CIP-2021 : B22C 9/02 : Moldes de arena o moldes análogos para piezas coladas.
CIP-2021 › B › B22 › B22C › B22C 9/00 › B22C 9/02[1] › Moldes de arena o moldes análogos para piezas coladas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B).
B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas).
B22C 9/02 · Moldes de arena o moldes análogos para piezas coladas.
CIP2021: Invenciones publicadas en esta sección.
MEZCLAS DE FUNDICION QUE CONTIENEN UN POLIOL DE POLIETER Y SU PROCEDIMIENTO DE UTILIZACION.
(16/10/2002). Solicitante/s: ASHLAND OIL, INC.. Inventor/es: DUNNAVANT, WILLIAM R., CARPENTIER, WILLIAM, G.
ESTA INVENCION SE REFIERE A MEZCLAS DE FUNDICION QUE COMPRENDEN UN AGREGADO DE FUNDICION SECO Y UN LIGANTE DE FUNDICION DE FORMACION DE POLIURETANO. LOS COMPONENTES DEL LIGANTE INCLUYEN UN COMPONENTE DE POLIOL DE POLIETER Y UN COMPONENTE ORGANICO DE POLISOCIANATO, ENDURECIDO POR UN CATALIZADOR LIQUIDO AMINO TERCIARIO. LAS MEZCLAS DE FUNDICION SE UTILIZAN PARA PREPARAR MOLDES DE FUNDICION HECHOS DE MEZCLAS DE FUNDICION, POR MEDIO DE UN PROCESO SIN COCCION. LOS MOLDES DE FUNDICION RESULTANTES SE UTILIZAN PARA FORJAR PIEZAS DE METAL, DE METALES FERROSOS Y NO FERROSOS.
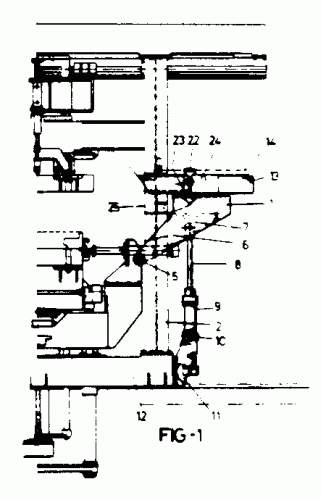
PROCEDIMIENTO PARA LA FUNDICION EN MOLDE PERDIDO Y MOLDE DE FUNDICION PARA ESE PROCEDIMIENTO.
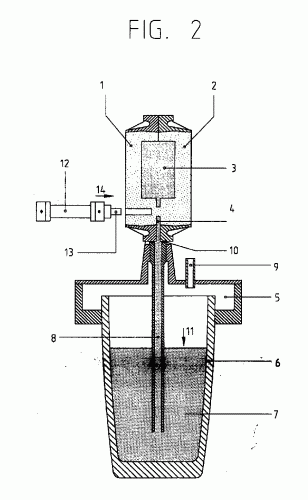
(16/10/2002). Ver ilustración. Solicitante/s: HEINRICH WAGNER SINTO MASCHINENFABRIK GMBH. Inventor/es: GROLLA, HERBERT, DIPL.-ING..
PARA INCREMENTAR LA PRODUCCION AL LLENAR UN MOLDE DE FUNDICION DESDE LA PARTE INFERIOR CON COLADA ASCENDENTE, PARA LO CUAL EL MOLDE DE FUNDICION LLEVA CONFORMADO UN CONDUCTO ASCENDENTE PARA LA MASA DE COLADA EN LA ARENA DEL MOLDE DE FUNDICION, SE INTERRUMPE INMEDIATAMENTE DESPUES DE LLENADO DEL MOLDE DE FUNDICION 2, UNA PARTE DEL CONDUCTO ASCENDENTE 4 QUE TRANSCURRE POR LA ARENA DEL MOLDE, CERRANDOLO CON ELLO DE MANERA TAL QUE EL MOLDE DE FUNDICION 1, 2 SE PUEDA SEPARAR INMEDIATAMENTE DEL RECIPIENTE DE COLADA 5, 6.
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION 9800071 POR "PROCEDIMIENTO DE OBTENCION DE PIEZAS DE METALES NO FERREOS MEDIANTE COLADA EN MOLDES DE ARENA VERDE.
(01/02/2002). Ver ilustración. Solicitante/s: LORAMENDI, S.A.. Inventor/es: ARANA ERAA,AGUSTIN.
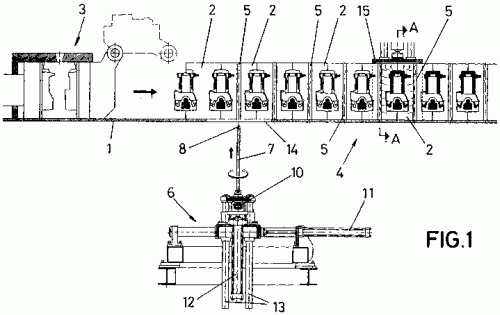
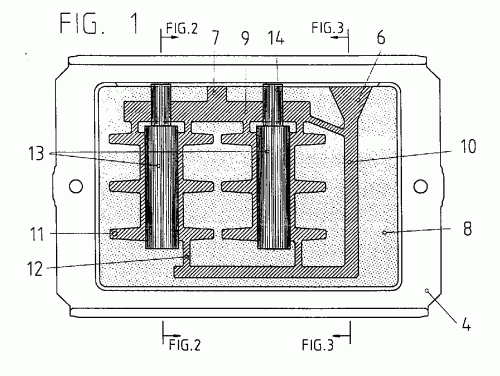
Mejoras introducidas en la patente de invención 9800071, por "procedimiento de obtención de piezas de metales no férreos mediante colada en moldes de arena verde". Las mejoras consisten en realizar los vaciados de los moldes en el tramo de la instalación el que tiene lugar el transporte de los moldes desde la cámara de moldeo a la estación de llenado o colada correspondiente, efectuándose esos vaciados mediante varillas accionadas por un motor y desplazadas en sentido ascendente por un pistón central , contando para ello tales varillas con un punta perforadora en su extremo libre, para realizar los vaciados , que son pasantes a través de los moldes.
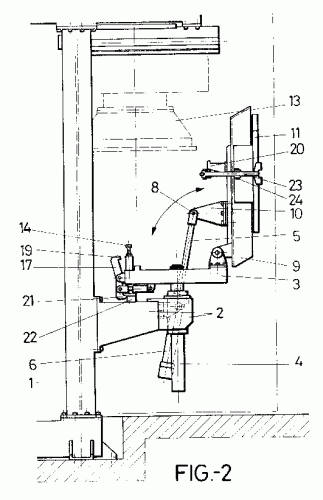
PROCEDIMIENTO DE OBTENCION DE PIEZAS DE METALES NO FERREOS MEDIANTE COLADA EN MOLDES DE ARENA VERDE.
(16/12/2000) Procedimiento de obtención de piezas de metales no férreos mediante colada en moldes de arena verde. El procedimiento consiste en secar la cavidad de los moldes de arena verde, en los que se deposita mediante colada metal fundido para obtener respectivas piezas, de manera que el secado de tal cavidad se realiza con anterioridad a la fase de llenado de los mismos para eliminar la humedad y evitar la formación de porosidades en la pieza resultante. Para conseguir el secado de la cavidad de los moldes se ha previsto que éstos estén afectados de vaciados , de manera que la aplicación de aire caliente a través de una campana superior correspondiente a una estación de secado y la aplicación de una presión negativa o vacío a través de un colector inferior , produce una corriente de aire caliente que circula entre las cavidades…
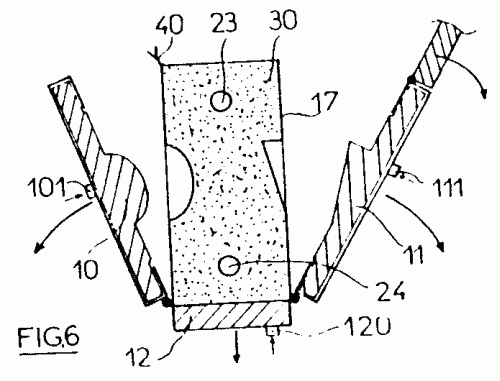
MOLDE DE FUNDICION PARA INSTALACIONES DE MOLDEO AUTOMATICAS ASI COMO PROCEDIMIENTO PARA LA FABRICACION DE MOLDES DE FUNDICION.
(01/07/2000). Ver ilustración. Solicitante/s: HEINRICH WAGNER SINTO MASCHINENFABRIK GMBH. Inventor/es: GROLLA, HERBERT, DIPL.-ING..
LA INVENCION SE REFIERE A MOLDES DE FUNDICION EN FORMA DE CAJA COMPUESTOS POR DOS MITADES QUE POSEEN UNOS ELEMENTOS PARA EL TRANSPORTE EN INSTALACIONES AUTOMATICAS. LA CAJA DEL MOLDE ALOJA UN MOLDE DE ARENA CERRADO PROVISTO DE NUCLEOS DE UN EMBUDO DE VERTIDO ASI COMO DE UN ALIMENTADOR. A FIN DE PODER FUNDIR EN DICHOS MOLDES PIEZAS COMPLEJAS INCLUSO DE ALUMINIO Y PARA EVITAR EL COSTOSO TRATAMIENTO POSTERIOR CON EL ALIMENTADOR Y EL EMBUDO DE VERTIDO, GARANTIZANDO SIMULTANEAMENTE UNA BUENA VENTILACION DE LOS NUCLEOS, LA CAJA DEL MOLDE PRESENTA EN LA ZONA DE SU PLANO DE SEPARACION UN REBAJE QUE SE EXTIENDE AL MENOS PARCIALMENTE A LO LARGO Y A LO ANCHO DE UN LATERAL DE LA CAJA DEL MOLDE. EN LA ZONA DEL REBAJE SE ENCUENTRA LA EMBOCADURA TANTO DEL EMBUDO DE VERTIDO COMO DEL ALIMENTADOR , HALLANDOSE ESTE CONFORMADO DENTRO DEL MOLDE DE ARENA DEL MOLDE DE FUNDICION.
DISPOSITIVO DE OBTURACION PARA EL ORIFICIO DE ENTRADA DE UN MOLDE DE ARENA.
(16/11/1998). Solicitante/s: ALLOY TECHNOLOGIES LIMITED. Inventor/es: CAMPBELL, JOHN, SUTTON, THOMAS LEONARD, FLYNN, MICHAEL JOSEPH, MCBAIN, GARY.
UN MOLDE DE ARENA QUE TIENE UN ORIFICIO DE LLENADO DEFINIDO POR UN INSERTO SOLIDO . EL INSERTO FORMA UNA SUPERFICIE EXTERIOR PLANA PARA EL CIERRE Y PARA DESPUES ENTRAR EN CONTACTO DESLIZANTE DE INTERCAMBIO DE CALOR CON UNA CARA DE CIERRE DE UNA PLACA DE TEMPLE . EL MODE SE RELLENA A TRAVES DEL INSERTO Y A CONTINUACION SE CIERRA UTILIZANDO LA PLACA DE TEMPLE.
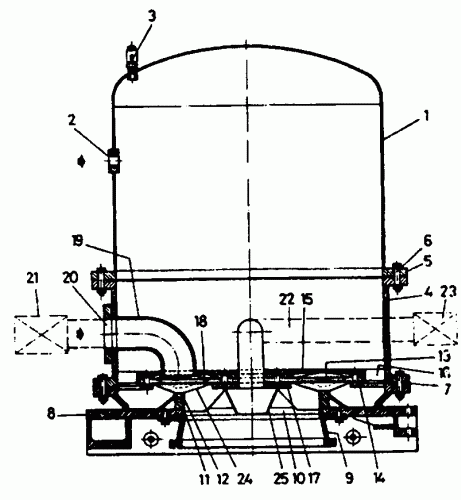
DISPOSITIVO Y PROCEDIMIENTO DE FABRICACION DE MOLDES UTILIZANDO MATERIAL GRANULAR.
(16/02/1992). Ver ilustración. Solicitante/s: MAZERAN, JEAN-JACQUES.
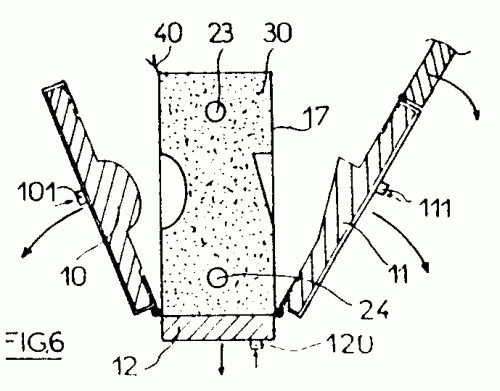
DISPOSITIVO Y PROCEDIMIENTO DE FABRICACION DE MOLDES UTILIZANDO MATERIAL GRANULAR. EL PRESENTE PROCEDIMIENTO CONSISTE EN REALIZAR UNAS MASAS DE ARENA DOTADAS DE LA FORMA DESEADA SOBRE DOS CARAS CON LA AYUDA DE PLACAS-MODELOS . DESPUES DE SOMETER LAS PLACAS A UNA DEPRESION, LA ENVOLTURA HERMETICAMENTE CERRADA EN Y QUE CONTIENE EL MATERIAL GRANULAR SE SOMETE A SU VEZ A UNA DEPRESION POR MEDIO DE LOS TUBOS (23 Y 24) DE LA ARMADURA. A CONTINUACION LAS PLACAS SE RETIRAN COMO SE REPRESENTA EN LA FIGURA MIENTRAS QUE SE MANTIENE LA DEPRESION INTERNA. SE YUXTAPONEN LAS MASAS DE ARENA Y DOS MASAS ADYACENTES FORMARAN UNA IMPRONTA CUYAS CARAS LIBRES PERMITIRAN CREAR OTRAS DOS IMPRONTAS CON DOS MASAS DE ARENA SUPLEMENTARIAS. SE OBTIENEN ASI (N-1) IMPRONTAS CON N MASAS DE ARENA.
MECANISMO DE LIMPIIEZA PARA LAS PLACAS DE SOPLADO EN MAQUINAS SOPLADORAS DE MACHOS.
(16/07/1990). Ver ilustración. Solicitante/s: ARANS ERAÑA, AGUSTIN.
MECANISMO DE LIMPIEZA PARA LAS PLACAS DE SOPLADO EN MAQUINAS SOPLADORAS DE MACHOS. EL MECANISMO ESTA CONSTITUIDO BASICAMENTE POR UN SOPORTE BASCULANTE , AL QUE SE FIJA LA BANDEJA RECEPTORA DE LA PLACA DE SOPLADO , SOPORTE PROVISTO DE BRAZOS LATERALES A TRAVES DE LOS QUE SE UNE ARTICULADAMENTE A LA ARMADURA DE LA MAQUINA, SIENDO ACCIONADO POR UN CILINDRO HIDRAULICO QUE DETERMINA DOS SITUACIONES LIMITE, UNA DE ACUSADA INCLINACION PARA LA BANDEJA Y OTRA DE HORIZONTALIDAD. EN ESTA ULTIMA LA BANDEJA QUEDA ENMARCADA POR DOS BRAZOS LATERALES PROVISTOS DE CUÑAS SOBRE LAS QUE ACTUAN, EN TAL SITUACION LIMITE, ROLDANAS DE LOS GATILLOS DE BLOQUEO DE LA PLACA DE SOPLADO CONTRA LA BANDEJA.
DISPOSITIVO Y PROCEDIMIENTO DE FABRICACION DE MOLDES UTILIZANDO MATERIAL GRANULAR.
(16/07/1990). Ver ilustración. Solicitante/s: MAZERAN, JEAN-JACQUES.
DISPOSITIVO Y PROCEDIMIENTO DE FABRICACION DE MOLDES UTILIZANDO MATERIAL GRANULAR. EL PRESENTE PROCEDIMIENTO CONSISTE EN REALIZAR UNAS MASAS DE ARENA DOTADAS DE LA FORMA DESEADA SOBRE DOS CARAS CON LA AYUDA DE PLACAS-MODELOS . DESPUES DE SOMETER LAS PLACAS A UNA DEPRESION, LA ENVOLTURA HERMETICAMENTE CERRADA EN Y QUE CONTIENE EL MATERIAL GRANULAR SE SOMETE A SU VEZ A UNA DEPRESION POR MEDIO DE LOS TUBOS Y DE LA ARMADURA. A CONTINUACION LAS PLACAS SE RETIRAN COMO SE REPRESENTA EN LA FIGURA MIENTRAS QUE SE MANTIENE LA DEPRESION INTERNA. SE YUXTAPONEN LAS MASAS DE ARENA Y DOS MASAS ADYACENTES FORMARAN UNA IMPRONTA CUYAS CARAS LIBRES PERMITIRAN CREAR OTRAS DOS IMPRONTAS CON DOS MASAS DE ARENA SUPLEMENTARIAS. SE OBTIENEN ASI (N-1) IMPRONTAS CON N MASAS DE ARENA.
MEJORAS INTRODCIDAS EN LOS SISTEMAS DE CAMBIO Y LIMPIEZA DE PLACAS DE SOPLADO EN MAQUINAS SOPLADORAS DE MACHOS.
(16/09/1989). Ver ilustración. Solicitante/s: ARANA ERAÑA, AGUSTIN.
MEJORAS INTRODUCIDAS EN LOS SISTEMAS DE CAMBIO Y LIMPIEZA DE PLACAS DE SOPLADO EN MAQUINAS SOPLADORAS DE MACHOS. TALES MEJORAS, DESTINADAS A SIMPLIFICAR EL MECANISMO DE ELEVACION/DESCENSO Y BASCULACION LATERAL DE LA PLACA DE SOPLADO, CONSISTEN EN EL ESTABLECIMIENTO DE DOS PLATAFORMAS SUPERPUESTAS, UNIDAS ARTICULADAMENTE EN UNA ZONA MARGINAL, LA INFERIOR DESPLAZABLE VERTICALMENTE SOBRE GUIAS Y LA SUPERIOR, RECEPTORA DE LA PLACA DE SOPLADO, CAPAZ DE ADOPTAR UNA DISPOSICION DE HORIZONTALIDAD CON RESPECTO DE LA PRIMERA, ACOMPA/ANDOLA EN SUS MOVIMIENTOS, O DE BASCULAR LATERALMENTE CON RESPECTO A ELLA.
MEJORAS INTRODUCIDAS EN CAMPANAS DE AIRE PARA MOLDEO POR ONDA EXPANSIVA.
(16/05/1989). Ver ilustración. Solicitante/s: LOPEZ DE FORONDA FERNANDEZ, VICENTE.
MEJORAS INTRODUCIDAS EN CAMPANAS DE AIRE PARA MOLDEO POR ONDA EXPANSIVA. TALES MEJORAS CONSISTEN EN LA UTILIZACION, COMO ELEMENTO VALVULAR, DE UNA MEMBRANA DE GRAN ELASTICIDAD, FIJADA MEDIANTE BRIDAS 14 Y 17 A UNA PLACA SOPORTE 15, CONFIGURANDO UNA CAMARA ANULAR 16 PRESURIZABLE A TRAVES DE LA CONDUCCION 19 PARA DEFORMAR LA MEMBRANA 13 HACIA LA SITUACION DE CIERRE EN LA QUE ESTA INCIDE SOBRE EL ASIENTO VALVULAR 24, ESTABLECIENDOSE EN EL CENTRO DEL CONJUNTO MEMBRANA-PLACA SOPORTE UN ORIFICIO AL QUE SE ACOPLA AXIALMENTE UNA CONDUCCION DE SALIDA 22 PARA DESCARGA O ESCAPE DEL AIRE RESIDUAL DEL DIFUSOR 9.
UN METODO DE FABRICAR UN MOLDE O MACHO DE FUNDICION.
(16/01/1982). Solicitante/s: BORDEN LIMITED.
PROCEDIMIENTO DE OBTENCION DE UN MOLDE O MACHO PARA FUNDICION. CONSISTE EN MEZCLAR UN MATERIAL REFRACTARIO GRANULAR; UN AGLUTINANTE QUE CONTIENE UNA RESINA FENOLICA ALCALINA; Y UNA LACTONA COMO AGENTE DE CURADO DE LA RESINA. LA MEZCLA SE DEPOSITA EN UNA CAJA DE MACHOS, PARA QUE SE ENDUREZCA, DURANTE UN TIEMPO COMPRENDIDO ENTRE 2 MINUTOS Y 24 HORAS. COMO MATERIAL REFRACTARIO SE EMPLEA ARENA DE SILICE, CUARZO, ARENA DE COMITA, ARENA DE ZIRCON, ARENA DE OLIVINO O UNA MEZCLA DE ELLAS. EL AGLUTINANTE SE EMPLEA EN UNA PROPORCION DEL 0,5 AL 8 POR 100 EN PESO RESPECTO DEL PESO DEL MATERIAL REFRACTARIO Y LA LACTONA EN PROPORCION DEL 25 AL 110 POR 100 EN PSO RESPECTO DEL PESO DE LA RESINA.
RECIPIENTE PARA METAL FUNDIDO.
(16/05/1978). Solicitante/s: FOSECO TRADING A.G..
Recipiente para metal fundido, formando por un suelo y paredes laterales, y con un revestimiento de pared interior compuesto por una pluralidad de baldosas de material termoaislante refractario, caracterizado porque por lo menos, alguna de las baldosas tienen con dos cantos opuestos almenados con almenas de acoplamiento mútuo que forman las uniones entre las baldosas y porque todas las caras de unión de las almenas que no quedan en planos verticales se inclina hacia abajo separándose del interior del recipiente de metal fundido.
PROCEDIMIENTO PARA LA PRODUCCION DE MOLDES DE COLADA PARA LA COLADA DE METALES.
(01/10/1976). Solicitante/s: DYNAMIT NOBEL AKTIENGESELLSCHAFT.
Resumen no disponible.
PROCEDIMIENTO PARA EL GUIADO RECIPROCO DE LAS PIEZAS DE UN MOLDE CUANDO LA FUNDICION ES CON CAJA DE MOLDEO DE VARIAS PIEZAS.
(01/06/1976). Solicitante/s: AKTIEBOLAGET BOFORS.
Resumen no disponible.
METODO DE PREPARACION DE MOLDES.
(16/11/1975). Solicitante/s: KABUSHIKI KAISHA AKITA.
Resumen no disponible.
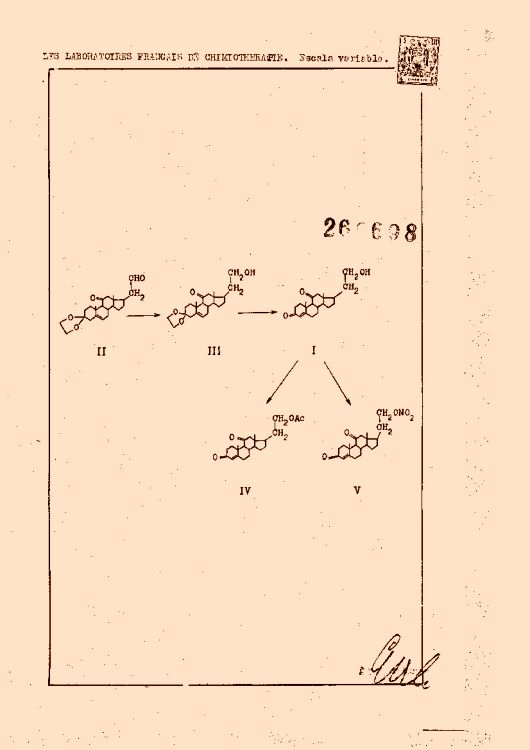
PROCEDIMIENTO DE PREPARACIÓN DE NUEVOS COMPUESTOS ESTEROIDES 3-OXO-DELTA,4-21-HIDROXILADOS.
(16/11/1961). Ver ilustración. Solicitante/s: LES LABORATORIES FRANÇAIS DE CHIMIOTHERAPIE.
Resumen no disponible.
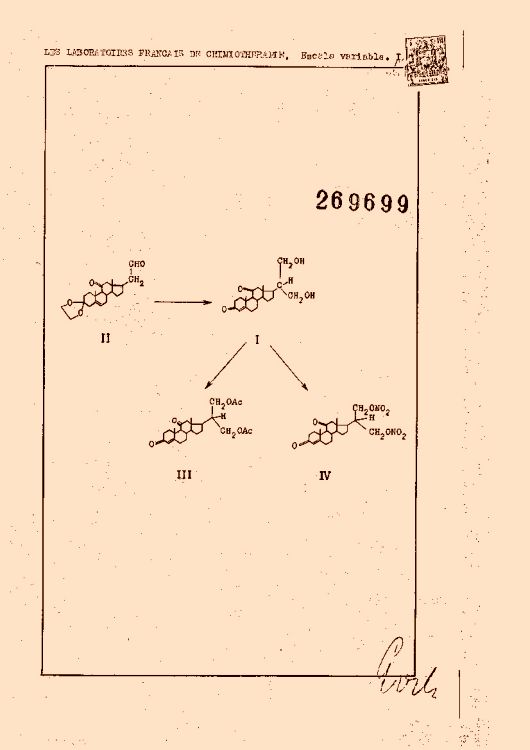
PROCEDIMIENTO DE PREPARACIÓN DE NUEVOS COMPUESTOS ESTEROIDES 3-OXO-DELTA,4-20-HIDROXIMETILADOS.
(16/11/1961). Ver ilustración. Solicitante/s: LES LABORATORIES FRANÇAIS DE CHIMIOTHERAPIE.
Resumen no disponible.
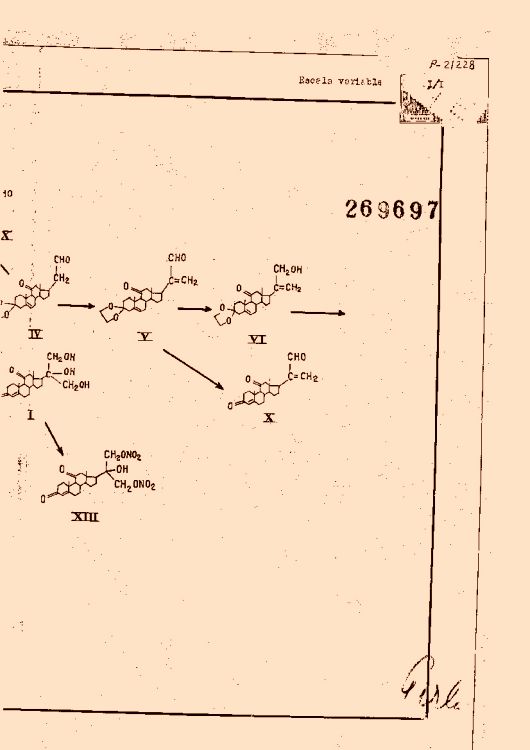
PROCEDIMIENTO DE PREPARACIÓN DE NUEVOS COMPUESTOS 3-OXO-DELTA,4-ESTEROIDES.
(16/11/1961). Ver ilustración. Solicitante/s: LES LABORATORIES FRANÇAIS DE CHIMIOTHERAPIE.
Resumen no disponible.
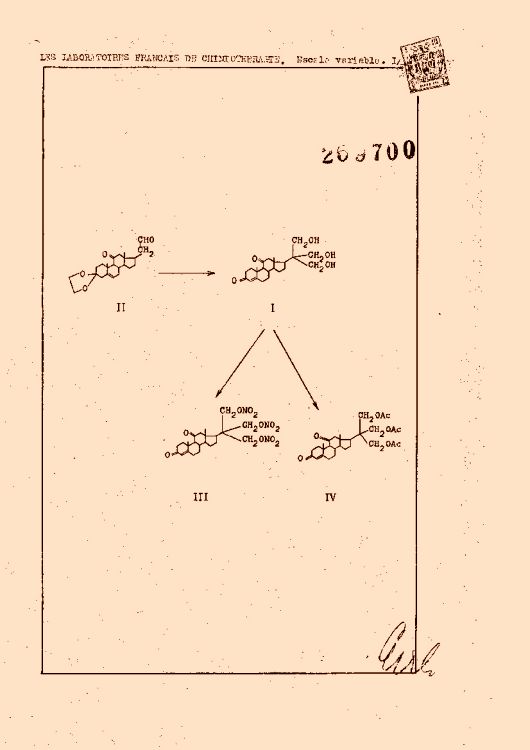
PROCEDIMIENTO DE PREPARACIÓN DE NUEVOS COMPUESTOS ESTEROIDES 3-OXO-DELTA,4-POLIHIDROXILADOS.
(16/11/1961). Ver ilustración. Solicitante/s: LES LABORATORIES FRANÇAIS DE CHIMIOTHERAPIE.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}