CIP-2021 : B21C 23/18 : por extrusión a percusión.
CIP-2021 › B › B21 › B21C › B21C 23/00 › B21C 23/18[2] › por extrusión a percusión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21C 23/00 hasta B21C 35/00: Extrusión
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 23/00 Extrusión de metales; Extrusión por percusión.
B21C 23/18 · · por extrusión a percusión.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo para el conformado de una pieza de trabajo por medio de extrusión.
(21/06/2017) Procedimiento de conformado por extrusión de una pieza de trabajo , en particular por extrusión en frío, en el cual una herramienta de conformado y una pieza de trabajo para conformar se desplazan una hacia la otra conformando la pieza de trabajo con un impulso de conformado a lo largo de un recorrido de conformado, actuando una contra la otra para conformar la pieza de trabajo con una fuerza de avance, pudiéndose alejar la herramienta de conformado y la pieza de trabajo una de la otra con un impulso de retorno por un recorrido de retorno, una vez procesada una parte del recorrido de conformado, llamado recorrido…
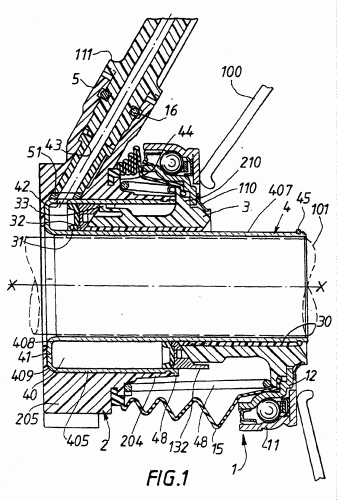
DISPOSITIVO DE EMBRAGUE DE CONTROL HIDRAULICO EQUIPADO CON UN TUBO GUIA Y PROCEDIMIENTO DE OBTENCION DE DICHO TUBO.
(16/04/2005). Ver ilustración. Solicitante/s: VALEO. Inventor/es: THOMIRE, SYLVAIN.
El dispositivo de embrague comprende un cuerpo exterior solidario a un tubo de guiado que delimita a él solo una cavidad anular ciega de orientación axial en el interior de la cual se desplaza un pistón guiado por el tubo de guiado . El tubo de guiado se obtiene mediante un procedimiento de extrusión por impacto. Aplicación: vehículo automóvil.
(01/04/1991). Solicitante/s: METAL CLOSURES GROUP PLC. Inventor/es: THOMAS, ANTHONY JOHN ARTHUR, TILBROOK, CHARLES GORDON.
UNA CAPSULA PARA ENCERRAR EL CUELLO DE UN CONTENEDOR EQUIPADO CON UN TAPON, CORCHO,TAPA DE ROSCA U OTRO CIERRE 918) SE FORMA ASI UN ESPACIO CAPSULAR. TIENE UNA ZONA SUPERIOR Y UNA CUBIERTA ESTA HECHO POR IMPACTACION DE UNA LAMINA DE ALUMINIO. LA CUBIERTA ESTA COMPRIMIDA INTERIORMENTE EN CONTACTO ESTRECHO CON EL CUELLO DEL CONTENEDOR Y LAS SUPERFICIES DE LAS CARAS LATERALES EXPUESTAS DEL CIERRE . LA CUBIERTA DEL ESPACIO PUEDE TENER UN DIAMETRO INCREMENTADO EN UNA DIRECCION FUERA DE LA PARTE SUPERIOR Y PUEDE TRANSFORMARSE PREVIAMENTE A LA APLICACION DEL ESPACIO AL CONTENEDOR, LINEAS DEBILES QUE SE EXTIENDEN CIRCUNFERENCIALMENTE Y UNA ESPITA ARRANCABLE PARA FACILITAR LA RETIRADA DE LA CAPSULA.
METODO DE OBTENCION DE CAPSULAS METALICAS DE SOBRETAPADO PARA EMBOTELLADO DE VINOS.
(01/04/1987). Solicitante/s: TORRENTE GARRIDO,LUIS TARRADA BALTA,JOSE JAVI.
METODO PARA OBTENER CAPSULAS METALICAS DE SOBRETAPADO PARA EMBOTELLADO DE VINOS. COMPRENDE: A) CONFORMAR DISCOS DE ALUMINIO DE VOLUMEN CORRESPONDIENTE A LA CAPSULA A OBTENER; B) ALIMENTAR A LOS DISCOS POR UN ALIMENTADOR AUTOMATICO; C) EXTRUIR LOS DISCOS DE ALUMINIO PARA FORMAR LA CAPSULA; Y D) RECOCER LAS CAPSULAS EXTRUIDAS, PARA MALEARLAS, Y PERMITIR SU ADAPTABILIDAD AL GOLLETE DEL ENVASE. LAS CAPSULAS PERMANECEN INALTERABLES A LOS GASES DE EVAPORACION DEL VINO.
PROCESO DE FABRICACION DE ELEMENTOS DE FIJACION.
(01/10/1986). Solicitante/s: ALONSO COBO,JOSE LUIS.
PROCESO DE FABRICACION DE ELEMENTOS DE FIJACION. CONSISTE EN PARTIR DE UN ALAMBRE CONTINUO EN EL QUE EL DIAMETRO SEA IGUAL AL DE LA CABEZA DEL ELEMENTO A OBTENER, EL CUAL PASA A UNA PRENSA QUE LO TROCEA Y DESPLAZA LA PORCION CORTADA, IDONEA PARA LA LONGITUD DE LA PIEZA FINAL, A UN MOLDE DONDE AUTOMATICAMENTE ES EMPUJADO POR UN PISTON Y LE OBLIGA A INTRODUCIRSE EN LA MATRIZ PRODUCIENDOSE LA REDUCCION DIAMETRAL DEL MATERIAL EN LA ALTURA PREDETERMINADA, CONFORMANDOSE LA CABEZA CON EL RESTO DEL MATERIAL EN LA MISMA OPERACION, EN LA QUE ADEMAS DE FORMA SIMULTANEA SE PRODUCE, POR EL LADO OPUESTO DEL MOLDE LA ENTRADA DE UN VASTAGO O AGUJA, QUE PROVOCA UN CANAL EN TODA LA LONGITUD DE LA ESPIGA.
MEJORAS INTRODUCIDAS EN UN DISPOSITIVO PARA FABRICAR, MEDIANTE UNA SOLA OPERACION DE EXTRUSION POR PERCUSION, UN TUBO METALICO.
(01/09/1980). Solicitante/s: LION HAMIGAKI KABUSHIKI KAISMA.
1. Mejoras introducidas en un dispositivo para fabricar, mediante una sola operación de extrusión por percusión, un tubo metálico de pared delgada sin costuras laterales que comprende una sección de cuello tubular que tiene una abertura, una sección de hombro unida a dicha sección de cuello, una sección cilíndrica tubular y una sección de borde que conecta dicha sección de hombro y dicha sección cilíndrica tubular, en el que dichas secciones forman una pared continua de material metálico y definen un espacio interior para almacenar contenidos en el mismo, careciendo de costuras la pared de dicha sección cilíndrica tubular en su dirección axial y teniendo un grosor de pared que oscila entre 20 micrómetros y 70 micrómetros;.
{kind=link}