Dispositivo de filtración y proceso de formación del mismo.
(23/10/2019) Un dispositivo de filtración que comprende una primera y una segunda placa de soporte, en el que la primera y segunda placas de soporte están formadas por fluoruro de polivinilideno, cada una de las placas de soporte primera y segunda tienen una primera superficie enfrentada y una segunda superficie opuesta a la primera superficie de cada soporte placa, las placas de soporte primera y segunda tienen cada una al menos un puerto formado desde la primera superficie hasta la segunda superficie de cada placa de soporte respectivamente, en la que la primera superficie de la primera placa de soporte está unida por calor a una membrana porosa seleccionada del grupo que consiste de polisulfona, polietersulfona, mezclas de los mismos y copolímeros…
Procedimiento de moldeo por soplado para recipiente con asa.
(01/05/2019). Solicitante/s: NISSEI ASB MACHINE CO., LTD.. Inventor/es: OGIHARA, SHUICHI.
Un procedimiento de moldeo por soplado que comprende:
mantener una preforma y un asa en un estado sin contacto usando un soporte de transferencia de soplado común que se puede abrir y cerrar, y
transferir la preforma y el asa a un espacio situado entre un par de moldes de cavidad de soplado en un estado abierto; sujetar el par de moldes de cavidad de soplado para colocar la preforma y el asa dentro del par de moldes de cavidad de soplado ; y
moldear por soplado la preforma en un recipiente dentro del par de moldes de cavidad de soplado para integrar el asa con el recipiente.
PDF original: ES-2735096_T3.pdf
Unidad de moldeo por soplado y máquina de moldeo por soplado que utiliza la misma.
(11/04/2018) Una unidad de moldeo por soplado que comprende:
un molde por soplado que incluye un primer y un segundo molde dividido de cavidad de soplado para sujetarse al poner superficies de separación del mismo en contacto entre sí, y una pluralidad de moldes de fondo levantado que definen una pluralidad de formas de fondo levantado para una pluralidad de cavidades definidas por el primer y el segundo molde dividido de cavidad de soplado ;
una primera y una segunda placa de recepción de presión que reciben la presión de sujeción del molde al poner superficies de separación del mismo en contacto entre sí;
una primera placa de fijación a la que el primer molde dividido de cavidad de soplado y la primera placa de recepción de presión están fijados;
una segunda placa de fijación a la que…
Procedimiento de soldadura de cuello y de cuerpo de depósito de un recipiente de materia plástica y recipiente que comprende al menos un depósito soldado según este procedimiento.
(17/05/2017) Procedimiento de soldadura entre un cuello y un cuerpo de depósito de recipiente de materia plástica apto para recibir un producto fluido, formando el cuello y el cuerpo un par de elementos a soldar dispuestos en alineación a lo largo de un eje principal (X'X) y presentando enfrentadas dos superficies de contacto, en el cual:
- las paredes de ensamblado de los elementos de cuello y de cuerpo a soldar están provistas de superficies de ensamblado, una externa y una interna,
- cada pared de ensamblado se compone de una primera porción de espesor constante correspondiente a una primera porción (Sc, Sc') de la superficie de ensamblado,
- una pared de ensamblado presenta una reducción de espesor con relación al resto del elemento , presentando las paredes de ensamblado entonces una superficie de contacto (Sa, Sa') inclinada…
Método para fabricar una estructura compuesta hueca.
(18/01/2017) Un método para fabricar una estructura compuesta comprendiendo el método:
obtener una pluralidad de miembros que se pueden presurizar cada uno con suficiente rigidez para soportar capas de fibra sobre él en una forma deseada antes de su presurización, teniendo los miembros que se pueden presurizar una superficie exterior y una superficie interior que forman una pared que define una región volumétrica , en donde la pluralidad de miembros que se pueden presurizar son acoplados juntos para estar en comunicación fluida con un miembro adyacente que se puede presurizar, teniendo uno de los miembros que se puede presurizar una abertura para permitir la presurización interna de…
Método de fabricación de largueros conformados de material compuesto.
(07/12/2016) Un método para rigidizar un panel de material compuesto con un larguero , comprendiendo el método: determinar la ubicación y separación de largueros sobre un panel de material compuesto s rigidizar; situar el panel de material compuesto sobre una herramienta en línea con el molde exterior ; colocar sobre el panel de material compuesto, en posiciones a separaciones determinadas, mandriles conformados que conforman una forma de los largueros a formar;
preparar disposiciones de material compuesto para conformarse en largueros, donde las disposiciones son láminas de cinta;
colocar una disposición preparada de material compuesto sobre cada uno de los mandriles;
encerrar al menos el panel de material compuesto y disponer los mandriles cubiertos con una bolsa de vacío;
consolidar los largueros al panel de…
Método para la unión al menos por secciones de las paredes de un cuerpo hueco elástico, así como cuerpo hueco.
(30/11/2016) Método para la unión al menos por secciones de paredes de un cuerpo hueco de un material elástico con al menos una abertura , en donde en la abertura del cuerpo hueco preformado, cuyas paredes configuran una cavidad (3') esencialmente abombada, se introduce un material de unión en forma viscosa entre dos secciones de pared o se funden las superficies dirigidas una hacia otra de las secciones de pared con la finalidad de la configuración de un material de unión viscoso y, a continuación, el material de unión se transfiere a un estado elástico bajo reticulación química o física con las superficies del cuerpo hueco , de modo que las secciones de pared del cuerpo hueco estén unidas entre sí al menos por secciones en la zona…
Método para conformar un producto moldeado hueco.
(23/11/2016). Solicitante/s: HEIWA KAGAKU INDUSTRY CO., LTD. Inventor/es: HATAKEYAMA HARUMASA.
Un método para fabricar una parte moldeada hueca, caracterizado por comprender:
una etapa de rociado para formar una capa de resina rociando resina líquida con un potencial eléctrico diferencial relativo al molde en un molde- con capacidad de separación en dos o más partes de un accesorio de rociado insertado desde una parte de abertura en dicho molde,
una etapa de solidificación para solidificar la capa de resina utilizando un accesorio de irradiación de ondas electromagnéticas de solidificación en lugar del accesorio de rociado,
una etapa de separación de moldes para abrir el molde con respecto al accesorio de irradiación electromagnética y separar la capa de resina solidificada del molde mientras que se encuentra en el accesorio de irradiación electromagnética ,
y una etapa de extracción para retirar la capa de resina que se encuentra en el accesorio de irradiación electromagnética del accesorio de rociado.
PDF original: ES-2616962_T3.pdf
Recipiente compuesto de moldeo por inyección y su procedimiento de fabricación.
(28/09/2016). Solicitante/s: Sanyo Chemical Industrial Co., Ltd. Inventor/es: KOBAYASHI, MASAYUKI, FUNATO,TAKASHI, YASUDA,HIROMICHI, YAMADA,YOSHIHIRO.
Recipiente compuesto moldeado por inyección compuesto por una primera pieza de material de resina , una segunda pieza de material de resina y una etiqueta , caracterizado porque la etiqueta está incrustada entre la primera pieza de material de resina y la segunda pieza de material de resina , y ambas caras de la etiqueta están fusionadas e integradas con los materiales de resina, porque la primera pieza de material de resina está formada por moldeo por inyección y tiene la forma de recipiente provisto de una parte de acoplamiento con una tapa, porque la segunda pieza de material de resina está situada en el exterior de la primera pieza de material de resina , y porque la etiqueta está dispuesta a lo largo de la pared periférica exterior de la primera pieza de material de resina con forma de recipiente, porque la etiqueta comprende una capa termosellable en ambos lados de la misma.
PDF original: ES-2608819_T3.pdf
Procedimiento de moldeo por soplado para recipiente con empuñadura y equipamiento de moldeo por soplado.
(11/05/2016) Un procedimiento de moldeo por soplado para moldear por soplado un recipiente con una empuñadura que incluye la disposición de una preforma y la empuñadura entre un par de moldes de cavidades de soplado y el moldeo por soplado de la preforma dentro del recipiente para integrar la empuñadura con el recipiente, comprendiendo el procedimiento de moldeo por soplado:
calentar la preforma , en un estado en el que la preforma es mantenida por una plantilla de transferencia de calentamiento; y
suministrar la empuñadura a la plantilla de transferencia de calentamiento en un estado vacío después de la culminación del calentamiento de la preforma para que la empuñadura sea mantenida por la plantilla de transferencia…
Procedimiento de rotomoldeo de un contenedor para la recogida de residuos de varias partes, molde para la realización de este procedimiento y contenedor así obtenido.
(16/12/2015) Procedimiento de rotomoldeo de un objeto hueco que comprende varios fragmentos, en particular de volumen superior a 2 m3, concretamente de un contenedor para la recogida de residuos con la ayuda de un molde de rotomoldeo que tiene una pared interior que delimita una huella de moldeo, consistiendo dicho procedimiento en disponer, sobresaliendo de la pared interior del molde, al menos una lámina separadora que se extiende de manera sensiblemente perpendicular a esta pared, a lo largo de una línea que recorre dicha pared interior y que divide esta pared interior en al menos dos partes correspondientes a los fragmentos del objeto hueco, después en introducir material de plástico en el molde y en distribuir este material de plástico por…
Instalación para fabricar recipientes por termoformado con colocación de banderolas de adorno sobre estos recipientes.
(18/02/2015) Instalación para fabricar recipientes por termoformado y colocar banderolas de adorno (26A) sobre estos últimos, constando la instalación al menos de un conjunto de una cámara de termoformado y de una cámara de introducción asociada a dicha cámara de termoformado, y de unos medios para conducir una tira a la vecindad de la cámara de introducción, para cortar una banderola de adorno en dicha tira, para disponer dicha banderola en la cámara de introducción y para trasladar la banderola a la cámara de termoformado, comprendiendo los medios para disponer la banderola en la cámara de introducción una rueda dispuesta en la cámara de introducción ,
caracterizada por que la…
Procedimiento para la fabricación de un artículo de material plástico así como parte de la herramienta de moldeo por soplado.
(10/12/2014) Procedimiento para la fabricación de un artículo de material plástico , que comprende la extrusión de una preforma con forma de tubo flexible a partir de una pieza extruida, así como la conversión de la preforma a un cuerpo hueco dentro de una herramienta de moldeo por soplado con al menos dos mitades empleando presión diferencial , disponiéndose un marco intermedio en la preforma con forma de tubo flexible e introduciéndose por lo menos una pieza insertada en el interior del artículo de material plástico , caracterizado por que,
- la preforma con forma de tubo flexible se dispone por medio del marco intermedio entre las al menos dos mitades de la herramienta de moldeo por soplado,
- la preforma con forma de tubo flexible se preforma…
Procedimiento para fabricar estructuras compuestas cerradas y aparato de moldeo a utilizar con dicho procedimiento.
(04/12/2013) Método para producir artículos de material compuesto, por ejemplo, material reforzado con fibra tal como epoxi o poliéster reforzados con fibra de vidrio, constituyendo dichos artículos unas estructuras parcialmente cerradas que contienen cavidades , comprendiendo dicho método a) - colocación del material de refuerzo tal como material de fibra y/o matriz, que opcionalmente se puede preimpregnar con material de moldeo, alrededor de un núcleo de moldeo consistente en una parte externa de un material flexible y un material de relleno extraíble dispuesto dentro de la parte externa , b) - moldeo del material de refuerzo con el material de moldeo, c) - endurecimiento o curado subsiguiente del material compuesto, y d) - extracción subsiguiente del material…
Método de fabricación de un envase con asa de conexión integral múltiple.
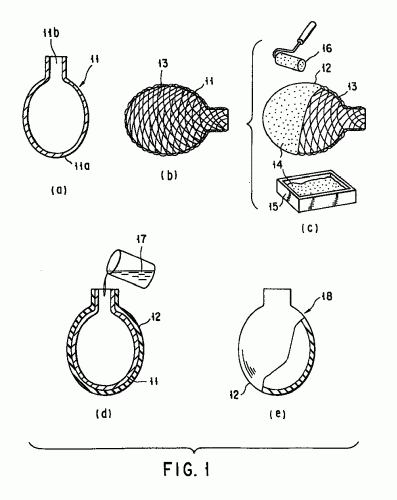
(06/11/2013) Un método de formación de un envase dotado de un asa integral , comprendiendo dichométodo:
(a) formar una preforma dotada de una porción de cuello y una porción expandible debajo de la porción de cuello ; teniendo la preforma al menos un bucle de materialplástico orientable; siendo el material el mismo material que una pared de la preforma ;estando el bucle conectado integralmente tanto en un primer extremo como en un segundoextremo a una primera ubicación y a una segunda ubicación separada respectivas en lapreforma ; el bucle está integralmente conectado en el primer extremo a la…
(28/08/2013) Una ampolla de plástico que comprende:
una parte de almacenamiento de la disolución de fármaco para almacenar una disolución de fármaco;un tubo de descarga de la disolución de fármaco en comunicación con la parte de almacenamiento de ladisolución de fármaco y que se extiende hacia un lado; y
una parte superior que cierra el extremo del primer lado del tubo de descarga de la disolución de fármaco;en la que el tubo de descarga de la disolución de fármaco comprende una parte frágil conformada para tener un grosor menor a lo largo de la dirección circular que las partes del tubo de descarga de ladisolución de fármaco por encima y por debajo de la parte frágil , y
en la que la parte de almacenamiento de la disolución de fármaco , el tubo de descarga de la disolución defármaco y la parte superior…
Preforma para un recipiente de polipropileno.
(28/08/2013) Una preforma moldeada por inyección , para moldear un recipiente por soplado y estiramiento a partirde ella, definida por una línea central 208 y comprendiendo una sección de acabado o de boca que tiene unapestaña o reborde de soporte y una sección de soplado de la preforma que comprende un cuello que se extiende desde el reborde de soporte, una pared lateral que se extiende a partir del cuello yuna base que cierra la sección de soplado, teniendo la base una sección de espesor aumentado definidapor un espesor mayor que el de todas las otras secciones de la sección de soplado; la sección de la pared deespesor aumentado adelgaza desde un espesor t2 hasta alcanzar un espesor t3 en la línea central de lapreforma ; el extremo inferior de la pared lateral y la base se dirigen hacia dentro de la línea centralde la…
Un método de fabricación de una mitad de pala de turbina y un método de fabricación de una pala de turbina.
(25/04/2013) Un método para producir la mitad de una pala de turbina mediante moldeo por infusión de resina,comprendiendo dicho método las etapas de
- proveer un molde para la concha de pala de turbina con un laminado de telas de fibra ;
- colocar un elemento de refuerzo sobre el laminado de telas de fibra en el molde ;
- colocar un film de sellado impermeable al aire sobre los laminados de telas de fibra y contra elelemento de refuerzo ;
- introducir una resina endurecible en el laminado de telas de fibra bajo presión reducida, incluso en el áreasituada debajo del elemento de refuerzo y;
- endurecer la resina con el fin de formar una mitad de una pala de turbina , comprendiendo dicha mitadde la pala de turbina…
PUERTA DE MAQUINA LAVADORA DE CARGA FRONTAL Y MAQUINA LAVADORA CON DICHA PUERTA.
(12/03/2013) Puerta de máquina lavadora de carga frontal y máquina lavadora con dicha puerta. La puerta de la máquina lavadora de carga frontal comprende un marco puerta , un elemento cóncavo con un borde conectado con el marco puerta y, un elemento lenticular que cierra la concavidad formada por el elemento cóncavo formando una oquedad en la puerta . El marco puerta , el elemento cóncavo y el elemento lenticular están realizados en una pieza de plástico inyectado mediante un proceso de inyección con gas. De esta forma se consigue una puerta de fabricación sencilla y una máquina lavadora menor costo.
Procedimiento para la adición de aditivos a partículas de polímero.
(04/03/2013) Un procedimiento para la preparación de un polvo de moldeo polimérico para moldeo por rotación, comprendiendo dicho procedimiento: (i) obtener una pluralidad de partículas de polímero de poliolefina con un tamaño medio de partícula de 1 a 2.000 mum; (ii) calentar una mezcla de: A) al menos un antioxidante fenólico; B) al menos un antioxidante de fosfito o fosfonito, orgánico; C) al menos un estabilizante UV seleccionado de: [Polímero de 1, 6-hexanodiamina y N, N''-bis-(2, 2, 6, 6-tetra-metil- 4-piperidinil)-, con 2, 4, 6-tricloro-1, 3, 5-triazina, productos de reacción con, N-butil-1-butanamina y N-butil-2, 2, 6, 6-tetrametil-4-piperidinamina], [Poli((6-morfolino-s-triazin-2, 4-diil)(2,…
Aparato para moldear y ensamblar una unidad de cámara para uso biomédico, y procedimiento asociado.
(04/04/2012) Aparato para moldear y ensamblar una unidad de cámara, que comprende dos placas , que son paralelas y opuestas entre sí y que se pueden mover aproximándose y alejándose entre sí, para soportar las partes de molde de un primer molde de formación y de un segundo molde de formación para el moldeado por inyección de material termoplástico de dos partes (A, B), respectivamente, de una unidad de cámara (D) que están adaptadas para ser ensambladas una con otra, y las partes de molde de un molde para el ensamblado, mediante el sobremoldeado de material termoplástico adicional de dichas dos partes (A, B), un dispositivo de soporte de elemento que se puede mover entre dichas placas…
PROCESO PARA FABRICAR RECIPIENTES DE PAREDES MULTIPLES.
(16/04/2007) Un método para fabricar una vasija de pared doble que comprende un cuerpo externo y un cuerpo in- terno conectado a la misma, en el que una o cada una de las aberturas dentro del interior del cuerpo in- terno es más pequeña que el área máxima en sección trans- versal del cuerpo, estando el cuerpo externo moldeado de tal manera que esté unido al cuerpo interno alrededor de la abertura , comprendiendo el método: a) formar un cuerpo de plástico ahuecado interno con una pluralidad de rebordes externos que se extien- den desde la superficie del mismo; b) montar el cuerpo ahuecado interno en un molde rotacional con la superficie externa del cuerpo inter- no espaciada desde la superficie interna del molde; y c) moldear…
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION N. P-200102660 POR: RESINA DE POLITEREFTALATO DE ETILENO PARA LA PRODUCCION DE ENVASES.
(16/11/2006). Solicitante/s: BRILEN, S.A.. Inventor/es: LEZA ROA,FORTUN, GONZALEZ CLAVERIA,DAVID.
Resina de politereftalato de etileno para la producción de envases, la cual está definida por un copolímero constituido, básicamente, por ácido tereftálico (PTA) y etilenglicol (EG), con otros componentes en menor porcentaje, de forma que la resina de politereftalato de etileno incorpora un máximo de un 5% en peso de ácido isoftálico (PIA) y entre 180 a 350 mg./Kg. de antimonio y entre 10 a 70 mg./Kg. de cobalto, subsistiendo el antimonio, por la acción reductora del cobalto, en la resina en su estado de oxidación cero en la mayor medida posible frente a otros estados del mismo, mejorando la capacidad de captación de radiación en el infrarrojo (IR) cercano.
RESINA DE POLITEREFTALATO DE ETILENO PARA LA PRODUCCION DE ENVASES.
(16/02/2006). Solicitante/s: BRILEN, S.A.. Inventor/es: LEZA ROA,FORTUN, GONZALEZ CLAVERIA,DAVID.
Resina de politereftalato de etileno para la producción de envases. Resina de politereftalato de etileno para la producción de envases, la cual está definida por un copolímero constituido, básicamente, por ácido tereftálico (PTA) y etilenglicol (EG), con otros componentes en menor porcentaje, de forma que la resina de politereftalato de etileno incorpora entre un 3% y un 8% de ácido isoftálico (PIA) para uso por inyección, por cualquier tecnología, de preformas destinadas a la producción de envases mediante moldeo por soplado en los que la tasa total de estirado bi-axial es igual o superior a 15.
MAQUINAS PARA EL SOPLADO DE RECIPIENTES CON EMPUÑADURA INCORPORADA, QUE COMPRENDEN UN BRAZO PARA LA TRANSFERENCIA PERFECCIONADO.
(01/02/2005) Máquina para el soplado de recipientes a partir de una preforma, realizada previamente por inyección, del tipo en el que una unidad de moldeo comprende un molde en dos partes, que están portadas, respectivamente, por una parte de un porta-molde y que delimitan una cavidad en la que, cuando la unidad de moldeo está abierta, se lleva la preforma por al menos un brazo de transferencia , del tipo en el que el recipiente comprende una empuñadura incorporada , una de cuyas zonas de unión , al menos, está insertada en el interior de la cavidad para ser sobremoldeada, durante el soplado, por el material de la preforma , y del tipo que comprende, al menos,…
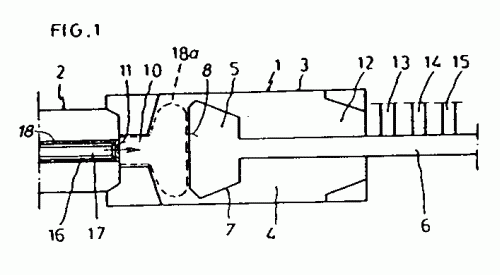
DISPOSITIVO PARA LA FABRICACION DE ENVASES A PARTIR DE UN PLASTICO MEDIANTE MOLDEO POR SOPLADO UTILIZANDO UN MEDIO DE SOPLADO EXPLOSIVO.
(16/11/2004) Dispositivo para la fabricación de envases (1, 1) a partir de un plástico que se puede moldear por medio de soplado y distensión con un molde, cuyo espacio interior corresponde al envase acabado, que está retenido en su extremo abierto por un alojamiento , estando previstos conductos conectados con una unidad dosificadora en el alojamiento , estando guiado un punzón de distensión móvil axialmente a través del alojamiento y estando dispuesta una instalación de encendido para encender una mezcla de gases explosiva en el interior del envase (1), y estando previstas instalaciones de calefacción y de refrigeración, caracterizado porque el alojamiento se puede encajar por su extremo alejado del envase , de una manera hermética a fluido, con un bloque de distribución…
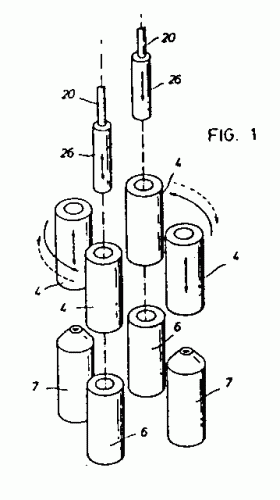
PROCEDIMIENTO DE FABRICACION DE UNA ESTRUCTURA MEDIANTE LA UTILIZACION DE UN MOLDE BIODEGRADABLE.
(01/11/2003). Ver ilustración. Solicitante/s: SAKURA RUBBER CO., LTD.. Inventor/es: NAKAMURA, TETSUYA.
SE REALIZA UN NUCLEO DE MATERIAL BIODEGRADABLE, FIBRAS DE REFUERZO Y RESINA NO ENDURECIBLE , QUE SE LAMINAN SOBRE EL NUCLEO , A FIN DE FORMAR UN MATERIAL COMPUESTO REFORZADO CON FIBRA. ACTO SEGUIDO, SE ENDURECE EL MATERIAL COMPUESTO REFORZADO CON FIBRA Y A CONTINUACION UNAS SUSTANCIAS BIOQUIMICAMENTE ACTIVAS , TALES COMO MICROORGANISMOS Y ENZIMAS, SE PONEN EN CONTACTO CON EL NUCLEO DE MANERA QUE EL NUCLEO QUEDE BIOQUIMICAMENTE DEGRADADO Y ELIMINADO.
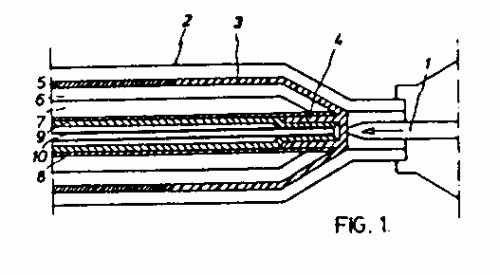
MAQUINA PARA EL MOLDEO DE RESINAS TERMOPLASTICAS POR SOPLADO.
(01/05/1992). Ver ilustración. Solicitante/s: PLAXATS OLLE, SALVADOR.
ESTA MAQUINA PARA EL MOLDEO DE RESINAS TERMOPLASTICAS POR SOPLADO, SE COMPONE DE UNO O MAS MOLDES DE PREMOLDEO EN RELACION INTERCAMBIABLE CON UNO O MAS MOLDES DE MOLDEO FINAL, EN LOS CUALES MOLDES DE PREMOLDEO SE INYECTA LA RESINA PARA SER OBJETO DE UN TERMOACONDICIONAMIENTO QUE DETERMINA EL PASO DEL ESTADO TERMOPLASTICO AL ESTADO TERMOELASTICO MERCED A LA FORMACION DE UNA PREFORMA INYECTADA EN UNA CAMARA TUBULAR DE GRAN SUPERFICIE Y REDUCIDO ESPESOR, ESTANDO DOTADOS DICHOS PRIMEROS MOLDES DE UN MECANISMO QUE EXTRUYE LA RESINA EN FORMA DE MACARRON CERRADO. LOS MOLDES DE MOLDEO FINAL POR SOPLADO RECIBEN POR EXTRUSION LA RESINA QUE ADOPTA EN PRINCIPIO LA FORMA ESFERICA Y SE MOLDEA, OPTATIVAMENTE, CON LA PARTICIPACION DE UNA BASE DE FONDO MOVIL QUE ATRAE EL CUERPO HUECO EN CONFORMACION. ESTA MAQUINA PERMITE EJECUTAR EL MOLDEO CON REDUCCION DE TIEMPO Y ENERGIA.
DISPOSITIVO PARA MOLDEAR POR SOPLADO EL FONDO DE CUERPOS HUECOS EN RESINA TERMOPLASTICA.
(01/05/1992). Ver ilustración. Solicitante/s: PLAXATS OLLE, SALVADOR.
ESTE DISPOSITIVO PARA MOLDEAR POR SOPLADO EL FONDO DE CUERPOS HUECOS DE RESINA TERMOPLASTICA, CONSISTE EN UN NUCLEO MOVIL ALOJADO A MODO DE EMBOLO DENTRO DEL MOLDE DE SOPLADO Y UNIDO A UN ARBOL AXIAL PARA DESPLAZAMIENTO, PRESENTANDO SU CARA FRONTAL APLANADA Y ENCARADA HACIA LA BOCA DE ENTRADA DE LA RESINA DESDE EL MOLDE DE EXTRUSION CON SOPLADO, EL CUAL NUCLEO ESTA DOTADO DE CIRCUITOS PARA AIRE Y VACIO Y PARA ACEITE DE REFRIGERACION, EFECTUANDO UN DESPLAZAMIENTO OPERATIVO DE RETROCESO A PARTIR DEL MOMENTO EN QUE SE ADHIERE AL NUCLEO MOVIL EL CUERPO HUECO INICIAL O PREFORMA Y TERMINA EN LA BASE DEL MOLDE. ESTE DISPOSITIVO PROPORCIONA CUERPOS HUECOS CON FONDO PLANO DE ESPESOR UNIFORME Y ADECUADA RESISTENCIA EN TODA SU EXTENSION.
PROCEDIMIENTO PARA EL MOLDEO DE RESINAS TERMOPLASTICAS POR SOPLADO.
(01/05/1992). Ver ilustración. Solicitante/s: PLAXATS OLLE, SALVADOR.
ESTE PROCEDIMIENTO PARA EL MOLDEO DE RSINAS TERMOPLASTICAS POR SOPLADO, TIENE LUGAR MEDIANTE UN MOLDE O GRUPO DE MOLDES QUE CONSTITUYEN CAVIDADES TUBULARES TERMOACONDICIONADORAS DE GRAN SUPERFICIE Y REDUCIDO ESPESOR, INYECTANDOSE EN ELLAS LA RESINA QUE ALCANZA UN EQUILIBRIO TERMICO IDONEO PARA PASAR DEL ESTADO TERMOPLASTICO AL ESTADO TERMOELASTICO QUE PERMITE LA OBTENCION DE UNA PREFORMA HUECA BIORIENTADA, DE MODO QUE, POR UNOS MEDIOS MECANICOS INTERIORES DEL MOLDE SE PROCEDE A LA INTRODUCCION DE LA RESINA AL MOLDE O GRUPO DE MOLDES DE SOPLADO ENFRENTADOS CON LOS ANTERIORES, Y FACULTATIVAMENTE DOTADOS DE UN FONDO MOVIL, RESULTANDO UN CUERPO HUECO CON REGULACION DE ESPESORES. CON ESTE PROCEDIMIENTO SE REDUCEN LOS TIEMPOS DE MOLDEO, SE AHORRA ENERGIA Y SE OBTIENEN ENVASES CON FONDO PLANO DE ESPESOR UNIFORME.
{kind=link}
{kind=link}
{kind=link}
{kind=link}