CIP-2021 : B22D 17/14 : Máquinas en las que se ha hecho el vacío en el molde.
CIP-2021 › B › B22 › B22D › B22D 17/00 › B22D 17/14[1] › Máquinas en las que se ha hecho el vacío en el molde.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 17/00 Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión.
B22D 17/14 · Máquinas en las que se ha hecho el vacío en el molde.
CIP2021: Invenciones publicadas en esta sección.
Aparato y método para fundir y moldear metal en un entorno de vacío.
(01/04/2020) Un aparato para fundir y conformar metal en un entorno de vacío, que comprende:
un molde que tiene una cavidad de molde para conformar metal;
un manguito de fusión hueco adaptado para fundir metal cargado en el mismo, estando dispuesto el manguito de fusión por debajo y de un modo comunicante con la cavidad de molde ;
un émbolo de compresión que está adaptado para moverse hacia adelante dentro del manguito de fusión para empujar y cargar el metal fundido en la cavidad de molde ;
un soporte de manguito provisto para soportar el extremo inferior del manguito de fusión , teniendo el soporte de manguito y agujero que comunica con el interior del manguito de fusión , extendiéndose el agujero a través del soporte de manguito ;
una brida de cierre que se fija…
Aparato de molde para moldear metales en un entorno de alto vacío.
(25/09/2019) Un dispositivo de molde para conformar metal en un entorno de alto nivel de vacío que comprende:
un molde fijo ;
un molde móvil adyacente a una porción superior del molde fijo para formar una cavidad ; un vástago eyector que se extiende a través del molde móvil hasta la cavidad ;
una unidad de aspiración que crea un entorno de vacío dentro de la cavidad retirando aire de la misma, en donde, después de que la unidad de aspiración cree el entorno de vacío dentro de la cavidad , se carga metal fundido en la cavidad , en donde el metal fundido se conforma en un producto, y el vástago eyector empuja hacia afuera el producto conformado; y
una placa de cierre situada próxima a la parte superior del molde…
Procedimiento para llenar la cavidad de moldeo de un dispositivo de fundición a presión, así como disposición de válvulas y dispositivo de fundición a presión para llevar a cabo el procedimiento.
(03/05/2017) Procedimiento para llenar la cavidad de moldeo de un dispositivo de fundición a presión con material de fundición líquido , en donde el dispositivo de fundición a presión comprende un émbolo de introducción a presión que puede desplazarse en una cámara de fundición , en donde el material de fundición puede introducirse en la cámara de fundición a través de un orificio de llenado y se presiona en la cavidad de moldeo mediante el émbolo de introducción a presión , en donde durante una primera fase de introducción a presión el émbolo de introducción a presión se mueve con una primera velocidad…
Dispositivo de válvula de succión para la evacuación de gas de un molde.
(09/11/2016) Dispositivo de válvula de succión para máquina de fundición a presión que comprende un molde con al menos dos partes (12a, 12b) separables, el dispositivo de válvula de succión que comprende un cuerpo con una cámara de válvula que comprende una cámara de succión (21 b) y una cámara de control (21a), una válvula de corredera montada en la cámara de válvula, la válvula de corredera comprende una primera parte con una cabeza de válvula (44, 44') que coopera con un asiento de válvula (22, 22') en el cuerpo para abrir y cerrar la válvula, y una segunda parte que comprende un pistón montado en la cámara de control (21a); la cámara de control está conectada a conexiones de control fluídicas…
Molde de fundición con purgador de aire.
(31/08/2016) Molde de fundición compuesto por, al menos, dos moldes contiguos que encierran un espacio vacío, esto es, la cavidad .
- a la cual se puede acceder desde el exterior a través de, como mínimo, un canal de entrada y
- dentro de la cual se puede inyectar o presionar material de fundición líquido , y como mínimo una abertura de ventilación
- que se extiende desde la cavidad hasta la superficie exterior del molde , y, que
- está cerrada por un purgador de aire ,
en donde la superficie frontal del purgador de aire que está enfrente de la cavidad está calada por orificios de ventilación ,
- los cuales son…
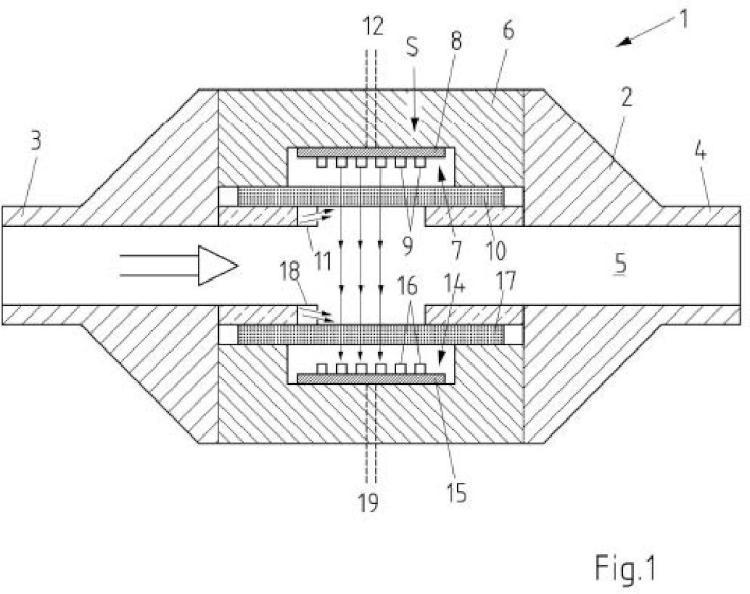
DISPOSITIVO Y PROCEDIMIENTO PARA LA MEDICIÓN DE LA HUMEDAD EN MOLDES DE FUNDICIÓN A PRESIÓN.
(16/11/2015). Ver ilustración. Solicitante/s: FONDAREX S.A. Inventor/es: BAUMGARTNER,KONRAD, HUGUENIN-VUILLEMIN YVES,Gérard Laurent.
La invención se refiere a un dispositivo y a un procedimiento para la medición de la humedad en moldes de fundición a presión , cuyo espacio hueco del molde está conectado a través de un conducto de ventilación con un dispositivo de ventilación . El dispositivo configurado de manera modular puede conectarse con el conducto de ventilación y comprende una disposición de sensores (S), mediante la cual puede medirse la humedad de gases extraídos del espacio hueco del molde . La disposición de sensores (S) presenta un emisor que emite radiación electromagnética y un receptor que detecta radiación electromagnética. Debido a los valores de medición determinados durante el proceso de evacuación, puede determinarse si la cantidad de una mezcla de agua y medio desmoldeador, que se inyecta antes del proceso de fundición propiamente dicho en el espacio hueco del molde , ha de modificarse.
Dispositivo de fundición.
(03/06/2015) Dispositivo de fundición con un molde de fundición que está constituido por dos mitades de molde (3a, 3b) y que presenta una cavidad de molde así como con una cámara de fundición conectada con la cavidad del molde , en el que al menos una de las mitades del molde (3a) está provista con un canal de ventilación (13, 13a) para la ventilación de la cavidad del molde y/o de la cámara de fundición y en una mitad del molde (3b) está dispuesto un órgano de estanqueidad , que durante la confluencia de las dos mitades del molde (3a, 3b), se apoya con efecto de obturación en la otra mitad del molde (3a), caracterizado…
PROCEDIMIENTO DE VACIO PARA EL MOLDEO POR INYECCION O PRESION.
(26/02/2010) Procedimiento para el vertido de un material fundido en una máquina de moldeo por inyección o presión mediante un tornillo sin fin de extrusión o un émbolo de moldeo que ejerce presión, que se desplaza en un casquillo de llenado o una carcasa de tornillo sin fin de extrusión mediante un dispositivo de control para introducir a presión el material fundido llenado en una cavidad de molde, así como con un dispositivo de purga de aire que presenta al menos una válvula , que está en conexión con la cavidad de molde de un molde de moldeo, llevándose dicha válvula desde una posición abierta, que conecta con una fuente (en 14) de vacío, a una posición cerrada, controlándose las posiciones mediante un sensor (18, 18'') de material conectado delante de la válvula que, a través de una…
VALVULA DE SUCCION PARA DESCARGAR AIRE Y GAS DESDE MATRICES EN LA COLADA PRESION.
(01/05/2007) Válvula de succión para descargar gas y aire para la colada a presión de aleaciones de cobre, aluminio y aleaciones de aluminio, que comprende un cuerpo de válvula y una correspondiente tapa , en la que el cuerpo de válvula tiene un paso de entrada para el flujo del metal fundido, el aire y el gas que llegan de la matriz, y un agujero de salida para el aire y el gas el cual está conectado a una bomba de succión a través de un filtro, y en la que el agujero de salida está coordinado con un émbolo , normalmente abierto, dirigido para su cierre mediante un pistón o actuador cuando es alcanzado por el flujo de metal que llega de la matriz, estando dicho pistón de dirección conectado a dicho émbolo por medio de una palanca loca , caracterizada porque en el plano entre el cuerpo de válvula y la tapa hay dos canales internos …
FUNDICION A PRESION DE TERMINALES DE BATERIA.
(01/07/2006) Un sistema cerrado y un procedimiento que incluye una fuente de plomo fundido presurizable conectado a un molde que tiene una cavidad de moldeo en el interior, con el molde que puede mantenerse a una temperatura suficientemente baja para que una carga de plomo fundido situada en la cavidad del molde se solidifique para, de este modo, formar una colada solidificada en la cavidad de moldeo. Un alojamiento con un canal de colada , puede mantenerse a una temperatura suficientemente alta para mantener el plomo fundido en un estado fundido de tal forma que la cavidad del molde pueda ser rellenada con plomo fundido fresco de carga cuando una colada solidificada se retire de la misma sin introducir aire en el sistema cerrado. Una válvula de…
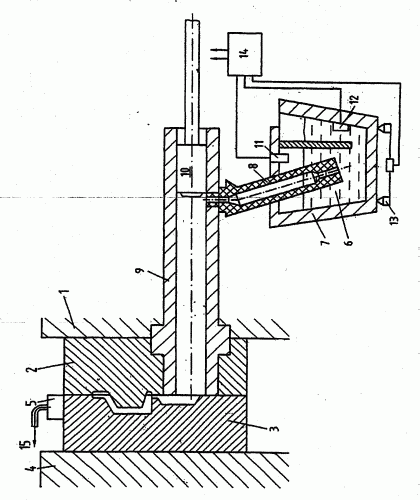
PROCEDIMIENTO PARA LA REGULACION DE LA CANTIDAD DE DOSIFICACION DE METAL.
(01/08/2005). Ver ilustración. Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: STUMMER, FRIEDRICH GEORG.
Procedimiento para la regulación de la dosificación de metal en máquinas de fundición a presión en vacío con una cámara de colada y un émbolo de colada desplazable en la cámara de colada , succionándose la fusión metálica a partir de un horno de conservación de calor , y efectuándose la dosificación de la fusión metálica mediante vacío y mediante control de una válvula de vacío , caracterizado porque, para la determinación exacta de la cantidad de dosificación de fusión metálica dentro de la cámara de colada se registra la cantidad de fusión metálica , que se encuentra dentro del horno de conservación de calor , por medio de al menos un sensor mediante determinación de valores efectivos, y se comparan los valores medidos con valores teóricos en un ordenador , y porque la instalación de evacuación y/o la válvula de vacío se regulan por medio de comparación de valores efectivos/teóricos.
METODO DE COLADA Y PRESION Y PRODUCTOS ASI OBTENIDOS.
(16/07/2005). Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG NIPPON LIGHT METAL COMPANY, LTD. Inventor/es: KURAMASU, YUKIO, IKARI, TAKAAKI.
Despues de evacuar una cavidad 2 de un molde para moldeado 1 de gases de escape, se insufla oxígeno en la cavidad 2 hasta que la presión interna de la cavidad sobrepasa la presión atmosférica, y después se inyecta energéticamente un metal fundido 5 en la cavidad 2. La cavidad se evacua hasta un grado de vacío menor de 100 milibares mediante una boquilla de succión 11. El gas oxígeno se insufla mediante una boquilla 14 en la cavidad 2, estando dicho oxígeno a una presión interna superior a la presión atmosférica. Cuando se inyecta el metal fundido 5 en la cavidad 2vaciada de esta manera, la inclusión de gases se evita perfectamente. Como resultado, se obtienen productos de moldeo por presión exentos de defectos como burbujas o porosidad causada por la inclusión de gases, que se pueden utilizan como elementos funcionales así como elementos estructurales.
DISPOSITIVO PARA REGULAR LA EVACUACION DE AIRE Y GAS DE MOLDES DE FUNDICION.
(01/06/2005) Dispositivo para regular la evacuación de aire y gas desde un molde de fundición, que comprende dos cuerpos complementarios, que puede ser cerrados por enfrentamiento de uno con la parte superior del otro, y un canal de evacuación ondulado, en forma de peine o similar, dispuesto entre los dos cuerpos citados, que puede estar conectado, por una parte, por la entrada , a un molde, y por otra parte, por la salida a un cárter de vacío, en el que dicho canal de evacuación está delimitado por una superficie estática representada por la superficie interna de dichos cuerpos y por una superficie móvil, la cual se encuentra dispuesta frente a, y en paralelo con, la superficie estática, y representada por la superficie frontal…
VALVULA DE SUCCION PARA DESCARGAR AIRE Y GAS DE MOLDES EN MOLDEO POR PRESION.
(01/11/2004) Válvula de succión para descargar gas y aire de moldes para el moldeo por presión de aleaciones de cobre, de aluminio y de aleaciones de aluminio, que consiste en un cuerpo de válvula y una correspondiente tapa , donde el cuerpo de válvula tiene un paso de entrada para el flujo de metal fundido, aire y gas proveniente del molde, y un agujero de salida para el aire y gas que está conectado a una válvula de succión a través de un filtro, y donde el agujero de salida está coordinado con un obturador , normalmente abierto, controlado para su cierre por un pistón o actuador cuando es alcanzado por el flujo de metal proveniente del molde, estando conectado dicho pistón de control a dicho obturador por medio de una palanca de vacío, caracterizada por el hecho de que en el plano entre el cuerpo de válvula y la tapa…
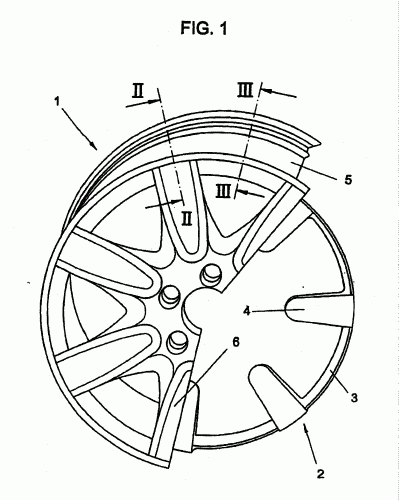
PROCEDIMIENTO PARA LA FABRICACION DE UNA LLANTA DE RUEDA DE FUNDICION Y MOLDE DE FUNDICION PARA ELLO.
(16/05/2004). Ver ilustración. Solicitante/s: AUSTRIA ALU-GUSS-GESELLSCHAFT MBH. Inventor/es: LANGGARTNER, JOHANN.
Procedimiento para la fabricación de una llanta de rueda de fundición de metal ligero mediante vertido en un molde de fundición, introduciéndose en el molde de fundición al menos una pieza de macho de espuma de metal preconformada, fijándola en posición en el mismo con ayuda de elementos posicionadores y cubriéndola finalmente con la fundición de metal ligero, caracterizado porque durante la cubrición de la pieza de macho con la fundición del metal ligero el gas que sale de la pieza de macho al producirse su calentamiento a consecuencia de la expansión que ello lleva consigo, es evacuado al exterior a través de al menos un elemento de venteo instalado en el molde de fundición y a través de al menos una abertura de venteo en el molde de fundición.
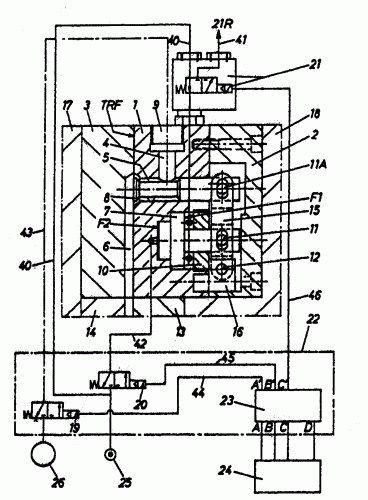
DISPOSITIVO DE VALVULAS, SOBRE TODO UN DISPOSITIVO DE VALVULAS DE ESCAPE DE AIRE PARA LA FUNDICION A PRESION.
(01/02/2004). Ver ilustración. Solicitante/s: V.D.S. VACUUM DIECASTING SERVICE SA. Inventor/es: BIGGER, RENE.
EN EL DISPOSITIVO DE VALVULA DE PURGA DE AIRE PARA FUNDICION INYECTADA, LA VALVULA QUE SE TRATA DE CERRAR SE PUEDE ACCIONAR MEDIANTE UN EMBOLO DE MANDO NEUMATICO , FORMADO COMO EMBOLO DIFERENCIAL DE DOBLE EFECTO, DONDE UNA (F1) DE SUS DOS SUPERFICIES DE PRESION SE PUEDA ALIMENTAR CON AIRE COMPRIMIDO PARA ABRIRLA A TRAVES DE UNA VALVULA DE RESPUESTA RAPIDA , Y LA OTRA SUPERFICIE DE PRESION (F2) SE PUEDE ALIMENTAR CON AIRE COMPRIMIDO PARA CERRARLA, A TRAVES DE UNA SEGUNDA VALVULA DE MANDO . LA VALVULA DE RESPUESTA RAPIDA LLEVA UNA PURGA DE AIRE (21R) PARA PODER DESCARGAR EN MUY POCO TIEMPO LA PRESION DE RETENCION DEL EMBOLO DE MANDO EN LA POSICION ABIERTA, PROGRAMANDO DE ESTA MANERA UN TIEMPO DE CIERRE MUY CORTO PARA EL EMBOLO DE ABSORCION. UNA VALVULA DE PURGA DE AIRE DE ESTE TIPO TIENE POR UNA PARTE UNA CONSTRUCCION MUY SENCILLA Y PERMITE UN TIEMPO DE CIERRE MUY CORTO, POR LO QUE SE PUEDE UTILIZAR ESPECIALMENTE TAMBIEN PARA LA FUNDICION INYECTADA DE ALTA VELOCIDAD.
PROCEDIMIENTO PARA LA FUNDICION A PRESION BAJO VACIO Y MOLDE DE FUNDICION A PRESION.
(01/05/2003). Solicitante/s: BUHLER DRUCKGUSS AG. Inventor/es: NIEDERMANN, BENNO, JUNG, PAUL, BRUGGER, WERNER.
Procedimiento para la fundición a presión bajo vacío a fin de fabricar piezas fundidas de alta calidad de metal o sus aleaciones, donde mediante un dispositivo para generar la depresión y una válvula de cierre se evacua de manera controlada una cavidad del molde y una cámara (6, 6) de fundición, así como un canal de fundición de un molde de fundición a presión, donde la cavidad del molde por llenar se libera cuando está ventilada y la cámara (6, 6) de fundición permanece cerrada hasta ese momento y se realiza la primera inyección al 100 % con la masa de metal fundido, caracterizado porque la cámara (6) de fundición se ventila a través de un orificio frontal respecto a la cavidad del molde, mientras la masa de metal fundido ya se mueve mediante el émbolo de fundición en dirección a ese orificio.
DISPOSITIVO Y PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS A PRESION.
(16/10/2002) LA PRESENTE INVENCION TRATA DE UN DISPOSITIVO Y UN PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE MOLDEO A PRESION. PARA ELLO, EL DISPOSITIVO 10 CORRESPONDIENTE A LA INVENCION ESTA COMPUESTO POR UN MOLDE DE FUNDICION A PRESION 12 Y UN DISPOSITIVO DE ASPIRACION 16 PREVISTO PARA LA EVACUACION CONTROLADA DE UNA CAVIDAD DE MOLDEO. EL DISPOSITIVO DE ASPIRACION 16 COMPRENDE ADEMAS UN TANQUE DE VACIO 18 Y UNA TUBERIA DE ASPIRACION 20 QUE UNE EL TANQUE DE VACIO 18 Y EL MOLDE DE FUNDICION A PRESION 12. LA TUBERIA DE ASPIRACION 20 MUESTRA A SU VEZ UNA PRIMERA VALVULA 22 Y UNA SEGUNDA VALVULA 24 CONECTADA EN PARALELO RESPECTO A LA PRIMERA VALVULA 22. LAS VALVULAS 22, 24 ESTAN DISPUESTAS ADEMAS DE TAL MODO QUE SE FORMA UN ESPACIO DE REFERENCIA 26 ENTRE LAS VALVULAS. EL PROCEDIMIENTO CORRESPONDIENTE A LA INVENCION COMPRENDE LAS SIGUIENTES…
MAQUINA Y METODO DE COLADA EN MATRIZ BAJO VACIO.
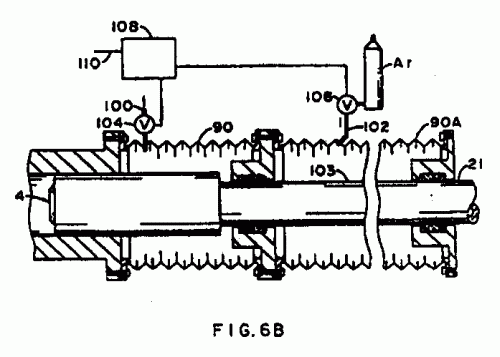
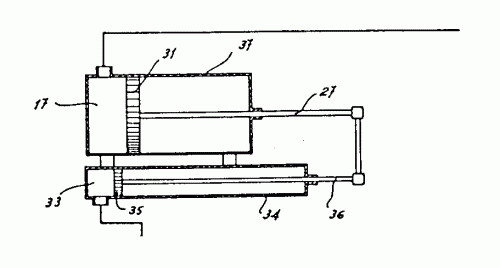
(01/09/2001). Ver ilustración. Solicitante/s: ALUMINUM COMPANY OF AMERICA. Inventor/es: FIELDS, JAMES R., CHU, MEN GLEN, CISKO, LAWRENCE W., DRANE, DONALD L., ECKERT, GEORGE C., FULL, GEORGE C., HORNACK, THOMAS R., KASUN, THOMAS J., KLINGENSMITH, MARSHALL A., MCMICHAEL, JERRI F., MANZINI, RICHARD A., MILLER, JANEL M., PREMKUMAR, M.K., ROBINSON, ROBERT E., RODJOM, THOMAS J., SCOTT, GERALD D., TRUCKNER, WILLIAM G., WALLACE, ROBERT C., ZAIDI, MOHAMMAD A., PAJERSKI, A. VICTOR.
ESTA INVENCION SE REFIERE A UNA MAQUINA DE COLADA POR VACIO MEJORADA ESPECIALMENTE PARA PROCESOS DE COLADA A ALTA PRESION. CONSTA DE UNA SECCION DE MATRIZ DE LA MAQUINA , UNA CAMARA DE LLENADO QUE SE COMUNICA CON DICHA SECCION DE MATRIZ, UNA APERTURA DE ENTRADA ADYACENTE A LA CAMARA DE LLENADO, UN PISTON , VASTAGOS DEL PISTON , OBTURADORES DE LOS VASTAGOS DEL PISTON , UN ELEMENTO DE CONTROL DE LA PRESION Y UN ELEMENTO DE CIERRE QUE SE EXTIENDE DESDE LA CAMARA DE LLENADO Y FORMA UN CIERRE ESTANCO AL AIRE POR DETRAS DE DICHO PISTON.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS METALICAS MOLDEADAS.
(16/05/2000). Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG. Inventor/es: THURNER, HANS, GABATHULER, JEAN-PIERRE, ROLLIN, ERICH, HUBER, HANSJORG, SCHELLING, HELMUT.
EN UN PROCEDIMIENTO PARA LA ELABORACION DE PARTES MOLDEADAS DE METAL MEDIANTE PRENSADO DE UN PERNO METALICO TIXOTROPO CON UN EMBOLO A PARTIR DE UNA CAMARA DE RELLENO EN UN ESPACIO HUECO DE MOLDEO, SE VENTILA DE FORMA FORZADA EL ESPACIO HUECO DE MOLDEO AL MENOS HASTA EL PUNTO DE TIEMPO DE ENTRADA DEL METAL EN EL ESPACIO HUECO. EN UNA INSTALACION DE TIXOFORMACION CORRESPONDIENTE EL ESPACIO HUECO DE MOLDEO SE ENCUENTRA EN UNION CON UN RECIPIENTE DE VACIO. CON EL PROCEDIMIENTO PUEDEN SER ELABORADAS PARTES MOLDEADAS CON POROSIDAD GASEOSA REDUCIDA.
PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS A PRESION.
(01/12/1999) SE DESCRIBE UN PROCEDIMIENTO PARA LA ELABORACION DE PARTES DE FUNDICION A PRESION A PARTIR DE UNA ALEACION DE METAL LIGERO, QUE SE ENCUENTRA EN ESTADO FUNDIDO, SIENDO GUIADO BAJO GRAVEDAD A UNA CAMARA DE FUNDICION EN UNA MAQUINA DE FUNDICION A PRESION, Y DE AQUI SIENDO FORZADO MEDIANTE UNA APLICACION A UNA CAMARA DE MOLDEO QUE DISPONE DE EVACUACION CONTROLADA DE ACUERDO CON LA POSICION DEL EMBOLO DE PRESIONADO. EL PROCEDIMIENTO INCLUYE LA APLICACION DE UN COMPONENTE PARTICIPANTE CON RESPECTO AL MENOS DE UNA MITAD DE MOLDEO Y LA APLICACION DE UN LUBRICANTE AL EMBOLO DE PRESIONADO. LA ALEACION DE METAL LIGERO CONSISTEN EN UNA ALEACION PRIMARIA DE COMPOSICION INVARIABLE, CON UN LIMITE COLOCADO SOBRE LAS PROPORCIONES DE CU, FE Y ZN; DISPONIENDO LA ALEACION DE UN TRATAMIENTO DE FUSION, DE APLICACION DE DESGASIFICACION…
PROCEDIMIENTO PARA LA GENERACION DE BAJA PRESION EN UNA MAQUINA DE FUNDICION A PRESION.
(16/10/1999) SE PROPONE UN PROCESO PARA LA OBTENCION DE VACIO PARCIAL EN UNA MAQUINA DE COLADA A PRESION EN EL VACIO, EN EL CUAL EL VACIO QUE SE APLICA AL MOLDE SE PUEDE SOMETER A UNA REGULACION DURANTE EL PROCESO DE COLADA. DE ACUERDO CON LA INVENCION SE REGULA EL VACIO APLICADO POR MEDIO DE LA VALVULA DE VACIO MEDIANTE LA VALVULA DE CONEXION DE TAL FORMA EN SU CURSO DE PRESION, QUE SE REGULA LA PRESION EN EL HUECO DEL MOLDE , EN LA CAMARA DE COLADA Y EN EL TUBO DE ASPIRACION SEGUN UNA DETERMINADA FUNCION AJUSTABLE POR UNIDAD DE TIEMPO. PARA ELLO ESTA PREVISTO UN ORDENADOR QUE ABARCA LOS PARAMETROS MAS DIFERENTES. ASI, POR EJEMPLO, SE REGISTRA LA SUBPRESION EN LA ZONA DE LA VALVULA DE VACIO POR MEDIO DE UNA TUBERIA DE MEDICION ADICIONAL…
PROCEDIMIENTO Y EQUIPO PARA MOLDEO DE METAL A PRESION.
(01/03/1999). Solicitante/s: ALUMINUM COMPANY OF AMERICA. Inventor/es: FIELDS, JAMES R., CISKO, LAWRENCE W., FULL, GEORGE C., HORNACK, THOMAS R., KASUN, THOMAS J., KLINGENSMITH, MARSHALL A., MCMICHAEL, JERRI F., MANZINI, RICHARD A., MILLER, JANEL M., PREMKUMAR, M.K., ROBINSON, ROBERT E., RODJOM, THOMAS J., SCOTT, GERALD D., TRUCKNER, WILLIAM G., WALLACE, ROBERT C., PAJERSKI, A. VICTOR, CHU, MEN, GLENN, DRANE, DONALE, L., ECKERT, C., EDWARD 260 LYNN ANN DRIVE.
LA INVENCION PROPORCIONA PROCESOS, EQUIPOS Y PRODUCTOS DE FUNDIDO A PRESION. LA INVENCION ES ESPECIALMENTE VENTAJOSA PARA EL FUNDIDO A PRESION, ESPECIALMENTE PARA EL FUNDIDO A PRESION POR VACIO. EL EQUIPO INCLUYE UNA MAQUINA HORIZONTAL DE FUNDIDO A PRESION, UNA PLACA DE SUJECCION FIJA , UNA MITAD DE MOLDE FIJA , UNA MITAD DE MOLDE MOVIL , UN PISTON , UN TUBO DE SUCCION PARA EL SUMINISTRO DE METAL FUNDIDO, UN HORNO DE CONSERVACION , UNA CAMARA DE LLENADO , UNA LINEA DE VACIO PARA ELIMINAR LOS GASES ACCIONADA POR UNA VALVULA A TRAVES DEL EQUIPO DE CONTROL.
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION N 533.513(2) POR PROCEDIMIENTO Y APARATO ACOPLABLE PARA INCORPORAR EL VACIO EN EL PROCESO DE INYECCION DE METALES.
(01/10/1988). Ver ilustración. Solicitante/s: LORENTE SANCHEZ,CASIMIRO.
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION N.G 533.513 POR PROCEDIMIENTO Y APARATO ACOPLABLES PARA INCORPORAR EL VACIO EN EL PROCESO DE INYECCION DE METALES. CONSISTE EN UNAS MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION N.G 533.513 BASADA EN LA ADICION DE UN CILINDRO DE ACCIONAMIENTO DE VACIO CUYO VASTAGO ES SOLIDARIO AL DEL CILINDRO DE VACIO ALCANZANDOSE DE ESTA FORMA EL PODER FABRICAR PIEZAS CON DIFERENCIAS SIGNIFICATIVAS EN VOLUMEN Y GEOMETRIA, SIN PRECISAR EL CAMBIO DE CILINDRO DE VACIO.
PROCEDIMIENTO Y APARATO ACOPLABLE PARA INCORPORAR EL VACIO EN EL PROCESO DE INYECCION DE METALES.
(16/11/1987). Solicitante/s: LORENTE SANCHEZ,CASIMIRO.
ACOPLAMIENTO DEL VACIO EN EL PROCESO DE INYECCION DE METALES. CONSTA DE UN CILINDRO FIJADO AL GRUPO DE INYECION POR UN EMBOLO QUE ES EL INYECTOR PROPIO DE LA MAQUINA INYECTADORA. DISPONE ADEMAS DE UNA VALVULA DE CIERRE DE METAL INCORPORADA AL MOLDE PARA EVITAR QUE EL METAL FUNDIDO INUNDE EL CONDUCTO DE ASPIRACION FUERA DEL MOLDE. EN EL INICIO DEL RECORRIDO DEL EMBOLO DE INYECCION, SE PRODUCE UN AUMENTO DE VOLUMEN QUE SE TRADUCE EN UN DESCENSO DE LA PRESION, QUE INICIALMENTE ERA LA ATMOSFERICA. TRANSCURRIDO EL TIEMPO DE SOLIDIFICACION SE ABREN LOS PLATOS DE PRENSA Y SE EXPULSA LA PIEZA.
PERFECCIONAMIENTOS EN UN DISPOSITIVO DE VENTILACION DE GAS INCORPORADO EN UN MOLDE DE UNA MAQUINA DE MOLDEAR.
(01/02/1983). Solicitante/s: UBE INDUSTRIES, LTD..
DISPOSITIVO DE VENTILACION DE GAS INCORPORADO EN UN MOLDE DE UNA MAQUINA DE MOLDEAR. CONSTA DE UN CONDUCTO DE VENTILACION DE GAS FORMADO EN EL MOLDE QUE ESTA EN COMUNICACION CON LA CAMARA DE DICHO MOLDE; DE UN CONDUCTO DE DERIVACION RAMIFICADO QUE ESTA UNIDO AL CONDUCTO DE VENTILACION DE GAS ; DE UN CONDUCTO DE DESCARGA GASEOSA FORMADO EN EL MOLDE QUE ESTA EN COMUNICACION CON EL EXTERIOR DE DICHO MOLDE; DE UNA VALVULA MOVIL EN COMUNICACION CON EL CONDUCTO DE VENTILACION DE GAS , PARA ABRIR Y CERRAR EL CONDUCTO DE VENTILACION DE GAS , EL CONDUCTO DE DERIVACION Y EL CONDUCTO DE DESCARGA GASEOSA ; Y DE MEDIOS QUE MANTIENEN LA CITADA VALVULA EN UNA DETERMINADA POSICION, DESPUES QUE HA SIDO OBLIGADA A MOVERSE A ESA POSICION A CAUSA DE UN CHOQUE INICIAL DE LA MASA FUNDIDA DEL MOLDE.
PERFECCIONAMIENTOS EN UN DISPOSITIVO DE VENTILACION GASEOSA INCORPORADOS EN UN MOLDE DE MAQUINA DE MOLDEAR.
(01/12/1981). Solicitante/s: UBE INDUSTRIES, LTD..
DISPOSITIVO DE VENTILACION GASEOSA INCORPORADA EN UN MOLDE DE UNA MAQUINA DE MOLDEAR. EL MOLDE CONSTA DE UNA MITAD FIJA Y OTRA MOVIL . EL METAL FUNDIDO SE VIERTE EN UNA CAVIDAD , DESDE UN AGUJERO DE COLADA Y LOS GASES SALEN POR UNOS CONDUCTOS DE VENTILACION (9 Y 10) DE LA CAVIDAD . UNA VALVULA DE CORREDERA SITUADA EN UNA CAMARA PERMITE LA ENTRADA DE LOS GASES A LA CAMARA Y SU DESCARGA, DESDE ALLI, A UNA SALIDA . UNA VEZ ACABADA LA INYECCION DEL METAL, PARTE DEL FUNDIDO ASCIENDE POR EL CONDUCTO DE VENTILACION Y EMPUJA LA VALVULA HACIA ARRIBA.
UN DISPOSITIVO DE MANDO PARA VALVULAS DE PURGA DE AIRE EN MOLDES DE COLADA.
(01/04/1976). Solicitante/s: FRITZ HODER.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}