CIP-2021 : B28B 11/10 : mediante la utilización de prensas.
CIP-2021 › B › B28 › B28B › B28B 11/00 › B28B 11/10[2] › mediante la utilización de prensas.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA.
B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E).
B28B 11/00 Aparatos o procedimientos para el tratamiento o el trabajo de los objetos conformados (especialmente adaptados a los objetos tubulares B28B 21/92; decoración o tratamiento de superficies en general B05, B44; compactado de hormigón in situ en la construcción E04G 21/06; secado F26).
B28B 11/10 · · mediante la utilización de prensas.
CIP2021: Invenciones publicadas en esta sección.
Un conjunto de presión y un método para formar una depresión dentro de una tabla de yeso móvil y húmeda.
(24/02/2016) Un conjunto de presión para formar una depresión dentro de una tabla de yeso húmeda y móvil, comprendiendo el conjunto un cabezal de presión que comprende una superficie de presión, que está dispuesta para entrar en contacto con la tabla y un miembro de soporte, estando dispuesta el cabezal de presión para comprimir una porción de la tabla entre la superficie de presión y el miembro de soporte para formar una depresión dentro de la tabla , comprendiendo además el conjunto medios de transmisión para mover el cabezal de presión y el miembro de soporte en una primera dirección que se corresponde sustancialmente con la dirección de la tabla móvil, y una segunda dirección que es sustancialmente perpendicular a un plano de la tabla …
Prensa de vibración en vacío para la formación de losas de piedra de compuesto con diseño.
(04/02/2016) Prensa de vibración en vacío de peso ligero, eficiente energéticamente y de bajo coste para la formación de losas de piedra de compuesto mediante compresión y vibración simultáneas de las losas bajo vacío, comprendiendo la prensa:
una cámara de vacío ;
un bastidor de soporte de una mesa de vibración dentro de la cámara de vacío ;
la mesa de vibración
un mecanismo de prensado que está configurado para comprimir una mezcla de losa entre el mecanismo de prensado y la mesa de vibración a una presión de entre 0,0689 bar y 6,89 bar (1 y 100 psi); y al menos un dispositivo de vibración configurado para hacer vibrar a al menos una de entre la mesa de vibración y el mecanismo de prensado ;
estando configurada la cámara de vacío de modo…
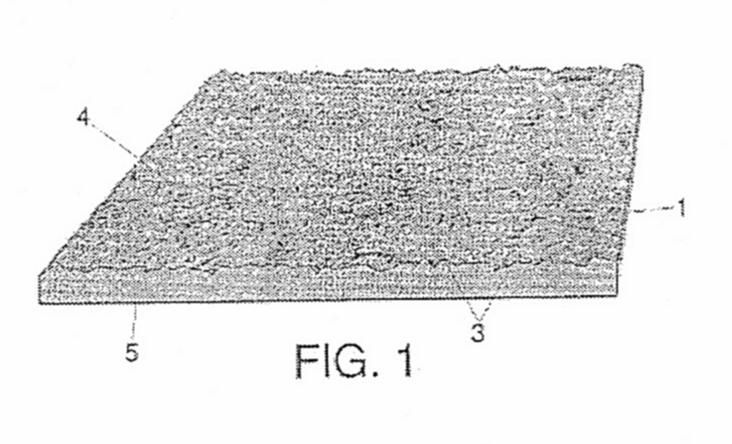
Sistema y procedimiento para la fabricación de tableros de yeso.
(18/04/2012) Un procedimiento para la fabricación de tableros de yeso , que comprende:
(a) proporcionar una longitud no acabada de tablero de yeso que tiene un rebaje a lo largo de susbordes longitudinales transportándolo sobre un transportador en una primera dirección;
(b) formar una pluralidad de rebajes en una primera superficie del tablero de yeso mediante la etapa decomprimir gradualmente el tablero de yeso , un rebaje lateral en cada borde lateral de la longitud noacabada y por lo menos un rebaje entre, paralelo a, y desplazado de, los bordes laterales cuando el tablerode yeso es transportado en dicha dirección generalmente paralela al rebaje; y
(c) cortar…
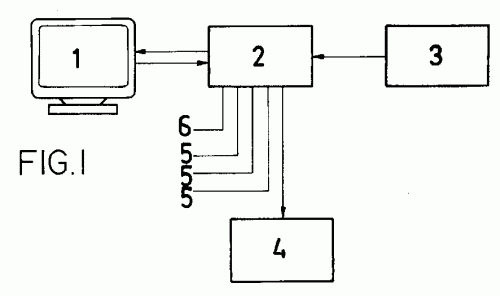
PROCEDIMIENTO Y SISTEMA PARA LA FABRICACION DE BALDOSAS CERAMICAS MEDIANTE LA APLICACION Y DETECCION DE MARCAS VISISBLES.
(16/11/2007) Procedimiento y sistema para la fabricación de baldosas cerámicas mediante la aplicación y detección de marcas visibles.#A cada uno de los sustratos cerámicos que forman la base de las baldosas cerámicas se le aplica una señal para identificar el punzón de la prensa en la que se han conformado y fijar el tratamiento individual que va a recibir, en función del punzón del que procede. El sistema preferentemente usado para el marcado de cada sustrato, consta de, un detector de inicio de ciclo de trabajo del "paso de peregrino", un detector de pieza, una tarjeta electrónica de control y un cabezal de marcado. La tarjeta electrónica realiza la identificación…
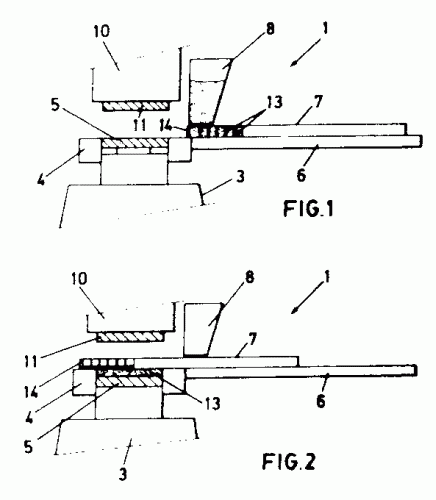
METODO DE FABRICACION DE AZULEJOS.
(16/07/2007). Ver ilustración. Solicitante/s: CERAMICAS DIAGO, S.A. Inventor/es: CARTA,SIMONETTA.
Método de fabricación de azulejos.#Proceso de fabricación de piezas cerámicas que cuentan con sus dos caras y con relieves decorativos , que consiste en introducir en una matriz metálica formada por dos platos o punzones macizos, el material de construcción del azulejo , preferentemente arcilla, para posteriormente proceder a su prensado en seco en una prensa hidráulica, para imprimirles así las formas geométricas o relieves y los motivos decorativos que se deseen a ambas caras de la pieza , puesto que las dos reciben el mismo tratamiento, tras lo que se procede a su extracción del molde, para someter a las piezas obtenidas a un proceso de secado en secadero vertical y siendo, finalmente, cocidas en un horno monoestrato, de modo que dicho proceso supone una mejora productiva que hace posible la utilización de estas piezas para aplicaciones en construcción o en decoración distintas a las habituales.
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION N-P200200153/7, POR: METODO Y EQUIPO PARA DECORAR PIEZAS CERAMICAS Y PRODUCTO OBTENDIO.
(01/10/2005) Mejoras introducidas en la Patente de Invención nº P-200200153/7, por: método y equipo para decorar piezas cerámicas y producto obtenido. Partimos de un bizcocho inicial sobre una de cuyas caras se han realizado unas hendiduras bordeadas por un tabique perimetral sobreelevado y las cuales se rellenan de una mezcla de gránulos de cola seca y granilla, para después introducir el conjunto dentro de un horno donde esa mezcla se disuelve integrándose en el bizcocho que se transformará en la pieza cerámica definitiva. Después se realiza un rectificado sobre esas áreas sobreelevadas de la pieza cerámica para enrasar la cara vista de tal pieza cerámica en toda su superficie. El relleno de los rehundidos constituyen los motivos decorativos. Pues bien, partiendo de lo…
METODO Y EQUIPO PARA DECORAR PIEZAS CERAMICAS Y PRODUCTO OBTENIDO.
(16/07/2004) Método y equipo para decorar piezas cerámicas y producto obtenido. Consiste en obtener unas piezas cerámicas con unos decorados un tanto especiales mediante un proceso realmente barato y automático desde la formación del bizcocho en una prensa que incluye un plato inferior con una cavidad donde se alojan los componentes conformantes del citado bizcocho y un plato superior que presiona sobre tales componentes para la formación del bizcocho inicial . El plato superior incluye unos elementos macho que al presionar sobre el bizcocho del plato inferior configura unas hendiduras con un reborde perimetral sobreelevado . En etapas posteriores esos rehundidos se rellenan de un material y después…
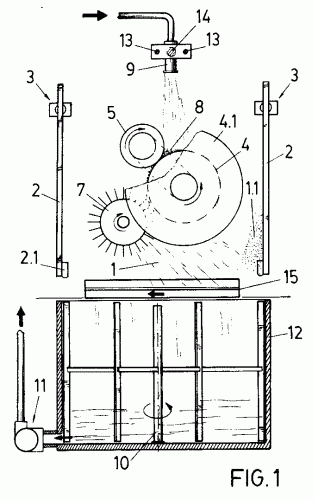
DISPOSITIVO PARA APLICACION DE ACABADOS SUPERFICIALES DE PIEZAS.
(01/06/2001). Ver ilustración. Solicitante/s: INDUSTRIAS TRANSFROMADORAS DEL CEMENTO ETERNIT, S.A. Inventor/es: HERNANDEZ LAMAGRANDE,SANTOS.
Dispositivo para aplicación de acabados superficiales de piezas. Dispone los diferentes conjuntos de rodillos gobernados y sincronizados por un autómata, que acciona también unas deslizaderas encargadas de depositar la lechada en puntos de cada rodillo de deposición, conectado mediante una transmisión con el de laminación de las partículas de tamaño superior, mientras que cada rodillo-cepillo toma el producto, diferentemente pigmentado, directamente del rodillo de deposición y lo proyecta sobre la teja. Figura 1.
DISPOSITIVO ELECTRONICO PARA COMPENSAR LA CARGA DE ARCILLAS EN LOS MOLDES.
(01/08/1999). Ver ilustración. Solicitante/s: BONO PESUDO,ARQUIMEDES V. FUSTER VENTURA,JOAQUIN. Inventor/es: FUSTER VENTURA,JOAQUIN, BONO PESUDO,ARQUIMEDES V.
DISPOSITIVO ELECTRONICO PARA COMPENSAR LA CARGA DE ARCILLAS EN LOS MOLDES PARA LA FABRICACION DE BALDOSAS, RODAPIES Y PIEZAS ESPECIALES, QUE PERMITE EL CONTROL GRADUAL Y AUTOMATICO DE LAS SUBIDAS Y BAJADAS DE UNAS PLACAS CORREDERAS QUE ACTUAN COMO RASCADORES DE LA ARCILLA DEL MOLDE, LOS CUALES SON ACCIONABLES MEDIANTE MICROMOTORES ELECTRICOS COMANDADOS ELECTRONICAMENTE PARA REALIZAR MAS RAPIDAMENTE LAS VARIACIONES DE ALTURA QUE SE DEBEN PROVOCAR PARA CONSEGUIR UNA COMPACTACION MAS IDONEA DE LA ARCILLA CONTENIDA EN EL MOLDE.
SISTEMA DE CORRECCION AUTOMATICA DE LA DENSIDAD DE PRENSADO, EN LA FABRICACION DE AZULEJOS.
(16/04/1990). Ver ilustración. Solicitante/s: IBERDITAN, S.A.. Inventor/es: ENGMANN, DIETRICH.
SISTEMA DE CORRECCION AUTOMATICA DE LA DENSIDAD DE PRENSADO, EN LA FABRICACION DE AZULEJOS. LA ARCILLA EN FORMA DE GRANULADO O POLVO HUMEDO QUE SEVIERTE EN UN MOLDE , ES BARRIDA POR DIFERENTES RASCADORES INDEPENDIENTES , SOLIDARIOS AL CARRO ALIMENTADOR Y SUSCEPTIBLES DE SITUARSE A DISTINTA ALTURA RESPECTO AL BORDE LIBRE DEL MOLDE , AL OBJETO DE QUE SEA ADMITIDA MAYOR CARGA EN AQUELLAS PORCIONES CUADRICULADAS EN QUE SE DIVIDE IMAGINARIAMENTE CADA BALDOSA , QUE NO ALCANZAN LA DENSIDAD DEL RESTO. ESTAS ZONAS DE MENOR DENSIDAD SON DETECTADAS POR LOS APARATOS DE COMPROBACION DE LA DENSIDAD, EN SI CONOCIDOS Y EN LOS QUE SON TRATADAS PORCIONES PREVIAMENTE OBTENIDAS EN LAS BALDOSAS, CON IDENTICA DISTRIBUCION A LA REFERIDA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}