CIP-2021 : B23K 7/06 : Máquinas, aparatos o equipos especialmente adaptados al quitado de defectos superficiales o al despulido.
CIP-2021 › B › B23 › B23K › B23K 7/00 › B23K 7/06[1] › Máquinas, aparatos o equipos especialmente adaptados al quitado de defectos superficiales o al despulido.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 7/00 Corte, quitado de defectos superficiales o despulido, por el calentamiento a la llama.
B23K 7/06 · Máquinas, aparatos o equipos especialmente adaptados al quitado de defectos superficiales o al despulido.
CIP2021: Invenciones publicadas en esta sección.
Desbarbadora de barras de acero.
(06/05/2020) Desbarbadora de barras de acero, destinada a incorporarse en una instalación siderúrgica de colada continua en una disposición inmediatamente posterior a una estación de oxicorte, para eliminación por impacto de rebarbas producidas en la cabeza y/o la cola de una barra de acero, donde la desbarbadora comprende:
- un bastidor sobre el que se monta un rodillo giratorio
- una pluralidad de herramientas de impacto dispuestas en una superficie exterior del rodillo giratorio configuradas para ejercer un impacto sobre la cabeza y/o la cola de la barra de acero. en el que la desbarbadora de barras de acero…
PROCEDIMIENTO Y DISPOSITIVO PARA DETERMINAR DEFECTOS SUPERFICIALES EN DESBASTES.
(01/03/2006). Ver ilustración. Solicitante/s: EGON EVERTZ KG. (GMBH & CO). Inventor/es: EVERTZ, EGON, EVERTZ, RALF, EVERTZ, STEFAN.
Procedimiento para la eliminación de defectos superficiales, en particular grietas de desbastes, mediante el desbarbado a la llama de los desbastes en la superficie de los mismos, a lo largo de contornos predeterminados, en el que un ordenador guía a un soplete, conforme a los valores almacenados del tamaño y la geometría del desbaste y mediante un manipulador controlado de trayectoria, a lo largo de como mínimo una curva en el espacio, caracterizado porque previamente al desbarbado, se determinan automáticamente, en un procedimiento de calibrado, las coordenadas de los cantos del desbaste mediante exploración con o sin contacto, utilizando un dispositivo de medición de recorridos por exploración, y se comunican al ordenador, el cual, conforme a unos datos almacenados de valores teóricos, calcula el tamaño y la posición del desbaste y los transmite al manipulador como magnitudes de control dentro del ámbito de control de un controlador programable, en concreto un controlador autoprogramable.
BLOQUE DE PRECALENTAMIENTO INFERIOR PARA SU UTILIZACION EN UN APARATO DE DESBARBADO DE METALES.
(16/11/2004) Un conjunto de bloque de precalentamiento inferior para utilizar con un aparato de desbarbado de metal . El conjunto de bloque de precalentamiento inferior tiene un bloque inferior y una extensión acoplada sobre y en una relación de superposición con una cara frontal del bloque superior. Una salida de descarga de gas se define dentro de la cara frontal del bloque. La extensión puede parcialmente solapar la salida de descarga de gas de manera que se define un orificio de descarga de gas en la cara frontal del bloque por la extensión. La extensión comprende una cara superior que se extiende hacia delante desde la cara frontal del bloque, y forma una cavidad respecto de una cara superior del bloque. Así construido, cuando un flujo de gas oxidante de tipo lámina pasa sobre las caras superiores del bloque y la extensión, respectivamente, y…
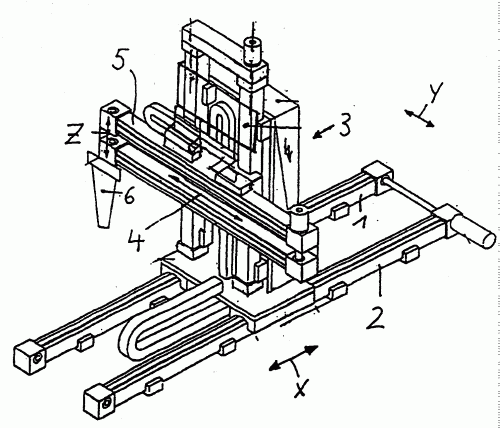
MAQUINA AUTOMATICA PARA QUITAR CORDONES EN PRODUCTOS LARGOS Y PLANOS PROCEDENTES DE ACERIAS.
(16/03/2003) 1. Máquina automática para quitar cordones en productos largos y planos procedentes de acerías, caracterizada porque comprende un soporte base 12, con un soporte de apoyo 3 para los desbastes 1. En este soporte de apoyo 3, irá instalado el automatismo de arranque 11. Así mismo dispone de unos topes regulables 2, que impedirán la movilidad del desbaste 1, en estos topes 2 irá colocado el automatismo que los pare 14, una vez hayan fijado el desbaste 1. A su vez, comprende también de dos mecanismos de empuje 10 uno a cada lado del soporte base 12 solidarios a unas cuchillas 5 en su parte superior e instalados sobre…
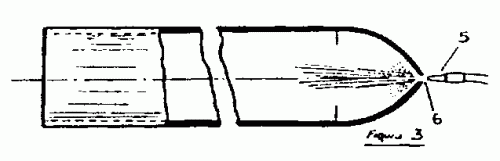
PROCEDIMIENTO PARA EFECTUAR EL CIERRE DE LOS FONDOS EN RECIPIENTES QUE PARTEN DE PIEZAS TUBULARES.
(01/01/2001). Ver ilustración. Solicitante/s: IRGAMEX, S.L. Inventor/es: SERNA ESPINOSA,PEDRO.
Procedimiento para efectuar el cierre de los fondos en recipientes que parten de piezas tubulares. Se trata de un proceso aplicado a la fabricación de recipientes que partiendo de tubos sin soldadura en caliente se hace un entallado en uno de sus extremos. Pero llegando a cerrar el orificio o un poco antes de dicho cierre, con una boquilla se lanza un chorro de oxígeno acompañado de un gas noble, esta operación limpia de toda clase de escorias a los labios que seguidamente se han de unir, logrando de ese modo una soldadura perfecta con todas las garantías de hermeticidad. El uso de la invención es la fabricación de recipientes para contener fluidos a altas presiones. Figura preferente la 3ª.
PROCESO Y DISPOSITIVO DE MECANIZADO POR LLAMA DE SOPLETE PARA ELIMINAR POR OXICORTE GRIETAS EN DESBASTES EN UNA INSTALACION SIDERURGICA.
(01/01/1995). Solicitante/s: SOLLAC. Inventor/es: BRANDO, GILBERT, GANGNERY, JEAN-CLAUDE, RIOS, JEAN-CLAUDE, SALON, JEAN-LOUIS.
ESTE DISPOSITIVO COMPRENDE UN SOPLETE DE OXICORTE PARA ESCAPAR UN DESBASTE QUE PRESENTA UNA GRIETA LONGITUDINAL , ESTANDO EL SOPLETE CONVENIENTEMENTE INCLINADO SOBRE LA VERTICAL Y SOBRE EL PLANO VERTICAL AXIAL DE LA GRIETA; EL DISPOSITIVO ESTA EQUIPADO CON UNA BOQUILLA DE PROYECCION DE UN CHORRO DE AGUA A GRAN PRESION, ASOCIADA AL SOPLETE , CONVENIENTEMENTE INCLINADA SOBRE LA VERTICAL Y SOBRE EL PLANO VERTICAL AXIAL DE LA GRIETA DE ANGULOS, DE MANERA QUE EL CHORRO PASA POR ENCIMA DE LA LLAMA DEL SOPLETE Y GOLPEA SOBRE EL DESBASTE EN EL BAÑO DE OXICORTE. LA INVENCION PERMITE IMPEDIR LA FORMACION DE LA REBABA HABITUALMENTE GENERADA SOBRE LOS BORDES DE LA HUELLA DE LA LLAMA DEL SOPLETE , Y QUE HASTA AHORA DEBE ELIMINARSE MANUELAMENTE.
SOPLETE DE GAS EQUIPADO CON UN DISPOSITIVO DE OBSERVACION VISUAL.
(01/07/1992). Solicitante/s: DONZE, MICHEL DONZE, BERTRAND SOLLAC. Inventor/es: DONZE BERTRAND, DONZE, MICHEL.
EL SOPLETE PROVISTO DE UN TUBO COMPRENDE UN DISPOSITIVO OPTICO DE OBSERVACION VISUAL QUE SE EXTIENDE, POR UNA PARTE EXTREMA, COAXIALMENTE EN EL INTERIOR DEL CONDUCTO CENTRAL DE LLEGADA DEL GAS Y POR OTRO EXTREMO, FUERA DEL CUERPO , OPUESTO AL TUBO. EL DISPOSITIVO OPTICO ESTA SITUADO A UNA DISTANCIA DETERMINADA DEL ORIFICIO PRINCIPAL DEL TUBO PARA QUE LOS LIMITES DE SU ANGULO DE VISION PASEN POR LOS BORDES DE DICHO ORIFICIO PRINCIPAL.
BOQUILLAS DE AJUSTE MEJORADAS, APARATO Y METODOS.
(16/03/1992). Solicitante/s: ESAB AKTIEBOLAG. Inventor/es: FUHRHOP, RONALD ELMER, MAKARA, RAYMOND JOHN.
UN APARATO PARA AJUSTAR DEFECTOS EN UNA PIEZA DE METAL TIENE UNA BOQUILLA DE DESCARGA DE OXIGENO QUE TERMINA EN UN ORIFICIO DE DESCARGA ADAPTADO PARA DESCARGAR UNA CORRIENTE LAMINADA DE OXIGENO CORTANTE DE INTENSIDAD UNIFORME A TRAVES DE LA SUPERFICIE DE UNA PIEZA DE METAL Y MEDIOS PARA MEZCLAR UN GAS CON EL OXIGENO QUE SE DESCARGA A TRAVES DEL ORIFICIO DE DESCARGA EN EL CUAL AL MENOS UN EJE DE LA CORRIENTE LAMINADA DE OXIGENO ES DE UNA PUREZA REDUCIDA INSUFICIENTE PARA AJUSTAR UNA PIEZA, MIENTRAS EL RESTO DE LA CORRIENTE LAMINADA ES SUFICIENTE PARA EL AJUSTE DE LOS DEFECTOS DE LA SUPERFICIE DE UNA PIEZA.
PROCEDIMIENTO DE ESCARPADO POR UN CHORRO DE OXIGENO Y SOPLETE MULTIFORME PARA LA UTILIZACION DE ESTE PROCEDIMIENTO.
(01/12/1981). Solicitante/s: ETABLISSEMENTS SOMALOR-FERRARI ÿSOMAFERÿ.
BOQUILLA DE SOPLETE DE CAUDAL Y FORMA DE CHORRO VARIABLES PARA PROCEDIMIENTOS DE ESCARPADO. LA BOQUILLA ESTA FORMADA POR UNA AGRUPACION DE BOQUILLAS INDIVIDUALES (1 A 65), LO QUE PERMITE ADOPTAR LA FORMA DE CHORRO PREFERIDO ESCOGIENDO UN GRUPO DE DICHAS BOQUILLAS. LA BOQUILLA DISPONE TAMBIEN DE QUEMADORES DE CALENTAMIENTO (A,B,C,D), CON POSIBILIDAD DE USO INDIVIDUAL O CONJUNTO. TANTO LAS BOQUILLAS INDIVIDUALES COMO LOS QUEMADORES SON REGULABLES EN POTENCIA INDIVIDUAL O CONJUNTAMENTE. DE APLICACION EN LA FABRICACION DE SEMIPRODUCTOS DEL ACERO.
UN SUBCONJUNTO, PARA USO EN COMBINACION CON UN APARATO DE ESCARPAR TERMOQUIMICO, CAPAZ DE PRODUCIR UN CHARCO PILOTO.
(01/09/1981). Solicitante/s: UNION CARBIDE CORPORATION.
APARATO PARA ESCARPAR POR PUNTOS LA SUPERFICIE DE PIEZAS MECANICAS. EL APARATO CONSTA DE UNA CABEZA CON UNAS SUPERFICIES DE PRECALENTAMIENTO , EN LAS QUE EXISTEN UNAS TOBERAS PARA LA SALIDA DEL OXIGENO Y DEL COMBUSTIBLE . ESTAS SON LAS ENCARGADAS DE CREAR UN BAÑO DE FUSION EN LA PIEZA A ESCARPAR, SOBRE EL QUE SE HACE INCIDIR POSTERIORMENTE UN CHORRO DE OXIGENO MEDIANTE UN SOPLETE DE ALTA INTENSIDAD PARA AUMENTAR EL TAMAÑO DEL BAÑO. LA CORRIENTE DE OXIGENO PARA ESCAPAR SALE POR LA BOCA , Y EXISTEN VALVULAS PARA REGULAR LOS CAUDALES. LAS ZAPATAS SON LAS ENCARGADAS DEL APOYO DEL APARATO SOBRE LA PIEZA.
UN APARATO DE ESCARPAR POR PUNTOS O ZONAS.
(16/06/1981). Solicitante/s: UNION CARBIDE CORPORATION.
UN APARATO DE ESCARPAR POR PUNTOS O ZONAS. CONSISTE EN SOSTENER UN CHARCO MOVIL PILOTO EN LA SUPERFICIE DE UNA PIEZA DE LABOR A UNA VELOCIDAD NORMAL DE ESCARPAR, CON UNA CORRIENTE DE GAS OXIGENO DE POCA INTENSIDAD, Y DE QUE EL TAMAÑO DEL CHARCO MOVIL PILOTO PUEDE ENSANCHARSE MEDIANTE LA ACCION DE DIRIGIR UNA CORRIENTE DE OXIGENO DE GRAN INTENSIDAD. EN EL MANTENIMIENTO DEL CHARCO MOVIL PILOTO SE HARA UN CORTE ESTRECHO Y POR PROFUNDO TAN PEQUEÑO QUE NO SE CONVIERTE EN UN DEFECTO SUPERFICIAL INDESEABLE.
UN PROCEDIMIENTO PARA ESCARPAR POR PUNTOS LA SUPERFICIE DE UNA PIEZA METALICA.
(16/02/1981). Solicitante/s: UNION CARBIDE CORPORATION.
PROCEDIMIENTO Y DISPOSITIVO PARA ESCAPAR POR PUNTOS LA SUPERFICIE DE UNA PIEZA METALICA. EL METODO CONSTA DE LAS SIGUIENTES ETAPAS; HACE INCIDIR UNA CORRIENTE DE OXIGENO PILOTO SOBER LA PIEZA; PRODUCIR UN MOVIMIENTO RELATIVO ENTRE LA PIEZA Y LA CORRIENTE DE OXIGENO PRODUCIENDOSE UN CHARCO PILOTO; HACER INCIDIR SOBRE EL CHARCO PILOTO UNA CORRIENTE DE OXIGENO DE MAYOR INTENSIDAD Y ESCAPAR EL AREA CON DICHA CORRIENTE. LA UNIDAD DE ESCAPAR (U) CONSTA DE UNA CABEZA , UNA ZAPATA UN BLOQUE SUPERIOR DE PRECALDEO Y UN BLOQUE INFERIOR DE PRECALDEO . LAS SUPERFICIES (7 Y 8) FORMAN UN ATOBERA DE ESCARPAR POR DONDE SALE EL OXIGENO. UN SOPLETE DESCARGA UNA FUERTE CORRIENTE DE OXIGENO PARA EXTENDER EL CHARCO PILOTO.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN PROCEDIMIENTO PARA ESCARDAR SELECTIVAMENTE DEFECTOS DESDE LA SUPERFICIE DE UN CUERPO METALICO.
(01/01/1978) Perfeccionamientos introducidos en un procedimiento para escarpar selectivamente defectos desde la superficie de un cuerpo metálico, en que una corriente laminar de oxígeno es dirigida desde una boquilla de escarpado oblicuamente contra una zona de reacción de metal fundido para producir sobre ella una reacción termoquímica, y en que se produce movimiento relativo entre la corriente de oxígeno y la superficie metálico parta continuar la reacción a lo largo de la longitud de la superficie metálica para producir el deseado corte por escarpado, cuyos perfeccionamientos comprenden: disponer un corte por escarpado al menos tan ancho como la anchura de dicha boquilla al mismo tiempo que se impida la formación de rebarbas a lo largo de los bordes de dicho corte restringiendo la circulación de dicho oxígeno…
PERFECCIONAMIENTOS INTRODUCIDOS EN UNA BOQUILLA DE DESCARGA DE OXIGENO.
(16/08/1977). Solicitante/s: UNION CARBIDE CORPORATION.
Resumen no disponible.
MEJORAS EN UN PROCEDIMIENTO PARA EL ESCARPADO INDIVIDUAL MECANIZADO DE DEFECTOS DE LA SUPERFICIE DE UN CUERPO METALICO.
(16/08/1977). Solicitante/s: UNION CARBIDE CORPORATION.
Resumen no disponible.
PROCEDIMIENTO PARA ESCARPAR UNA SUPERFICIE METALICA CON SOPLETE.
(01/01/1976). Solicitante/s: HILTI AG.
Resumen no disponible.
{kind=link}
{kind=link}