CIP-2021 : B29C 45/76 : Medida, control o regulación.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/76[2] › Medida, control o regulación.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/76 · · Medida, control o regulación.
CIP2021: Invenciones publicadas en esta sección.
METODO PARA MODELADO DE OBJETOS TRIDIMENSIONALES Y PARA SIMULACION DE FLUJO DE FLUIDOS.
(01/12/2005) Un procedimiento para simular flujo de fluido dentro de un objeto tridimensional que consta de una primera y de una segunda superficie generalmente opuestas, que incluyen la concordancia de cada elemento (DF) de la mencionada primera superficie con un elemento (CE) de la mencionada segunda superficie entre los que puede estar definido un espesor razonable, en el cual los elementos concordantes de la mencionada primera superficie constituyen un primer juego de elementos concordantes y elementos concordantes de la mencionada segunda superficie constituyen un segundo juego de elementos concordantes que especifican…
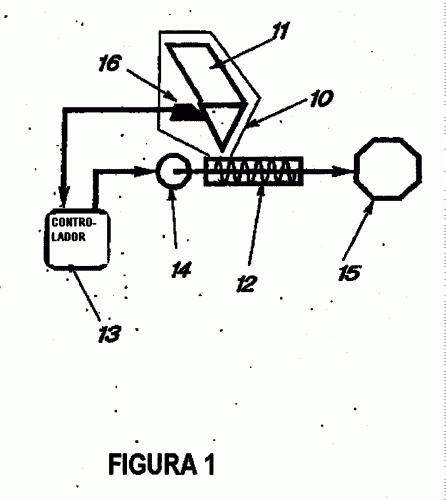
SISTEMA PARA EL SUMINISTRO DE PORCIONES DE MATERIAL A UNA MAQUINA DE MOLDEO POR INYECCION.
(16/10/2005). Ver ilustración. Solicitante/s: LIAD WEIGHING AND CONTROL SYSTEMS LTD. Inventor/es: MARGALIT, ELI.
Un sistema para suministrar material a una máquina de moldeo, que comprende: (a) un contenedor que tiene una primera salida ; (b) una tolva de material que tiene una abertura de rellenado para recibir material que tiene que ser suministrado a la máquina, y una segunda salida para suministrar material al mencionado contenedor , en el que la mencionada tolva de material está situada dentro del mencionado contenedor ; (c) una célula de carga que está acoplada a la mencionada tolva de material ; y (d) un controlador operativo para: (i) calcular el peso del material suministrado, utilizando la mencionada célula de peso y el método de pérdida de peso, y (ii) controlar los medios de suministro.
METODO Y APARATO PARA MODELAR LA INYECCION DE UN FLUIDO EN LA CAVIDAD DE UN MOLDE.
(16/05/2004) Método para modelar la inyección de un fluido dentro de un molde que define una cavidad tridimensional, comprendiendo el método las etapas de: (a) proporcionar un modelo informático sólido tridimensional que define la cavidad; (b) discretizar un dominio de soluciones basado en el modelo sólido; (c) especificar las condiciones de contorno; despejando una o ambas de: (d) las variables del proceso de la fase de llenado en al menos una primera parte del dominio de soluciones para proporcionar las soluciones de llenado respectivas, por tanto, para al menos la primera parte del dominio de soluciones; y (e) las variables del proceso de la fase de relleno en al menos alguna de la primera parte del…
CONTADOR PARA MOLDES DE INYECCION.
(16/10/2003). Ver ilustración. Solicitante/s: COMERCIAL DE UTILES Y MOLDES, S.A.. Inventor/es: NAVARRA PRUNA,ALBERTO.
Contador para moldes de inyección. Partiendo de la utilización de un contador electrónico o contador propiamente dicho, excitado a través de las señales eléctricas recibidas de un interruptor, la invención se centra en el hecho de que dicho interruptor es un interruptor de presión, preferentemente un interruptor piezo-eléctrico, que se aloja en el interior de la propia cámara de moldeo , de manera que dicho interruptor no es activado por el cierre mecánico del contramolde sobre el molde , sino que su activación se produce cuando la cámara de moldeo se inunda con el material de inyección y la presión generada por dicho material sobre el interruptor alcanza el nivel preestablecido correspondiente a una inyección correcta. De esta manera el contador no contabiliza ni los ciclos del molde realizados en vacío ni tampoco aquellos otros que la pieza obtenida sea defectuosa por inyección insuficiente de material.
DISPOSITIVO PARA COMPROBAR FUGAS EN CIRCUITOS DE REFRIGERACION DE MOLDES.
(16/05/2003) 1. Dispositivo para comprobar fugas en circuitos de refrigeración de moldes, y de especial aplicación en moldes de inyección, los cuales tienen practicados en sus paredes unos conductos o galerías por los que circula el líquido refrigerante, quedando muy próximos a la cara interna del molde donde se moldea el objeto, caracterizado porque consta de dos tubos de conexión acoplables por intermedio de enchufes rápidos y válvulas de cierre automático opcionales, a las tomas de entrada y salida del molde a comprobar, llevando acoplado uno de estos tubos de conexión un manómetro de presión, mientras que el otro tubo de conexión incluye una boquilla de conexión de un latiguillo de aplicación de aire comprimido, así como una válvula de cierre del circuito una vez alcanzada…
MAQUINA DE FUNDICION DE INYECCION O DE FUNDICION A PRESION.
(16/04/1999). Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: STUMMER, FRIEDRICH, DR. ING., FREY, ROLF.
SE PROPONE UNA MAQUINA DE FUNDICION DE INYECCION O FUNDICION A PRESION, EN DONDE PARA EL RECONOCIMIENTO DEL FRENTE DE COLADA POR MEDIO DE UN PROCEDIMIENTO PERTENECIENTE SE HA PREVISTO UN EQUIPO DE SENSOR DENTRO DEL MOLDE DE FUNDICION A PRESION. UN EQUIPO DE SENSORES DE ESTE TIPO ABARCA UN CANAL DE MEDIDA DE FORMA TRANSVERSAL CON RESPECTO A LA DIRECCION DE TRANSPORTE DE LA COLADA DENTRO DE LA PIEZA FUNDIDA DEL MOLDE DE FUNDICION A PRESION, QUE SE CIERRA POR MEDIO DEL FRENTE DE COLADA Y DISPARA UNA SEÑAL DE CONEXION CORRESPONDIENTE.
PROCEDIMIENTO PARA LA DETERMINACION DE DESVIACIONES INADMISIBLES DE PARAMETROS DE PROCEDIMIENTO.
(16/07/1997). Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: STUMMER, FRIEDRICH, DR. ING..
BASADO EN UN PROCEDIMIENTO PARA LA DETERMINACION DE DESVIACIONES INADMISIBLES DE PARAMETROS DE PROCEDIMIENTO, ESPECIALMENTE EN MAQUINAS DE FUNDICION A PRESION O SIMILARES, SE PROPONE UN PROCEDIMIENTO, EN EL QUE A PARTIR DE LA DETERMINACION DE LOS VALORES EXACTOS DE PARAMETROS DE PROCEDIMIENTO, DURANTE LA FABRICACION DE UN DETERMINADO NUMERO DE PIEZAS REFERENCIADAS, QUE ESTAN SOMETIDAS EN SU ORIGEN A UN CONTROL DE CALIDAD, PUEDA CONCLUIRSE SOBRE LA CALIDAD DE LAS PIEZAS FABRICADAS POSTERIORMENTE SIN OTRO CONTROL DE CALIDAD. SE CREAN POR LO TANTO CRITERIOS DE SELECCION PARA LA DETERMINACION DE LAS PIEZAS DESECHADAS, QUE REDUCEN NOTABLEMENTE EL TRABAJO Y CONSECUENTEMENTE LOS COSTES DEL CONTROL DE CALIDAD, RESPECTO A LAS PIEZAS FABRICADAS CON SEMEJANTE PROCEDIMIENTO.
UNA PRENSA PARA MATERIALES PLASTICOS MOLDEADOS POR INYECCION.
(16/03/1997). Solicitante/s: OIMA S.P.A. Inventor/es: SONCINI, GINO.
UNA PRENSA PARA MATERIALES PLASTICOS MOLDEADOS POR INYECCION QUE CONSTA DE MIEMBROS OPERATIVOS DE MAQUINA PARA FUNCIONAR MEDIANTE UN APARATO DE CONTROL ELECTRICO Y LLEVAR A CABO LAS ETAPAS DEL CICLO DE MOLDEADO DE CONFORMIDAD CON LOS PARAMETROS AJUSTABLES RESPECTIVOS, UN SENSOR DE ENERGIA ASOCIADO CON UNA LINEA DE SUMINISTRO DE ENERGIA ELECTRICA A DICHO APARATO PARA TOMAR CONTINUAMENTE UNA MEDICION DE LA ENERGIA CONSUMIDA POR LOS MIEMBROS OPERATIVOS DE LA MAQUINA ANTES MENCIONADA , UN ORDENADOR AL QUE SE LE PROPORCIONA CONTINUAMENTE LA MEDICION DE ENERGIA MENCIONADA PARA DAR UNA MEDIDA DE LA ENERGIA QUE SE ESTA CONSUMIENDO, Y UNA PANTALLA A LA QUE SE SUMINISTRA LA MEDIDA DE ENERGIA MENCIONADA PARA MOSTRARLA DURANTE EL CICLO DE LA MAQUINA DE MANERA QUE LOS PARAMETROS MENCIONADOS SE PUEDAN AJUSTAR A VALORES ADECUADOS PARA MINIMIZAR EL CONSUMO DE ENERGIA DURANTE EL CICLO.
PROCEDIMIENTO PARA LA FUNDICION INYECTADA DE ARTICULOS DE MATERIAL PLASTICO EMPLEANDO UNA UNIDAD DE COMPRESION DE FLUIDO Y SISTEMA PARA LA REALIZACION DEL MISMO.
(01/02/1997) METODO Y SISTEMA PARA EL MOLDEO POR INYECCION DE ARTICULOS DE PLASTICO. EL APARATO INCLUYE UNA TOBERA DE INYECCION DE RESINA, UN MOLDE QUE TIENE UNA ABERTURA DE INYECCION Y UNA CAVIDAD DE MOLDE PARA RECIBIR RESINA FUNDIDA DESDE LA TOBERA. LA UNIDAD DE COMPRESION DE GAS (37') INCLUYE UN COMPRESOR QUE PRESURIZA UNA PRIMERA CARGA DE GAS A UN AJUSTE DE PRESION DE UN PRESOSTATO . EL COLECTOR DE GAS ALMACENA LA PRIMERA CARGA DE GAS PRESURIZADO A UN NIVEL DE PRESION DENTRO DE UN MARGEN PREDETERMINADO DE PRESION. UNA VALVULA REDUCTORA DE PRESION DE FLUIDO PRIMERA REDUCE LA PRESION DEL GAS AL ESTAR COMUNICADA DESDE EL COLECTOR DE FLUIDO A UN ORIFICIO EN EL MOLDE A UN NIVEL ACEPTABLE…
PROCEDIMIENTO PARA EL CONTROL DE UNA MAQUINA DE FUNDICION DE INYECCION.
(16/08/1996) EN UN PROCEDIMIENTO PARA EL CONTROL DE UNA MAQUINA DE FUNDICION DE INYECCION DE PLASTICO SE INTRODUCEN EN UNA FORMA DE GUIA PARA EL UTILIZADOR LOS PARAMETROS DE SERVICIO NECESARIOS PARA EL DESARROLLO DE UN CICLO DE INYECCION POR MEDIO DE UNA UNIDAD (E) DE SOLICITUD A PARTIR DE LA UNIDAD DE PREPARACION DE DATOS ALMACENADOS EN ESTOS PARAMETROS DE SERVICIO Y A CONTINUACION SE REALIZA EL CICLO DE INYECCION SEGUN LOS PARAMETROS DE SERVICIO ALMACENADOS. MEDIANTE LA INTRODUCCION DE ESTOS DATOS SE MANEJAN LAS CARACTERISTICAS DE CONFIGURACION DEL CICLO DE INYECCION PARA SU DESARROLLO SEGUN EL CONOCIMIENTO DE LAS CUALIDADES FISICAS Y CONSTRUCTIVAS DEL LADO DE LA MAQUINA Y DEL LADO DE LA HERRAMIENTA DE ACUERDO CON EL DESARROLLO DEL PROCESO POSIBLE DEL CICLO DE INYECCION Y SEGUN EL REGISTRO DE LAS POSIBILIDADES DE ENTRADA QUE SE ENCUENTRAN A DISPOSICION SEGUN…
MAQUINA PARA LA FABRICACION "IN SITU" DE BANDEJAS Y SIMILARES PARA EL ENVASADO DE PRODUCTOS ALIMENTICIOS.
(16/06/1996) MAQUINA PARA LA FABRICACION IN SITU DE BANDEJAS Y SIMILARES PARA EL ENVASADO DE PRODUCTOS ALIMENTICIOS, CONCRETAMENTE DE BANDEJA FABRICADAS A PARTIR DE DERIVADOS DEL PETROLEO, DISTRIBUIDOS EN GRANZA DE MATERIA PLASTICA CARACTERIZADA PORQUE ESTA CONSTITUIDA A PARTIR DE UN CHASIS O ARMAZON DE REDUCIDAS DIMENSIONES, QUE PRESENTA EN LA PARTE SUPERIOR UN DEPOSITO , EN CUYA ZONA INFERIOR EXISTE UNA RAMPA (2') QUE PAULATINAMENTE PERMITE EL PASO DE LA GRANZA HACIA UNA EMBOCADURA COMUNICADA CON EL GRUPO DE INYECCION , EN EL INTERIOR DEL CUAL ES TRANSFORMADA ADECUADAMENTE PARA PERMITIR SU INYECCION EN UN MOLDE QUE CAN LA ACTUACION DE UN CENTRO HIDRAULICO POTENCIADO POR UN GRUPO HIDRAULICO INCORPORADO EN EL INTERIOR DEL CHASIS, GENERA LA FORMACION DE UNA BANDEJA QUE SALE…
METODO Y APARATO PARA CONTROLAR UNA MAQUINA DE MOLDEAR.
(16/06/1996) SE RECIBEN UNA CANTIDAD DE REBABA Y UNA CANTIDAD DE CAVIDAD DE CONTRACCION QUE HAN SIDO IMPUTADOS RESPECTO A UN ARTICULO MOLDEADO POR UNA MAQUINA DE MOLDEAR. UNA FUNCION DEL NUMERO DE ELEMENTOS REFERENTE A LA CANTIDAD DE REBABA, UNA FUNCION DEL NUMERO DE ELEMENTOS REFERENTE A LA CANTIDAD DE CAVIDAD DE CONCENTRACION, UNA FUNCION DEL NUMERO DE ELEMENTOS DE UN VALOR REFERENTE A LA TEMPERATURA DE MOLDEO, UNA FUNCION DEL NUMERO DE ELEMENTOS REFERENTE A LA PRESION DE MOLDEO Y REGLAS QUE UTILIZAN LA CANTIDAD DE REBABA Y LA CANTIDAD DE CAVIDAD DE CONCENTRACION COMO VARIABLES DE ENTRADA Y UTILIZAN TAMBIEN UN VALOR REFERENTE A LA TEMPERATURA DE MOLDEO Y UN VALOR REFERENTE A LA PRESION DE MOLDEO COMO VARIABLES DE SALIDA SE HAN PREESTABLECIDO…
PROCEDIMIENTO PARA LA COLADA POR INYECCION DE PIEZAS DE MOLDEO A PARTIR DE PLASTICO INYECTABLE. DISPOSITIVO PARA LLEVAR A CABO EL PROCEDIMIENTO.
(01/12/1995) PARA LA COLADA POR INYECCION DE PIEZAS DE MOLDEO A PARTIR DE PLASTICO INYECTABLE SE PROPONE UN PROCEDIMIENTO SEGUN EL CUAL, EN PRIMER LUGAR, EL MATERIAL PLASTICO PROCEDENTE DEL CILINDRO HELICOIDAL 10 DE UNA EXTRUSORA 1 SE PLASTIFICA EN UNA ANTECAMARA HELICOIDAL 9 Y, A CONTINUACION, LA ANTECAMARA LLENA 9 SE BLOQUEA MEDIANTE UN CIERRE 11 QUE EVITA EL RETROCESO DEL CALDO PLASTICO AL CILINDRO HELICOIDAL 10, SIENDO IMPULSADO A CONTINUACION EL CALDO TERMOPLASTICO DESDE LA ANTECAMARA HELICOIDAL 9 AL INTERIOR DEL MOLDE DE INYECCION 2, Y, SEGUN EL CUAL, EL TRANSCURSO DEL PROCESO DE INYECCION, POR EJEMPLO, EN LO REFERENTE A LA VELOCIDAD A LO LARGO DEL CAMINO A RECORRER, VIENE DETERMINADO…
(16/04/1995). Solicitante/s: GENTEX CORPORATION. Inventor/es: WEYMOUTH, RUSSELL F., JR.
APARATO PARA MOLDEAR UNA VARIEDAD DE ARTICULOS DE DIFERENTES MASAS Y FORMAS EN EL CUAL SE INYECTA UNA PARTE DE MATERIAL A UNA PRESION CONSTANTE A TRAVES DE UNA VALVULA TEMPORIZADA (D) A UN DEPOSITO DE FUNDICION DEL MATERIAL A UNA TEMPERATURA Y UNA PRESION PREDETERMINADAS. LOS ARTICULOS SE MOLDEAN POR COMPRESION A UNAS PRESIONES PREDETERMINADAS ACORDES CON SU MASA Y SU FORMA. LA PRESION VARIABLE DE COMPRESION SE SUMINISTRA POR MEDIO DE UNOS ACTUADORES SIMILARES LOS CUALES SE EXCITAN AL UNISONO. EN OTRA VERSION EXISTE UN UNICO ACTUADOR ACOPLADO A LA CAVIDAD DE MOLDEO POR MEDIO DE UNA MAQUINA QUE SUPONE UNA VENTAJA MECANICA. LOS ACTUADORES ESTAN FIJOS POR UN PIVOTE. EN PARTICULAR, EL APARATO SE UTILIZA PARA EL MOLDEO DE LENTES.
UN SISTEMA PARA EL AJUSTE OPTIMO DE LA CONDICION DE MOLDE PARA MAQUINAS DE MOLDEO POR INYECCION.
(16/03/1995) SE REVELA UN SISTEMA PARA EL AJUSTE OPTIMO DE LA CONDICION DE MOLDE PARA MAQUINAS DE MOLDEO POR INYECCION. EL SISTEMA INCLUYE MEDIOS DE ANALISIS DEL FLUJO DE MATERIAL FUNDIDO PARA ANALIZAR UN FLUJO DE RESINA, UN ENFRIAMIENTO DE RESINA Y UNA ESTRUCTURA/RESISTENCIA DE LOS PRODUCTOS MOLDEADOS UTILIZANDO UN MOLDE PARA EL MODELO DISEÑADO Y TAMBIEN INCLUYE MEDIOS DE EVALUACION DEL RESULTADO DE ANALISIS PARA DETERMINAR UNA CONDICION DE MOLDEO INICIAL Y SU ALCANCE PERMISIBLE DE ACUERDO CON LOS RESULTADOS DEL ANALISIS. SE AJUSTA LA CONDICION INICIAL DE MOLDEO EN LA MAQUINA DE INYECCION POR MOLDEO Y SE LLEVA A CABO UNA PRUEBA PARA DETERMINAR SI HAY ALGUNA DEFICIENCIA EN EL PRODUCTO MOLDEADO. SI SE DESCUBRE ALGUNA DEFICIENCIA EN EL PRODUCTO MOLDEADO, SE INTRODUCEN DATOS RELACIONADOS CON LA…
PROCEDIMIENTO Y DISPOSITIVO PARA EL MANDO DE INSTALACION DE APLICACION DE CERA.
(16/10/1994) EN UNA INSTALACION DE APLICACION DE CERA CON UN INYECTOR DE CERA DE VACIO SE AJUSTAN LOS PARAMETROS DE TRABAJO (PRESION DE PROYECCION DE LA CERA, DURACION DE LA PROYECCION DE LA CERA Y PRESION DE APLICACION) POR EL HECHO DE QUE ESTOS PARAMETROS SE INCORPORAN AL MOLDE DE GOMA EN FORMA DE ESCOTADURAS DEFINIDAS, QUE QUEDAN LIBRES O QUE SE PUEDEN CERRAR CON UNA INSERCION APROPIADA. UNA DETERMINADA CANTIDAD DE ESTAS ESCOTADURAS (CERRADAS O ABIERTAS) FORMA UN CAMPO DE CODIFICACION EN FORMA DE UN NUMERO BINARIO, QUE ES EXPLORADO POR ORGANOS DE EXPLORACION DE LA PLACA DE PRESION DE LA INSTALACION DE PROYECCION DE CERA. CON ELLO SE TRANSFIEREN LOS PARAMETROS DE TRABAJO A LA INSTALACION Y SE EXCITAN LOS ORGANOS DE AJUSTE…
SISTEMA DE OPERACION COMPLETAMENTE AUTOMATICA PARA MAQUINAS DE MOLDEO POR INYECCION.
(16/07/1994). Solicitante/s: TOSHIBA MACHINE COMPANY LIMITED. Inventor/es: TANAKA, HIDEO, HOSOYA, TSUTOMU, SHIRAI, KANJI, BANZAI, HIDEO.
UN SISTEMA DE OPERACION COMPLETAMENTE AUTOMATICA PARA MAQUINAS DE MOLDEO POR INYECCION CAPAZ DE INICIAR LAS OPERACIONES DE PURGA Y ARRANQUE DE UNA MANERA SUAVE Y AUTOMATICA Y LUEGO INICIAR LA PRODUCCCION DE PRODUCTOS COMPLETAMWENTE MOLDEADOS DESPUES DE QUE EL BARRIL, MOLDE Y FLUIDO HIDRAULICO SE CALIENTEN A SUS TEMPERATURAS OPTIMAS, RESPECTIVAMENTE, DE DETENER AUTOMATICAMENTE LA OPERACION DE MOLDEO EN EL CASO DE QUE SE PRODUZCA PRODUCTOS INCOMPLETAMENTE MOLDEADOS O SURJA ALGUNA CONDICION ANORMAL EN LA MAQUINA DE MOLDEO DURANTE LA OPERACION AUTOMATICA Y DE REINICIAR AUTOMATICAMENTE LA OPERACION DESPUES DE LA DETENCION.
METODO PARA ESTIMAR LA CALIDAD DE PRODUCTOS MOLDEADOS POR INYECCION.
(01/12/1993). Solicitante/s: TOSHIBA KIKAI KABUSHIKI KAISHA. Inventor/es: KUMAZAKI, HIROSHI.
LA CALIDAD BUENA O MALA DE UN PRODUCTO MOLDEADO POR INYECCION SE ESTIMA POR UN METODO QUE COMPRENDE LAS ETAPAS DE MEDIR LA TEMPERATURA T DE UN MOLDE METALICO, DE UNA RESINA EN LA CAVIDAD TAMBOR O INYECTOR DEL MOLDE DE UNA MAQUINA DE MOLDEO POR INYECCION EN UN TIEMPO T TRANSCURRIDO DESPUES DEL COMIENZO DE UNA ETAPA DE MANTENIMIENTO DE LA PRESION DE LA MAQUINA DE MOLDEO POR INYECCION, MEDIDA DE LA PRESION P DE LA RESINA EN LA CAVIDAD TAMBOR O INYECTOR DEL MOLDE EN EL TIEMPO T, CALCULAR UNA FUNCION DEL TIEMPO A = F(T) UTILIZANDO LA TEMPERATURA T Y LA PRESION P, DONDE A REPRESENTA UN PARAMETRO DE CALCULO T/P, P/T, TXP, T + P O T (MAS MENOS) P, Y COMPARAR UNA FUNCION DE TIEMPO DE REFERENCIA AO = F(T) DE UN DISPARO EN EL QUE SE PUEDEN OBTENER PRODUCTOS SATISFACTORIOS, CON UNA FUNCION DE TIEMPO AN = F(T) DE OTRO DISPARO. DE ACUERDO CON ESTE METODO ES POSIBLE ESTIMAR CON EXACTITUD EL VOLUMEN O CONFIGURACION DEL PRODUCTO MOLDEADO.
PROCEDIMIENTO Y MECANISMO PARA REGULAR EL PROCESO DE FUNDICION POR INYECCION.
(01/04/1993) EL INVENTO SE REFIERE A LA REGULACION GOBIERNO Y CONTROL DE LAS MAQUINAS HIDRAULICAS DE FUNDICION POR INYECCION, LAS CUALES REDUCEN EL CAMBIO AUTOMATICO DE LA INYECCION DE LIQUIDO SUMINISTRADO. EL COMETIDO DEL INVENTO CONSISTE EN ENCONTRAR EL PUNTO OPTIMO DE CAMBIO CORRESPONDIENTE AL TIEMPO DE INYECCION, RECORRIDO DE INYECCION, PRESION O VELOCIDAD DE INYECCION, REGULAR LOS PARAMETROS DEL PROCESO Y OBTENER UNA FORMA EMBUTIDA, RELLENA TOTAL, MOLDADA INDEPENDIENTE Y LIBRE DE PRESIONES. CON ARREGLO AL INVENTO ABARCA EL TIEMPO TRANCURRIDO ENTRE EL CAMBIO AUTOMATICO DE LA REDUCCION DE LA CORRIENTE DE TRANSPORTE Y LA OBTENC ION DE UNAS SELECCIONADA PRESIONES PARA LA REDUCCION DE LA CORRIENTE DE TRANSPORTE MEDIANTE…
DISPOSITIVO PARA OPERACIONES DE CONTROL DE MOLDES DE INYECCION.
(01/12/1992). Solicitante/s: NIFCO KASEI INC NIFCO INC. Inventor/es: TAKEI, KAZUO, TODA, SUSUMU, NAKAYA, YUTAKA, MITA, AKIMITSU.
LA DISMINUCION DE LA SEÑAL DE DETECCION (G), SE PRODUCE CUANDO EL PRODUCTO CAE DEL MOLDE. SI LA FUERTE SEÑAL DE DETECCION, ES GENERADA ANTES DEL "LAPSUS" DE TIEMPO FIJADO POR UN CRONOMETRO , DESDE EL MOMENTO EN QUE APARECE LA SEÑAL, AL ABRIRSE EL MOLDE, PROVENIENTE A SU VEZ DE LA SEÑAL DE APERTURA DEL MOLDE, DEL GENERADOR , SE ACTIVA ASI EL PROXIMO CICLO DE MOLDEADO. SI LA FUERTE SEÑAL DE DETECCION ES GENERADA DENTRO DEL INTERVALO DE TIEMPO ESTABLECIDO POR EL CRONOMETRO , LA ALARMA ES CONECTADA.
CALIBRADOR DE TUBERIA DE PLASTICO.
(16/04/1987). Solicitante/s: SEBASTIAN DIE, RAMON.
Calibrador de tubería de plástico, del tipo de calibración bajo fluido que va alojado en el interior de la cuba de enfriamiento, interior del baño de enfriamiento que se sitúa a continuación de la hilera de extrusionado y se halla formado por un tubo cilíndrico provisto de sendas platinas en sus extremos, tubo cilíndrico que es hueco para el paso por su interior del tubo de plástico a calibrar, caracterizado porque en las paredes del tubo del calibrador aparecen una serie de ranuras helicoidales, que perforan la pared, cuyo ancho y ángulo de hélice son variables en función del tipo de material plástico a calibrar.
PERFECCIONAMIENTOS EN MAQUINAS DE MOLDEO POR INYECCION.
(16/12/1975). Solicitante/s: BRITISH INDUSTRIAL PLASTICS LIMITED.
Perfeccionamientos en máquinas de moldeo por inyección, para moldear materiales de resinas sintéticas, que funcionan por energía hidráulica, caracterizados porque dichas máquinas comprenden, por lo menos una bomba hidráulica, cuyo motor se dispone y adapta para funcionar a velocidades y pares variados cada uno directamente de acuerdo con las exigencias hidráulicas de la máquina durante un ciclo de moldeo por inyección.
{kind=link}
{kind=link}