABRICACION DE UNA CHAPA DE SOPORTE PARA UNA CARROCERIA DE AUTOMOVIL ASI COMO PREFORMA PARA UNA CHAPA DE SOPORTE.
(16/05/2006) Procedimiento para la fabricación de una chapa de soporte para una carrocería de automóvil que está conformada de material plano y que está compuesta de dos secciones de pared lateral verticales y una sección de pared central , dado el caso en diagonal, que une por un lado las secciones de pared lateral, que se curvan entre sí aproximadamente en ángulo recto, en el que las secciones de brida se curvan hacia fuera en los cantos laterales e inferiores libres de las secciones de pared, y en el que se conforman las secciones de brida continuamente en los cantos inferiores, con las siguientes etapas de procedimiento: - En primer lugar, se conforman dos cavidades alargadas, aproximadamente triangulares en el material plano sin que se produzca una reducción del grosor del material dentro y fuera…
PROCEDIMIENTO PARA FABRICAR COJINETES CON COLLAR.
(01/12/2005). Ver ilustración. Solicitante/s: FEDERAL-MOGUL WIESBADEN GMBH. Inventor/es: AUBELE, EDWIN.
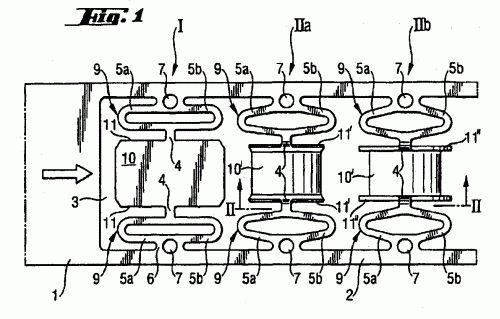
SE DESCRIBE UN PROCEDIMIENTO PARA LA ELABORACION DE COJINETES CON COLLAR, DONDE LA PLETINA SE ESTAMPA BAJO LA FORMACION DE AL MENOS DOS TRAMOS DE SOPORTE Y DILATACION (9,9'), A TRAVES DE LOS CUALES LA PLETINA PERMANECE UNIDA DURANTE LA CONFORMACION CON LA BANDA O LA PLETINA ADYACENTE. DESPUES DE LA TERMINACION DE LA CONFORMACION SE SEPARA EL COJINETE CON COLLAR EN LOS TRAMOS DE SOPORTE Y DILATACION (9,9'). SE DESCRIBE TAMBIEN UN DISPOSITIVO PARA CONFORMADO DE PLETINAS, QUE MUESTRA UN ESTAMPADO EN MATRIZ Y UN FARDO DE CONFORMADO ASI COMO SOBRE AMBAS CARAS RESPECTIVAMENTE UN CURSOR, QUE PUEDE SER DESPLAZABLE PARA LA FORMACION DE COLLAR.
METODO DE FORMACION CONTINUA DE UNA BARRA ESTABILIZADORA.
(01/11/2005). Ver ilustración. Solicitante/s: MERITOR SUSPENSION SYSTEMS COMPANY INC. Inventor/es: FADER, JOSEPH, SALIM, MUHAMMED.
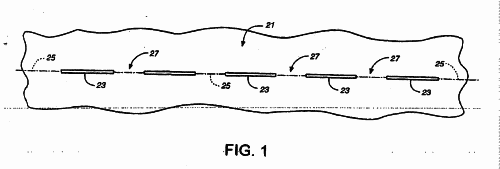
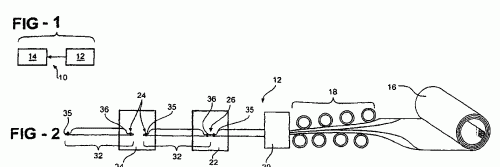
Método de formación continua de una barra estabilizadora que comprende las siguientes etapas: a) se conforma mediante rodillos una bobina de hoja metálica para obtener un tubo continuo; b) se aplana una primera parte del tubo continuo; c) se cizalla el tubo continuo por la primera parte y se define un primer extremo ; d) se aplana una segunda parte del tubo continuo; e) se cizalla el tubo continuo por la segunda parte definiendo un segmento final de longitud unidad con un segundo extremo opuesto al primer extremo; y f) se deforma el segmento final de longitud unidad para obtener una barra estabilizadora.
MAQUINA ESTAMPADORA EN CALIENTE.
(01/07/2005) 1. "Máquina estampadora en caliente" del tipo destinado a la fabricación a partir de barras de latón, de piezas de pequeño tamaño siendo estas piezas rectas y de configuración tubular utilizadas generalmente en grifería y otras aplicaciones afines caracterizada esencialmente por presentar tres partes diferenciables, la primera una sección de recepción y calentamiento de la materia prima, la segunda una sección de corte y manipulación del taco cortado y la tercera una sección de estampado propiamente dicha. 2. "Máquina estampadora en caliente" según reivindicación anterior, caracterizada porque en la sección de recepción y calentamiento se dispone un horno de gas de planta rectangular, abierto por un costado donde se ubica una plataforma de carga con una ligera…
METODO DE TRABAJO DE CONFORMACION EN PRENSA DE UN MATERIAL DE CHAPA Y APARATO DE CONFORMACION EN PRENSA QUE USA EL MISMO.
(16/10/2004). Solicitante/s: DENSO CORPORATION. Inventor/es: NISHIDA, TERUMI, FUKUYAMA, HIDEKI.
DE ACUERDO CON LA INVENCION, EN UNA UNIDAD DE TROQUEL DE UNA PRENSA QUE REALIZA UNA PLURALIDAD DE PASOS DE PRENSADO SOBRE UN MATERIAL EN FORMA DE BANDA CONTINUA , SE DISPONE UN PAR DE TROQUELES ESTACIONARIOS Y UN PAR DE TROQUELES MOVILES . EN CADA PAR DE TROQUELES , SE DISPONE UNA PLURALIDAD DE PERFORADORES (31C, 32A, 32B, 33A-33E) Y DE TROQUELES (31A, 31B, 32C, 34A-34E), Y AL MENOS UNA PARTE DE LOS PERFORADORES (32B, 33B, 33D) O DE LOS TROQUELES (34D) SON DESCENDIDOS O ELEVADOS DE MANERA QUE SEAN UTILIZADOS O NO UTILIZADOS. COMBINANDO EL AJUSTE POSICIONAL DE LOS TROQUELES MOVILES Y EL INCREMENTO O EL DECREMENTO EN EL NUMERO DE PERFORADORES Y DE TROQUELES PARA REALIZAR EL PROCESO DE PRENSADO SE COMPLETA UNA PLURALIDAD DE PASOS DE PRENSADO PARA UN PRODUCTO PRENSADO CON UNA UNIDAD DE TROQUEL DE PRENSADO SIMPLE INCLUSO CUANDO LA LONGITUD (M) DEL PRODUCTO PRENSADO CAMBIA A DIFERENTES TIPOS.
PROCEDIMIENTO PARA EL TROQUELADO DE UNAS GUIAS METALICAS PARA CAJONES.
(16/07/2004). Ver ilustración. Solicitante/s: DONATIELLO, GAETANO. Inventor/es: DONATIELLO, GAETANO.
PROCESO PARA CORTAR LAS GUIAS METALICAS DE CAJONES, CONCRETAMENTE LAS GUIAS METALICAS DE LOS LLAMADOS CAJONES "AUTOCERRANTES", MEDIANTE UNA MAQUINA DE TRANSMISION. CONSTA AL MENOS DE UNA FASE DE CORTE A PARTIR DE UNA BANDA PARA QUE MOLDEE LOS PERFILES DE UNA FORMA PREVIA , UNA FASE DE SEPARACION DE LA CITADA FORMA PREVIA A PARTIR DE LA BANDA MENCIONADA PARA MOLDEAR UNA FORMA PREVIA PLANA UNICA RECTANGULAR ALARGADA ADECUADA PARA PRODUCIR UN CONJUNTO CON DOS GUIAS DEL LADO DERECHO E IZQUIERDO OPUESTAS DE UN CAJON, CON FASES ADICIONALES DE MOLDEADO Y FORMACION DE LA CITADA FORMA PREVIA PLANA EN DOS PARTES EN Z ENFRENTADA UNA A LA OTRA COMO EN UN ESPEJO AL TIEMPO QUE SE UNEN EN UN PUNTO CENTRAL, Y UNA FASE DE SEPARACION MEDIANTE EL CORTE DE LAS DOS PARTES CITADAS PARA FORMAR DOS GUIAS QUE TENGAN UNA SECCION TRANSVERSAL BASICAMENTE EN Z CON UNA RAMPA INCLINADA EN UNA ZONA TERMINAL (12A).
PROCEDIMIENTO PARA LA REALIZACION DE ESCOBILLAS PARA LIMPIAPARABRISAS.
(01/04/2002). Solicitante/s: SOCIETE NOISEENNE OUTILLAGE DE PRESSE S.N.O.P. SA. Inventor/es: COMBES, PATRICE.
SEGUN ESTE PROCEDIMIENTO SE FORMA EN PLANO SOBRE LA BANDA UNA SUCESION DE DESBASTES DE MONTURA PARALELOS, ESTANDO ESTOS DESBASTES CONECTADOS ENTRE SI CON LOS BORDES (10{SUB,1}, 10{SUB,2}) DE LA BANDA POR PUENTES DE METAL , SE CURVA EL DESBASTE PARA DARLE EN CORTE LA FORMA GENERAL DE UNA U CUYOS BORDES (18{SUB,1} ESTAN PERPENDICULARES A LA BANDA DE METAL, SE HACE PIVOTAR DE 90 (GRADOS) LOS DESBASTES CURVADOS A LA ALTURA DE LOS PUENTES PARA COLOCAR LOS BORDES DEL DESBASTE PARALELAMENTE A LA BANDA DE METAL, SE COLOCA UN EJE DE ENGANCHE SOBRE CADA DESBASTE DE MONTURA MIENTRAS QUE SE ENCUENTRA EN ESTA POSICION, SE HACE PIVOTAR DE NUEVO LA MONTURA PARA VOLVER A COLOCAR LOS BORDES DEL DESBASTE PERPENDICULARMENTE A LA BANDA DE METAL Y SE REALIZA EL ENGASTADO FINAL DEL EJE.
METODO Y DISPOSITIVO PARA LA FABRICACION DE PIEZAS ESTAMPADAS.
(16/02/2000). Ver ilustración. Solicitante/s: ZF FRIEDRICHSHAFEN AKTIENGESELLSCHAFT FEINTOOL INTERNATIONAL HOLDING AG. Inventor/es: SKRABS, ALFRED, GRIMM, WILLY.
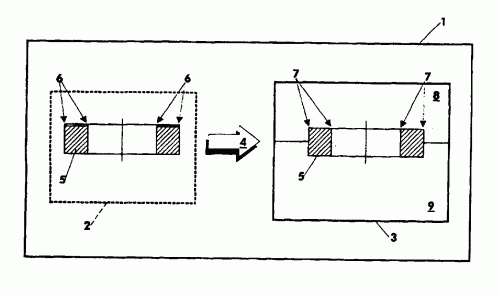
LA INVENCION SE REFIERE A UN METODO PARA FABRICAR PIEZAS ESTAMPADAS, EN PARTICULAR LAMINAS, QUE CONSTA SOLAMENTE DE DOS ETAPAS. EN UNA PRIMERA ETAPA, LA PIEZA ES ESTAMPADA DENTRO DE UN DISPOSITIVO EN UNA FASE DE CORTE DE PRECISION Y, A CONTINUACION, ES ENVIADA A UNA FASE DE TROQUELADO MEDIANTE UNAS TENAZAS DE TRANSFERENCIA ALOJADAS EN EL DISPOSITIVO . EN LA SEGUNDA ETAPA Y EN LA FASE DE TROQUELADO , QUE TAMBIEN SE ENCUENTRA EN EL INTERIOR DEL DISPOSITIVO , SE ESTAMPAN LOS PERFILES INTERIOR Y EXTERIOR SOBRE LA PIEZA DE TAL FORMA QUE LAS POSIBLES REBABAS APARECIDAS EN LA PIEZA DURANTE LA PRIMERA ETAPA DEL METODO QUEDEN REDONDEADAS.
(01/03/1997) LA INVENCION SE REFIERE A UNA INSTALACION DE PRENSAS CON UN BASTIDOR COMPUESTO DE STAND DE PRENSAS, MESA DE PRENSADO Y PIEZA CABEZAL. LAS PIEZAS DE PRENSADO ESTAN UNIDAS DE FORMA RIGIDA UNAS CON OTRAS POR MEDIO DE ANCLAJES DE SUJECION, CON EMPUJADORES PARA LA CONVERSION Y UN EQUIPO DE TRANSMISION PARA EL MOVIMIENTO DE LA PIEZA DE TRABAJO ENTRE LAS ETAPAS DE TRABAJO ASI COMO MEDIOS DE ACCIONAMIENTO PARA LA GENERACION DEL MOVIMIENTO DEL EMPUJADOR Y EQUIPOS DE TRANSMISION DONDE PARA REDUCIR ESENCIALMENTE LOS COSTOS DE INVERSION Y ACCIONAMIENTO, SE PROPONE UNA COMBINACION CON LAS SIGUIENTES CARACTERISTICAS: MPUJADOR SE EXTIENDE A TRAVES DE MULTIPLES…
TUBO-CUERPO DE COLUMNA DE DIRECCION PARA VEHICULO AUTOMOVIL.
(16/07/1994). Solicitante/s: NACAM. Inventor/es: BLAIS, JEAN RENE, SEVAULT, BERNARD.
LA PRESENTE INVENCION SE REFIERE A UN TUBO-CUERPO DE COLUMNA DE DIRECCION PARA VEHICULO AUTOMOVIL QUE ESTA REALIZADO A PARTIR DE UNA SOLA Y MISMA CHAPA, EN LA QUE ESTAN DISPUESTAS DOS PATILLAS DE FIJACION DELANTERAS CON LAS DOS PATILLAS DE FIJACION TRASERAS Y UN TUBO A PARTIR DE UN CORTE DE PIEZA DE ESTA CHAPA. LOS ELEMENTOS DEL CORTE ESTAN ENROLLADOS DE MANERA A ACERCAR SUS BORDES DE MODO A REALIZAR ESTE TUBO , QUE POSEE UNA ABERTURA DELANTERA Y UNA ABERTURA TRASERA , QUE CONSTITUYEN CON EL TUBO UNA SOLA Y MISMA PIEZA MONOBLOQUE, CONECTANDO UN BRAZO DE ENLACE EL ELEMENTO DELANTERO CON EL ELEMENTO TRASERO . APLICACION A LOS VEHICULOS AUTOMOVILES.
(16/01/1994). Solicitante/s: USM U. SCHAERER SOEHNE AG. Inventor/es: SCHERRER, KURT.
ELEMENTO DE UNION PARA UNIR UNA PIEZA CON OTRA TIENE VARIOS CASQUILLOS ENTRANDO EL SALIENTE DE UN CASQUILLO EN EL REBAJE DEL OTRO CASQUILLO . LOS CASQUILLOS SE APOYAN EN UNA PARED INTERIOR DEL TUBO A FIJAR EN UN CUERPO DE UNION . SE ATORNILLA UN TORNILLO TENSOR EN UNA ROSCA DEL CUERPO DE UNION . ELLO TENSA LOS CASQUILLOS ENTRE SI, ENTRANDO MAS LOS SALIENTES EN LOS REBAJES LO QUE PROVOCA QUE ENGRUESA EL PERIMETRO DE LOS CASQUILLOS HASTA QUE ESTEN FIJAMENTE APRETADOS CONTRA LA PARED INTERIOR. LOS CASQUILLOS SE MANTIENEN EN LINEA Y ESTAN UNIDOS POR SU DENTADO. LOS CASQUILLOS SON ESTAMPADOS DE CINTAS DE ACERO Y DESPUES MOLDEADOS DE FORMA CILINDRICA. EL ELEMENTO DE UNION SE PUEDE UTILIZAR PARA CONSTRUIR ESTANTERIAS, CONSTRUCCIONES TUBULARES, ETC. IGUALMENTE SE PUEDEN UTILIZAR COMO TACOS, PERMITIENDO LA UNION FIJA DE LOS CASQUILLOS CON EL TORNILLO TENSOR, UN MONTAJE SENCILLO.
UTIL DE PRENSA PARA INSTALACIONES DE EMBUTIDO.
(01/12/1992). Solicitante/s: A2C GROUPE PRATIC-ADEMVA. Inventor/es: LAVOREL, GERARD.
ESTE UTIL TIENE UN MEDIO DE CORTE EN UNA BANDA ALIMENTADA LONGITUDINALMENTE DE UN COSPEL A EMBUTIR ; ESTOS MEDIOS ESTAN CONSTITUIDOS POR UN PUNZON INFERIOR FIJO , LLEVADO POR LA TABLA DE LA PRENSA Y UNA MATRIZ SUPERIOR VERTICALMENTE MOVIL, NORMALMENTE SITUADA ENCIMA DEL PUNZON Y DESTINADA A SER DESPLAZADA EN DIRECCION DE ESTE PUNZON , MEDIOS DE CORTE CONSTITUIDOS POR UNA CIZALLA, QUE PRESENTA UNA CUCHILLA FIJA , LLEVADA POR EL SOPORTE DEL PUNZON , Y OTRA MOVIL , LLEVADA POR LA MATRIZ, UN DISPOSITIVO DE TRANSFERENCIA DEL COSPEL CORTADO , PREEMBUTIDO O EMBUTIDO, DEL PUESTO AL PUESTO SIGUIENTE Y MEDIOS PARA LEVANTAR CADA COSPEL CORTADO HASTA EL NIVEL DEL DISPOSITIVO DE TRANSFERENCIA.
RECUBRIMIENTO DE PIEZAS DE MONTAJE Y DISPOSITIVO PARA SU FABRICACION.
(01/07/1992). Solicitante/s: PELZER, HELMUT. Inventor/es: PELZER, HELMUT.
PARA CREAR UN RECUBRIMIENTO DE PIEZAS DE MONTAJE, PIEZAS DE CARROCERIA O SEMEJANTES DE VEHICULOS, ESPECIALMENTE DE ELEMENTOS FONOABSORBEDORES PARA LA PRODUCCION CONTRA LA CARGA TERMICA ALTA A TRAVES DE PIEZAS DE CATALIZADOR O SEMEJANTES, QUE CONTA DE UNA LAMINA DE ALUMINIO, QUE POR UN LADO ES EFICAZ COMO REFLECTOR PARA LOS RAYOS DE CALOR, POR OTRO LADO, NO OBSTANTE ES PERMEABLE PARCIALMENTE DE LA ONDA SONORA, ASI QUE EL FONOABSORBEDOR, QUE SE ENCUENTRA DEBAJO EN FORMA DE PIEZAS DE MONTAJE O SEMEJANTES SE QUEDAN EFICACES ACUSTICAMENTE, SE PRESENTA QUE LA LAMINA DE ALUMINIO SE PERFORA Y SE PERFILA TAMBIEN.
PERFECCIONAMIENTOS EN LOS SISTEMAS PARA TRABAJAR MATERIAL EN HOJA.
(16/12/1984). Solicitante/s: LEFILS,MICHEL.
SISTEMA PARA TRABAJAR MATERIAL EN HOJA.COMPRENDE TANTOS PUNZONES COMO OPERACIONES A EFECTUAR. CADA PUNZON ESTA MONTADO ENFRENTADO A UNA MATRIZ PARA FORMAR UN PUESTO DE TRABAJO, SIENDO MONTABLES LOS DIFERENTES PORTAPUNZONES Y MATRICES RESPECTIVAMENTE EN UNA MISMA SUELA SOLIDARIZABLE DE LA MANDIBULA SUPERIOR DE UNA PRENSA Y EN UN MISMO BASTIDOR SOLIDARIZABLE DE LA MANDIBULA INFERIOR DE DICHA PRENSA. ES POSIBLE ADAPTAR LA SEPARACION DE LOS PUNZONES AL PASO DE AVANCE PARTICULAR PARA LA PIEZA FABRICADA.DE APLICACION EN TRABAJOS DE CHAPA METALICA.
NUEVO PROCEDIMIENTO DE OBTENCION DE COLLARETES EN TUBOS.
(16/03/1984). Solicitante/s: STANDARD ELECTRICA, S.A..
PROCEDIMIENTO DE OBTENCION DE COLLARETES EN TUBOS.SE DEFORMA POR PRESION EL TUBO, A FIN DE QUE LA PARED DEL MISMO ACCIONA LAS CABEZAS (R) DE UNOS PUNZONES , PREVIAMENTE INTRODUCIDOS EN EL ANIMA DE DICHO TUBO . LAS CABEZAS DE LOS PUNZONES PRODUCEN EL DESPLAZAMIENTO DE ESTOS, CUYO EXTREMO OPUESTO (A) PERFORA LA PARED DEL TUBO, Y CUYO CUERPO (B) LA EMBUTE. EN UNA SEGUNDA FASE, SE DEFORMA DE NUEVO EL TUBO PARA CONSEGUIR SU FORMA ORIGINAL, EXTRAYENDO DE EL LOS PUNZONES. EN UNA TERCERA FASE, SE CORRIGE LA DEFORMACION PRODUCIDA EN LA SEGUNDA, SE CALIBRANLOS COLLARETES PARA CONSEGUIR LAS MEDIDAS ADECUADAS, Y SE CONFORMA EL TUBO A SU FORMA FINAL.
MEJORAS INTRODUCIDAS EN EL PROCESO DE CONSTRUCCION DE TANQUES CONTENEDORES ESFERICOS.
(01/04/1976). Solicitante/s: TALLERES SAN MIGUEL, S. A.
PROCEDIMIENTO DE CONSTRUCCION DE TANQUES ESFERICOS. SE BASA PRINCIPALMENTE EN EL CORTE DE LA CHAPA EN PLANO, Y EN SU POSTERIOR ABOMBADO. EL CORTE DE LAS CHAPAS PARA OBTENER LAS PIEZAS ZONALES Y DE ECUADOR SE HACE SEGUN SILUETAS, PARA LO QUE PREVIAMENTE SE PREPARAN GALIBOS O PLANTILLAS QUE REFLEJAN LA MISMA SEGUN LA ZONA QUE VAYA A OCUPAR; OBTENIDA LA PRIMERA PAREJA DE GEMELAS, SE CONFORMA DE ACUERDO CON EL DIAMETRO TEORICO DE LA ESFERA Y SE CONOCEN LAS VARIACIONES PRODUCIDAS POR TAL OPERACION, MODIFICANDO LA SILUETA DE PARTIDA Y LOS GALIBOS DE CORTE, PARA CONSEGUIR LAS PIEZAS DEFINITIVAS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}