CIP-2021 : H01B 13/14 : por extrusión.
CIP-2021 › H › H01 › H01B › H01B 13/00 › H01B 13/14[2] › por extrusión.
H ELECTRICIDAD.
H01 ELEMENTOS ELECTRICOS BASICOS.
H01B CABLES; CONDUCTORES; AISLADORES; ,o EMPLEO DE MATERIALES ESPECIFICOS POR SUS PROPIEDADES CONDUCTORAS, AISLANTES O DIELECTRICAS (empleo por las propiedades magnéticas H01F 1/00; guías de ondas H01P).
H01B 13/00 Aparatos o procedimientos especialmente adaptados para la fabricación de conductores o cables.
H01B 13/14 · · por extrusión.
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO PARA FORRAR UN ANIMA DE UNOS CONDUCTORES ELECTRICOS.
(01/12/1993). Solicitante/s: ROSENDAHL MASCHINEN-GESELLSCHAFT M.B.H.. Inventor/es: SEIBERT, GERHARD.
DISPOSITIVO PARA FORRAR UN ANIMA (CONDUCTORES ELECTRICOS) CON UN REVESTIMIENTO PRESENTANDO DOS CAPAS O TIRAS DIFERENTES MATERIALES MONOCROMATICOS. EL MECANISMO PRESENTA DOS CANALES DE ALIMENTACION PARA EL MATERIAL PLASTIFICADO SEPARADO ENTRE SI Y DOS SALIDAS TRANSVERSALES DE MATERIAL PLASTIFICADO ASENTABLES EN EL ANIMA A REVESTIR. LAS SALIDAS TRANSVERSALES SE COMUNICAN CON LOS CANALES DE ALIMENTACION POR DISTRIBUIDORES. PARA NO TENER QUE REALIZAR UNA LIMPIEZA DEL CANAL DEL MECANISMO DE DISTRIBUCION EN UN PROCESO DE CAMBIO DE COLOR O DE MATERIA, EL MECANISMO DE DISTRIBUCION PRESENTA FORMA DE CARTUCHO , DISPONE DE UNA CARCASA QUE GIRA ENTRE DOS POSICIONES FINALES Y TIENE CANALES EXTERIORES A LOS CANALES DE ALIMENTACION PARA EL MATERIAL PLASTIFICADO. CADA CANAL DE GUIA DEBE COMUNICARSE CON LAS SALIDAS TRANSVERSALES DE MATERIA PLASTIFICADA PARA ALTERNAR Y ORIENTAR LOS ANGULOS SIMILARES EN EL LADO EXTERIOR DEL CARTUCHO.
CABEZAL PERFECCIONADO PARA MAQUINAS DE EXTRUSION.
(01/11/1985). Solicitante/s: MECANISMOS AUXILIARES INDUSTRIALES, S.A..
CABEZAL PERFECCIONADO PARA MAQUINAS DE EXTRUSION. CONSTA DE: DOS PIEZAS SOPORTE Y QUE ESTAN UNIDAS ENTRE SI MEDIANTE SISTEMAS CONVENCIONALES Y ACOPLADAS A SENDAS MAQUINAS EXTRUSIONADORAS PRESENTANDO LA PIEZA SOPORTE UN TALADRO CONICO A TRAVES DEL CUAL SE INTRODUCE LA MATERIA PLASTICA PROCEDENTE DE LA MAQUINA DE EXTRUSIONAR Y QUE DESEMBOCA EN UNA CAMARA CILINDRICA QUE QUEDA BORDEANDO A UNA PORCION DE LA BOQUILLA QUE ESTA SITUADA EN UNA POSICION PERPENDICULAR AL EJE IDEAL DE LA CAVIDAD ; PRESENTANDO LA BOQUILLA EN SU ZONA MAS SUPERIOR UNA CONFIGURACION CILINDRICA QUE SE PROLONGA EN OTRA PORCION DE MENOR DIAMETRO PARA FINALIZAR EN LA ZONA CONICA Y ESTANDO DOTADA LA MITAD INFERIOR DE LA BOQUILLA DE UNA SERIE DE ENTALLADURAS VERTICALES Y QUE QUEDA APOYADA POR SU PORCION CONICA SOBRE LA HILERA.
DISPOSITIVO DE EXTRUSION DE MATERIAL AISLANTE RETICULADO.
(01/11/1983). Solicitante/s: SOCIETE INDUSTRIELLE DE LIAISONS ELECTRIQUES (SILE.
DISPOSITIVO DE EXTRUSION DE MATERIAL AISLANTE RETICULADO.CONSTA DE UN CUERPO DE EXTRUSORA AL CUAL HACE GIRAR UN MOTOR , PARA DIRIGIR UNA MEZCLA DESEADA , CONTENIDA EN UNA TOLVA , HACIA LA SALIDA DE LA EXTRUSORA Y, DESPUES, HACIA UN CABEZAL DE EXTRUSION . DE ESTE MODO, SE REVISTE UN CABLE CON EL PRODUCTO RETICULABLE ANTES DE PASAR A UN HORNO DE RETICULACION .ESPECIALMENTE APLICABLE PARA RECUBRIR DE AISLANTE UN CABLE ELECTRICO.
UN PROCEDIMIENTO PARA PREPARAR UN ALAMBRE AISLADO CONSTITUIDO POR UN CONDUCTOR ELECTRICO RECUBIERTO DE UNA COMPOSICION POLIMERA ELECTRICAMENTE AISLANTE.
(01/08/1983). Solicitante/s: RAYCHEM CORPORATION.
PROCEDIMIENTO PARA PREPARAR UN ALAMBRE AISLADO CONSTITUIDO POR UN CONDUCTOR ELECTRICO RECUBIERTO DE UNA COMPOSICION POLIMERA, ELECTRICAMENTE AISLANTE. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA ADECUADAMENTE UN ALAMBRE CONDUCTOR DE LA ELECTRICIDAD; SEGUNDA, SE PREPARA UNA COMPOSICION POLIMERA RETICULABLE, ELECTRICAMENTE AISLANTE, QUE COMPRENDE UN POLIMERO FLUOROCARBONADO CON UN PUNTO DE FUSION DE AL MENOS 200 GRADOS; TERCERA, SE EXTRUYE EN FUSION, EN TORNO A DICHO CONDUCTOR ELECTRICO, UN RECUBRIMIENTO FORMADO POR DICHA COMPOSICION POLIMERA RETICULABLE; Y POR ULTIMO, SE RETICULA DICHO RECUBRIMIENTO POLIMERO EXTRUIDO MEDIANTE SU EXPOSICION A UNA RADIACION Y EN PRESENCIA DE AL MENOS UN AGENTE RETICULANTE POR RADIACION.
PROCEDIMIENTO PARA LA FABRICACION DE CABLES ELECTRICOS.
(01/03/1983). Solicitante/s: SOCIETA CAVI PIRELLI S.P.A..
PROCEDIMIENTO PARA LA FABRICACION DE CABLES ELECTRICOS. COMPRENDE LAS SIGUIENTES FASES: PRIMERA, SOBRE EL CONDUCTOR ELECTRICO SE EXTRUSIONA UN AISLANTE FORMADO POR UNA MEZCLA HECHA A BASE DE POLIMEROS APOLARES, RETICULABLE POR PEROXIDOS, Y QUE CONTIENE UN AGENTE DE VULCANIZACION DE AZUFRE; SEGUNDA, SE EXTRUSIONA SOBRE LA CAPA DE MATERIAL DEPOSITADA SOBRE EL CONDUCTOR EN LA FASE ANTERIOR, UNA FUNDA FORMADA POR UNA MEZCLA HECHA A BASE DE POLIMEROS POLARES, RETICULABLE CON AZUFRE, QUE CONTIENE UN SILANO; Y POR ULTIMO, SE REALIZA UNA RETICULACION SIMULTANEA DEL MATERIAL QUE CONSTITUYE EL AISLANTE Y LA FUNDA DEL CABLE A UNA TEMPERATURA DE 200 C Y DURANTE UN TIEMPO COMPRENDIDO ENTRE 2 Y 4 MINUTOS.
PERFECCIONAMIENTOS EN CABLES ELECTRICOS.
(01/02/1983). Solicitante/s: GK TECHNOLOGIES INCORPORATED.
CABLES ELECTRICOS DE ALTA TENSION AISLADOS. EL AISLAMIENTO QUE RODEA AL CONDUCTOR ESTA FORMADO POR UNA MEZCLA DE POLIETILENO Y COPOLIMERO DE ETILENO-PROPILENO EN PROPORCIONES COMPRENDIDAS ENTRE 80:20 Y 20:80, PREFERENTEMENTE ENTRE 60:40 Y 40:60, A LOS QUE SE AÑADE UN ANTIOXIDANTE ADECUADO Y UN AGENTE DE CURADO PEROXIDO PARA OBTENER LA COMPOSICION RETICULADA. ENTRE CABLE Y AISLAMIENTO, Y POR EL EXTERIOR DE ESTE SE COLOCAN CAPAS DE MATERIAL SEMICONDUCTOR, Y SE TERMINA CON UN BLINDAJE METALICO QUE RODEA EL AISLAMIENTO Y UNA CAMISA EXTERIOR SOBRE EL BLINDAJE. EL COPOLIMERO DE ETILENO-PROPILENO ES UN TERPOLIMERO DE ETILENO, PROPILENO Y UN TERCER COMONOMERO.
PROCEDIMIENTO DE EXTRUSION EN CONTINUO Y EN MEDIO CERRADO DE MATERIAL AISLANTE RETICULADO.
(01/02/1983). Solicitante/s: SOCIETE INDUSTRIELLE DE LIAISONS ELECTRIQUES.
PROCEDIMIENTO DE EXTRUSION EN CONTINUO Y EN UN MEDIO CERRADO DE UN MATERIAL AISLANTE RETICULADO. COMPRENDE LAS SIGUIENTES ETAPAS: PRIMERA, SE HACE PASAR UN PRODUCTO AISLANTE RETICULADO POR UNA EXTRUCSORA PROVISTA, A SU SALIDA, DE UN MEDIO DE FILTRACION, HABIENDO SIDO PREVIAMENTE CALENTADO A UNA TEMPERATURA PROXIMA A LA MAXIMA ADMISIBLE PARA EL PRODUCTO, COMPRENDIDA APROXIMADAMENTE ENTRE 200 Y 220 GRADOS, AL OBJETO DE LLEVAR A DICHO PRODUCTO A UN ESTADO LO MAS FLUIDO POSIBLE; SEGUNDA, SE ENFRIA EL PRODUCTO FILTRADO A UNA TEMPERATURA LIGERAMENTE INFERIOR A LA TEMPERATURA DE REACCION DEL AGENTE DE RETICULACION, DEL ORDEN DE 140 A 150 GRADOS; TERCERA, AL PRODUCTO ENFRIADO SE LE INYECTA EL AGENTE DE RETICULACION; Y POR ULTIMO, SE AUMENTA LA TEMPERATURA DEL PRODUCTO Y SE LE EXTRUYE EN UN CABEZAL DE EXTRUSION. DE APLICACION EN LOS RECUBRIMIENTOS AISLANTES DE CABLES ELECTRICOS.
PROCEDIMIENTO PARA LA FABRICACION DE UN AISLAMIENTO NO CARGADO PARA CABLES ELECTRICOS.
(16/05/1982). Solicitante/s: GK TECHNOLOGIES INCORPORATED.
PROCEDIMIENTO PARA LA FABRICACION DE UN AISLAMIENTO NO CARGADO PARA CABLES ELECTRICOS. SE PONEN EN CONTACTO PELLETS POLIMERICOS DEL COPOLIMERO DE ETILENO-PROPILENO Y PELLETS DE POLIETILENO PARA FORMAR UN SISTEMA POLIMERICO QUE TIENE CARACTERISTICAS ELECTRICAS SEMEJANTES A LAS DEL POLIETILENO Y QUE TIENE CARACTERISTICAS FISICAS DE MAYOR TENACIDAD QUE EL COPOLIMERO Y DE MAYOR FLEXIBILIDAD QUE EL POLIETILENO. LOS INGREDIENTES POLIMERICOS SE INTRODUCEN EN UN EXTRUSOR QUE TIENE UN TORNILLO DE ALIMENTACION, MIENTRAS QUE POR LA BOQUILLA DEL EXTRUSOR SE HACE PASAR UN NUCLEO DE UN CABLE ELECTRICO DE ALTA TENSION, EXTRUYENDOSE UNA CAPA DE POLIOLEFINA FLEXIBLE SOBRE DICHO NUCLEO.
PROCEDIMIENTO PERFECCIONADO PARA LA FABRICACION DE HILOS ARROLLABLES AISLADOS POR ESMALTE.
(01/08/1981). Solicitante/s: BECK CO.AG.
PROCEDIMIENTO DE FABRICACION DE HILOS AISLADOS POR ESMALTE. CONSISTE EN EXTRUSIONAR UNA MASA DE POLICONDENSADOS TERMOPLASTICOS, QUE CONTIENEN CETONAS AROMATICAS DE POLIESTER, DE FORMULA: *FORMULA* LA MASA ES CALENTADA A TEMPERATURA ENTRE 390 Y 440 GC, SIENDO INTRODUCIDO POSTERIORMENTE EL HILO, QUE HA SIDO SOMETIDO PREVIAMENTE A UN RECOCIDO DE ABLANDAMIENTO. FINALMENTE EL HILO CON EL ESMALTE ATRAVIESA UNA TOBERA DE SEPARACION, DONDE EL GROSOR DE LA CAPA ES ADAPTADO A NORMAS DIN.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS INSTALACIONES PARA EXTRUSION E INYECCION EN CONTINUO DE PVC.
(16/02/1981). Solicitante/s: MECANISMOS AUXILIARES INDUSTRIALES, S.A..
CABEZAL EXTRUSIONADOR CONICO E INSTALACIONES PARA EXTRUSION E INYECCION EN CONTINIO DE PVC. CONSTA DE UNA RESISTENCIA DE CALENTAMIENTO (10'), TIPO ABRAZADERA, DE UNA POTENCIA ELECTRICA INFERIOR AL SER LA MASA DEL CUERPO COLECTOR MENOR. DE UN HUSILLO DISTRIBUIDOR CONICO, DESTINADO A TRANSFERIR MATERIAL A TRAVES DE LA HOLGURA SUPERFICIAL DE SU FILETEADO, UNIDO POR ROSCADO, AL HUSILLO PRINCIPAL DE PASO FIJO, ALOJADO EN EL CILINDRO , CON INTERPOSICION DE UN CUERPO DISCOIDAL CUYO LATERAL PRESENTA UN PERFIL ABOMBADO SIMETRICO CURVO-CONVEXO, CIRCUNFERENCIAL, SIENDO ESTA PIEZA RECAMBIABLE EN FUNCION DE LAS CARACTERISTICAS DEL MATERIAL TRATADO.
MEJORAS INTRODUCIDAS EN EL PROCEDIMIENTO DE FABRICACION DE CABLES TELEFONICOS CON CONDUCTORES MULTIPLES.
(16/03/1978). Solicitante/s: CABLES DE COMUNICACIONES, S.A..
METODO DE FABRICACION DE AISLAMIENTOS EXPANDIDOS PARA CABLES TELEFONICOS MULTIPLES. LAS TRES ETAPAS QUE LO CONSTITUYEN SON: PREMEZCLA DE LOS CONSTITUYENTES QUE FORMAN EL CONCENTRADO, PREPARACION DEL CONCENTRADO Y EXTRUSION DEL AISLAMIENTO EXPANDIDO. EL MEDIO DISPERSANTE (POLIETILENO, POLICLORURO DE VINILO) SE MEZCLA CON EL AGENTE DE EXPANSION (SULFOHIDRACIDAS O COMPUESTOS AZOICOS), LOS PIGMENTOS EL BIOXIDO DE TITANICO Y LOS AGENTES DE EMPASTE NECESARIOS EN UN TAMBOR ROTATORIO, SIN APORTE DE CALOR Y A TEMPERATURA MENOR DE 80 GRADOS C. ESTA MEZCLA SE TRANSFORMA EN GRANULADO COMPACTO POR EXTRUSION O POR AMASADO A TEMPERATURA MENOR DE 30 GRADOS C. LA FORMACION DEL AISLAMIENTO POR EXTRUSION SE REALIZA CON UNA MEZCLA DEL MATERIAL DE AISLAMIENTO Y ESTE GRANULADO COMPACTO (2-6%) PRECALENTADOR EL HILO CONDUCTOR A 90-110 GRADOS C, PRODUCIENDOSE LA EXPANSION, Y CONTROLANDOLA POR MEDIDA DE LA CAPACIDAD DEL HILO FORMADO.
UN APARATO PARA EXTRUIR UN RECUBRIMIENTO SOBRE UN ALMA DE UN CONDUCTOR ELECTRICO QUE AVANZA.
(16/12/1977). Solicitante/s: BRITISH INSULATED CALLENDER'S CABLES LIMITED.
Resumen no disponible.
INSTALACION DE TRATAMIENTO PARA CONDUCTORES ELECTRICOS AISLADOS.
(16/06/1977). Solicitante/s: MAILLEFER S.A..
Resumen no disponible.
DISPOSITIVO DE CIERRE DE LA EXTREMIDAD DE SALIDA PARA INSTALACIONES DE TRATAMIENTO DE CONDUCTORES ELECTRICOS AISLADOS DE GRAN DIAMETRO.
(16/06/1977). Solicitante/s: MAILLEFER S.A..
Resumen no disponible.
MEJORAS EN LOS CABEZALES DE DOBLE EXTRUSION DE PLASTICO AISLANTE, PARA RECUBRIR CONDUCTORES ELECTRICOS DE ALTA TENSION.
(01/04/1976). Solicitante/s: SAENGER, S.A..
Resumen no disponible.
PERFECCIONAMIENTOS EN LOS CABEZALES DOBLES DE EXTRUSION DE PLASTICO, PARA EL RECUBRIMIENTO AISLANTE DE CONDUCTORES ELECTRICOS DE ALTA TENSION.
(01/04/1976). Solicitante/s: SAENGER, S.A..
Resumen no disponible.
METODO PARA AISLAR SIMULTANEAMENTE UNA PLURALIDAD DE CONDUCTORES ELECTRICOS.
(01/01/1976). Solicitante/s: WESTERN ELECTRIC COMPANY INCORPORATED.
Resumen no disponible.
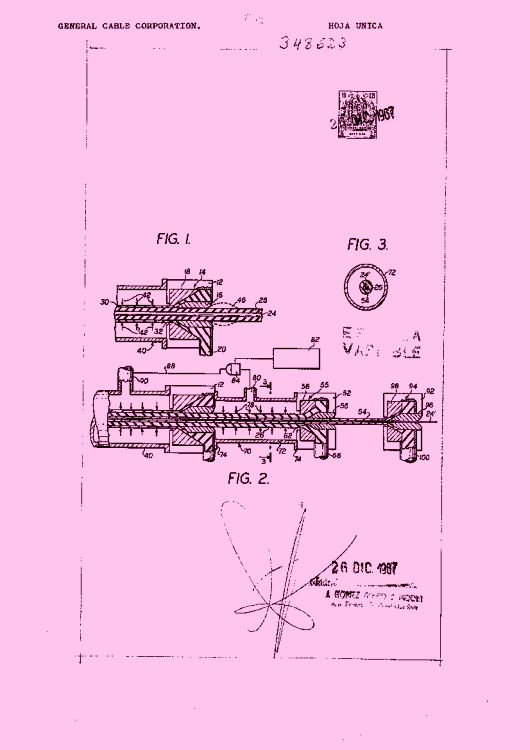
PROCEDIMIENTO Y APARATO PARA REVESTIR UN CONDUCTOR ELECTRICO CON AISLAMIENTO Y CON UNA CAJA PROTECTORA PARA ESTE.
(16/03/1969). Ver ilustración. Solicitante/s: GENERAL CABLE CORPORATION.
Resumen no disponible.
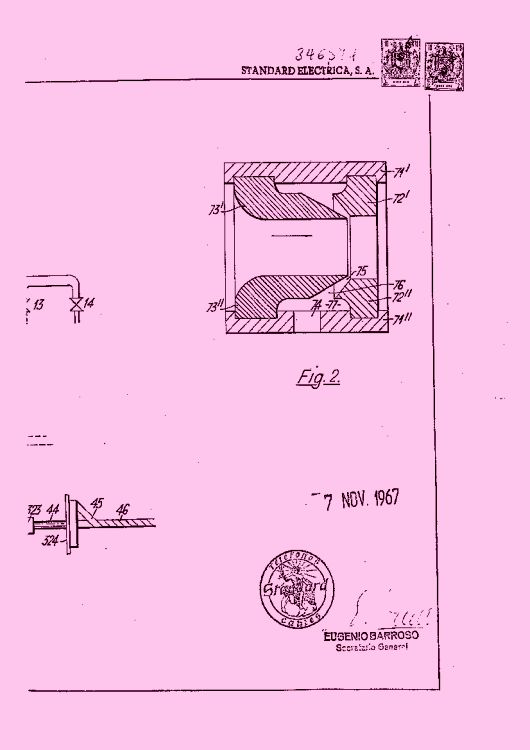
MEJORAS EN, O RELATIVAS A, LA FABRICACION DE CABLES ELECTRICOS.
(01/01/1969). Ver ilustración. Solicitante/s: STANDARD ELECTRICA, S.A..
Resumen no disponible.
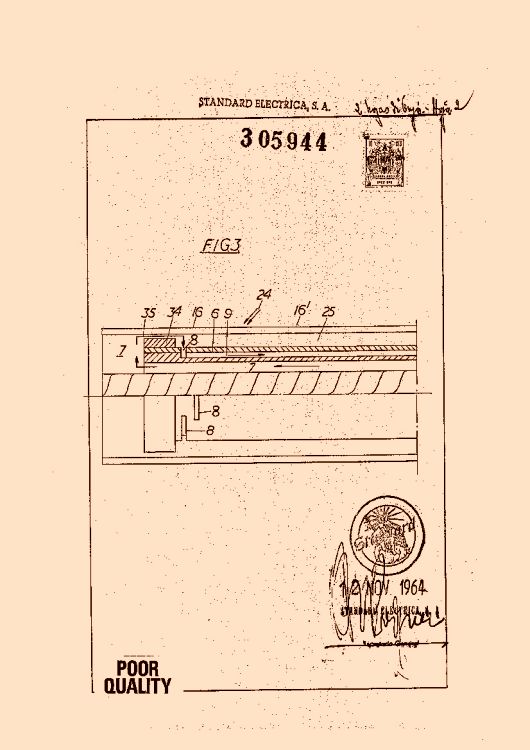
DISPOSITIVO PARA LA FABRICACION DE UN CABLE PREIMPREGNADO, RELLENO DE ACEITE, CON CUBIERTA METALICA.
(01/05/1965). Ver ilustración. Solicitante/s: STANDARD ELECTRICA, S.A..
Resumen no disponible.
MÉTODO EN O RELATIVAS A LA FABRICACIÓN DE CONDUCTORES ELÉCTRICOS AISLADOS.
(16/05/1961). Ver ilustración. Solicitante/s: STANDARD ELECTRICA, SOCIEDAD ANONIMA.
Resumen no disponible.
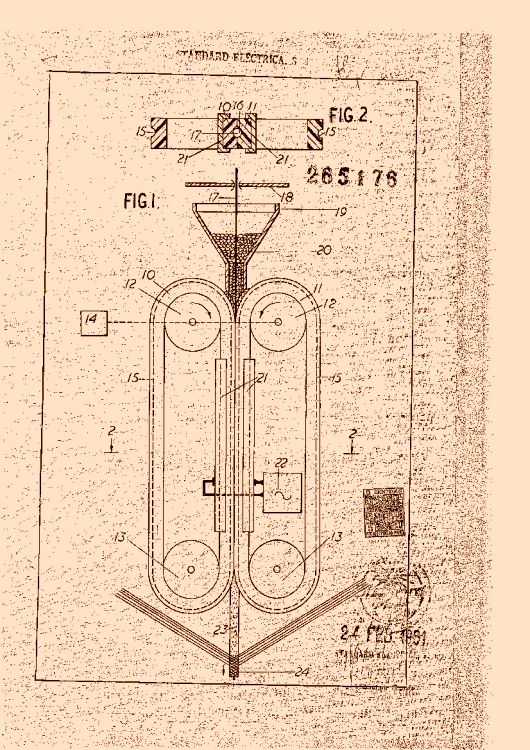
MEJORAS EN O RELATIVAS A LA FABRICACIÓN DE CONDUCTORES ELÉCTRICOS AISLADOS.
(16/06/1960). Ver ilustración. Solicitante/s: STANDARD ELECTRICA, SOCIEDAD ANONIMA.
Mejoras en, o relativas a la fabricación de conductores eléctricos aislados caracterizadas por un método de fabricación de cables aislados con plástico dilatado incluyendo los operadores de predilatar gránulos de material termoplástico adecuado que contiene un agente soplador, alimentar los gránulos predilatados al espacio entre el conductor interior o conductores y un formador tubular que circunda dicho conductor o conductores, formar un conductor exterior y después calentar la estructura resultante para dilatar más y unir los gránulos en un cuerpo continuo.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}