CIP-2021 : B21K 1/74 : de piezas en forma de horquilla o piezas de varias ramas, p. ej. abrazaderas en forma de U, anclas.
CIP-2021 › B › B21 › B21K › B21K 1/00 › B21K 1/74[1] › de piezas en forma de horquilla o piezas de varias ramas, p. ej. abrazaderas en forma de U, anclas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21K 1/00 hasta B21K 25/00: Fabricación de piezas especiales por forjado, prensado o martillado; Equipo correspondiente
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K).
B21K 1/00 Fabricación de elementos de máquinas.
B21K 1/74 · de piezas en forma de horquilla o piezas de varias ramas, p. ej. abrazaderas en forma de U, anclas.
CIP2021: Invenciones publicadas en esta sección.
BARRA DE METAL MARCADA POR ESTAMPADO DIRECTO.
(24/08/2017). Solicitante/s: CMP PRATSA, S.A. DE C.V. Inventor/es: DE LA MORA LOPEZ,Francisco.
La presente invención se refiere a una barra de metal con una o varias marcas en forma perimetral mediante el estampado directo en el metal utilizada para el ensamblaje de suspensiones y muelles de los vehículos pesados, y que tiene como principal función el señalar el o los puntos de referencia para doblar para su posterior transformación en abrazadera, tornillo U, tornillo J, tornillo L, grapa y/o estribo, teniendo como resultado un doblez preciso y exacto, evitando desperdicios en los materiales y haciendo más eficiente el tiempo en el ensamblaje de autopartes.
PROCESO MEJORADO PARA FABRICAR UN POLO DE UN ALTERNADOR.
(16/04/1999). Solicitante/s: ATELIERS THOME-GENOT. Inventor/es: GOFFART, ANDRE, EUGENE.
EL PROCESO MEJORADO DE ESTE INVENCION PRETENDE CONSEGUIR UNA GESTION MEJOR DEL COMPROMISO ENTRE LA OPTIMACION DE LA REDUCCION DE RUIDO, EL NIVEL DE POTENCIA, LA PERMEABILDAD MAGNETICA Y LA RESISTENCIA DE MATERIALES Y EL CENTRO DE GRAVEDAD EN LA FABRICACION DE UNA PIEZA DE POLO DE ALTERNADOR. LOS PASOS DE LA INVENCION INCLUYEN LA FUNDICION CALIENTE, CHORRO DE GRANALLA, PARKERIZACION Y MOLDEADO AL FRIO, Y DOS PASOS ENTERAMENTE ACABADO CON UN PASO QUE INCLUYE UN SUBPASO DE PRESION Y DE DOBLAMIENTO, Y UN PASO DE ABLANDAMIENTO. LOS PASOS DE LA INVENCION RESULTAN EN LA FABRICACION DE UNA PIEZA DE POLO ALTERNADOR QUE FACILITA LA OPERACION SILENCIOSA ADEMAS DE UN ALTO NIVEL DE PRODUCCION DEL ALTERNADOR.
CONJUNTO ARTICULADOR MONOPIEZA.
(01/02/1997). Solicitante/s: MITCHELL, JAMES. Inventor/es: MITCHELL, JAMES.
UN CONJUNTO ARTICULADOR DE DIRECCION DE UNA PIEZA PARA VEHICULOS COMERCIALES PESADOR TIPO CAMION TIENE UN CUERPO EMBRIDADO EN QUE EL BRAZO DE VARILLA DE TENSION , Y EN OCASIONES EL BRAZO DE DIRECCION SE PROLONGAN DESDE EL CUERPO EMBRIDADO DE MANERA INTEGRAL. EL CUERPO EMBRIDADO ESTA CONSTRUIDO Y DISEÑADO PARA RECIBIR ENCIMA UN CONJUNTO DE FRENO Y LA MANGUETA SALE DEL CUERPO EMBRIDADO TAMBIEN EN FORMA MONOBLOQUE. SEGUN SE PREFIERA, EL ARTICULADOR O LOS BRAZOS DE LA VARILLA DE TENSION VAN FORJADOS AL CUERPO EMBRIDADO POR MEDIO DE TETONES AGRANDADOS QUE PROPORCIONAN LA CONEXION A UN EJE CON PASADOR REAL.
PROCEDIMIENTO DE CONFORMAR RANURAS EN LOS GORRONES DE UN SEMIELABORADO, PROCEDIMIENTO DE FABRICAR UN ORGANO CON GORRONES RANURADOS Y HERRAMIENTA DE CONFORMADO CORRESPONDIENTE.
(01/06/1990). Ver ilustración. Solicitante/s: GLAENZER SPICER. Inventor/es: ORAIN, MICHEL.
PROCEDIMIENTO DE CONFORMAR RANURAS EN LOS GORRONES DE UN SEMIELABORADO, PROCEDIMIENTO DE FABRICAR UN ORGANO CON GORRONES RANURADOS Y HERRAMIENTA DE CONFORMADO CORRESPONDIENTE. LA HERRAMIENTA FORMA EN UNA SOLA OPERACION EN LOS TRES GORRONES DE UN TRIPODE DOS RANURAS DE LUBRIFICACION SITUADAS EN EL PLANO POLIAXIAL. SE COLOCA EL TRIPODE ENTRE UN PUNZON FIJADO AL PISTON DE UNA PRENSA Y DOS PUNZONES MONTADOS FLOTANTES A LO LARGO DE RAMPAS SOLIDARIAS DE LA MESA DE LA PRENSA. EL SEMIELABORADO SE POSICONA LIBREMENTE ENTRE DOS PLACAS PARALELAS AL PLANO POLIAXIAL. CADA PUNZON PRESENTA DOS ARISTAS DE CONFORMADO PARA FORMAR UNARANURA SOBRE DOS GORRONES ADYACENTES. AL DESCENDER, EL PUNZON SUPERIOR ARRASTRA EL SEMIELABORADO, QUE ARRASTRA LOS PUNZONES FLOTANTES EN CONTRA DE UN RETORNO. LAS ARISTAS INFERIORES SE APROXIMAN LA UNA A LA OTRA Y FORMAN UNAS RANURAS EN EL GORRON INFERIOR. UTILIZACION PARA CONFORMAR UNAS RANURAS DE LUBRIFICACION DE MANERA FIABLE, ECONOMICA Y RAPIDA.
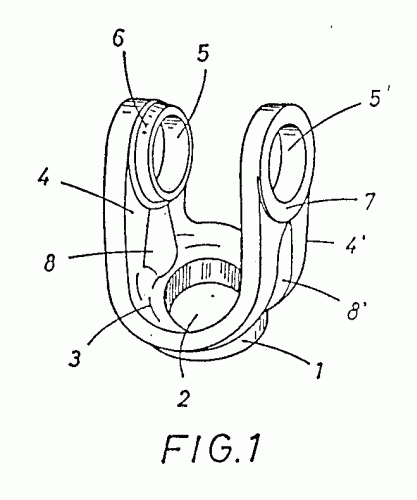
HORQUILLA PARA ARTICULACIONES CARDAN.
(01/12/1988). Ver ilustración. Solicitante/s: DAUMAL CASTELLON,MELCHOR.
LA INVENCION SE REFIERE A UNA HORQUILLA PARA ARTICULACIONES CARDAN, ESPECIALMENTE PARA COLUMNAS DE DIRECCION DE VEHICULOS AUTOMOVILES, CUYA CARACTERISTICA ESENCIAL ESTRIBA EN ESTAR CONSTITUIDA POR UN CUERPO MONOPIEZA, OBTENIDO POR ESTAMPACION, A PARTIR DE UNA CALIDAD APRECIADA DE PLANCHA METALICA, PRESENTANDO EN SUS RAMAS LATERALES SENDOS NERVIOS LONGITUDINALES DE REFUERZO , OBTENIDOS EN EL PROPIO PROCESO DE ESTAMPACION, Y HALLANDOSE DOTADA DE SENDOS CUELLOS O REBORDES ALREDEDOR DE LAS ABERTURAS ALINEADAS EN LAS QUE SE ALOJAN LOS COJINETES QUE SOPORTAN LOS PIVOTES DE LA CORRESPONDIENTE CRUCETA.
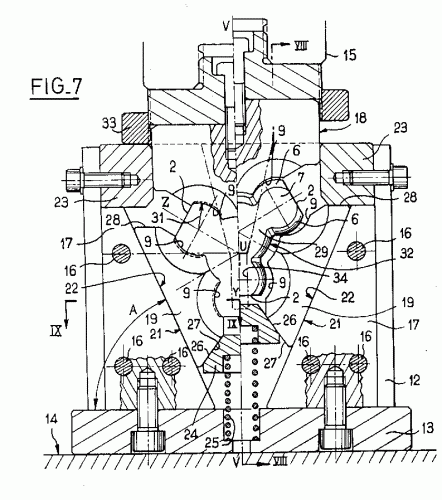
DISPOSITIVO PARA LA FABRICACION DE UN CUERPO DE FORMA DE U, EN ESPECIAL DE UNA HORQUILLA DE ARTICULACION PARA UNA JUNTA CARDAN.
(16/02/1978). Solicitante/s: PRESS-UND STANZWERK, A. G.
Dispositivo para la fabricación de un cuerpo de forma de U, en especial de una horquilla de articulación para una junta cardán, a partir de una pieza en bruto, conformada mediante el empleo de matrices y machos por prensado con flujo en frío, en cuya primera etapa de fabricación, a partir de una pieza en bruto paralelepipédica, son extruidas dos alas con ayuda de una primera matriz y de un primer macho y, en una segunda etapa, las alas estruidas son llevadas a la forma definitiva con ayuda de una segunda matriz y un segundo macho y, particularmente, en la primera etapa las dos alas son extruidas paralelamente entre sí en parte y en la segunda etapa lo son por completo, desde la pieza bruta, caracterizado porque para ambas etapas las matrices corresponden por completo a la forma de las alas de horquilla a obtener, y porque la parte del macho que hace contacto con la pieza en bruto es plana.
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO DE FORMA DE U, EN ESPECIAL DE UNA HORQUILLA DE ARTICULACION PARA JUNTA CARDAN.
(01/12/1977). Solicitante/s: PRESS-UND STANZWERK, A. G.
Resumen no disponible.
{kind=link}
{kind=link}