CIP-2021 : B23K 1/18 : de juntas circulares, p. ej. soldadura de cuerpos de caldera.
CIP-2021 › B › B23 › B23K › B23K 1/00 › B23K 1/18[2] › de juntas circulares, p. ej. soldadura de cuerpos de caldera.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 1/00 hasta B23K 3/00: Soldadura, p. ej. brazing; sin soldadura
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
B23K 1/18 · · de juntas circulares, p. ej. soldadura de cuerpos de caldera.
CIP2021: Invenciones publicadas en esta sección.
Estructura de unión de tubos metálicos.
(25/09/2019) Una estructura de unión que comprende:
un primer tubo metálico que contiene un primer metal (M1) como componente principal; y
un segundo tubo metálico que contiene un segundo metal (M2) diferente del primer metal (M1) como componente principal, en la que
uno de los dos tubos metálicos incluye una parte de conexión de diámetro aumentado formada en una parte de extremo de dicho uno de los dos tubos metálicos , siendo mayor el diámetro interior de la parte de extremo que el diámetro interior de la parte adyacente a la parte de extremo, estando insertado el otro tubo metálico en la parte de conexión de diámetro aumentado por el extremo abierto (13a) de esta, hacia el extremo de base (13b) de la parte de conexión de diámetro aumentado , y estando dispuesto…
Procedimiento para conectar un conducto de transferencia de calor y un tubo capilar.
(18/07/2013) Procedimiento de conexión de un conducto de transferencia de calor y un tubo capilar, en el que dicho tubocapilar tiene un diámetro menor que el de dicho conducto de transferencia de calor y es conectado a unaparte extrema de dicho conducto de transferencia de calor constituyendo un cambiador de calor ,caracterizado por:
un proceso de fabricación de un ensanchamiento que forma una parte cilíndrica ensanchada que tiene undiámetro de conducto superior al de dicho conducto de transferencia de calor, en la parte extrema del conductode dicho conducto de transferencia de calor;
un proceso de aplanamiento por aplastamiento que, al aplanar por aplastamiento en la dirección longitudinal delconducto, solamente la parte en el lado opuesto del lado de la cara extrema del conducto de dicha parteensanchada, forma una parte…
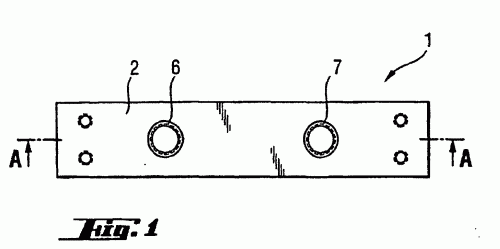
METODO PARA TAPONAR UN AGUJERO Y UN ELEMENTO DE REFRIGERACION FABRICADO POR DICHO METODO.
(16/11/2004). Ver ilustración. Solicitante/s: OUTOKUMPU OYJ. Inventor/es: POLVI, VEIKKO, SUORTTI, TUIJA.
Método para taponar un agujero, particularmente un agujero de un elemento de refrigeración, método en el que se dispone en un agujero , formado en una pieza esencialmente fabricada en cobre principalmente, por ejemplo en el elemento de carcasa de un elemento de refrigeración un tapón fabricado principalmente en cobre, en el que se dispone entre la superficie lateral del tapón y la superficie interior del agujero, un agente de soldadura fuerte con una temperatura de fusión menor que la de las piezas a unir entre sí, en el que sobre la superficie del agente de soldadura fuerte y/o en por lo menos una de las superficie a unir, se aplica una capa de estaño (Sn), después de lo cual se calienta el área de unión entre el tapón y la pieza, tal como el elemento de carcasa de un elemento de refrigeración, al menos hasta la temperatura de fusión del agente de soldadura fuerte o su proximidad, después de lo cual se refrigera el área de unión.
RECIPIENTE A PRESION DE PARED DOBLE Y PROCEDIMIENTO PARA SU FABRICACION.
(01/11/1995) UN RECIPIENTE DE PRESION DE DOBLE PARED COMPRENDE UN RECIPIENTE INTERIOR DE PARED SENCILLA FABRICADO A PARTIR DE UNA MATERIAL DENSO, RESISTENTE A LA CORROSION, EN PARTICULAR ACERO ESPECIAL Y UN RECIPIENTE EXTERIOR ESTANCO A LA PRESION QUE DISPONE DE UNA ENVUELTA , UNA PARTE DE TRANSICION Y UNA PARTE DE BASE. LA PARTE DE BASE Y/O LA PARTE DE TRANSICION CON LA PARTE DE CUELLO ESTAN DISPUESTAS EN EL INTERIOR DE UNA REGION CILINDRICA O LIGERAMENTE CONICA DE LA ENVOLTURA . LA PARTE DE BASE O LA PARTE DE TRANSICION DISPONEN DE UN COLLAR EXTERIOR QUE DISCURRE, AL MENOS EN SECCIONES, DE FORMA APROXIMADAMENTE PARALELA A LA REGION EXTREMA DE LA ENVUELTA , A LA QUE ESTA CONECTADA MEDIANTE UNA CONEXION …
METODO PARA UNIR CON SOLDADURA FUERTE UN MANGUITO METALICO EN EL INTERIOR DE UN TUBO METALICO.
(01/01/1983). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION.
METODO PARA UNIR CON SOLDADURA FUERTE UN MANGUITO METALICO EN EL INTERIOR DE UN TUBO METALICO. COMPRENDE LAS SIGUIENTES ETAPAS: PRIMERA, SE LIMPIA LA SUPERFICIE INTERNA DEL TUBO METALICO; SEGUNDA, SE FORMA UN SURCO ANULAR ALREDEDOR DE UNA PARTE DE LA SUPERFICIE EXTERNA DEL MANGUITO Y SE RELLENA DICHO SURCO CON MATERIAL DE SOLDADURA FUERTE; TERCERA, SE ENSANCHA UNA PARTE DE DICHO MANGUITO SITUADA CERCA DE SU EXTREMIDAD; CUARTA, SE SITUA EL MANGUITO METALICO EN EL INTERIOR DEL TUBO METALICO ; Y POR ULTIMO, SE CALIENTA LA PARTE DEL MANGUITO QUE CONTIENE EL MATERIAL DE SOLDADURA FUERTE, HASTA UNA TEMPERATURA COMPRENDIDA ENTRE 85 Y 100 GRADOS Y DURANTE UN TIEMPO QUE VARIA DE 10 A 20 SEGUNDOS, PARA UNIR MEDIANTE DICHO MATERIAL DE SOLDADURA EL MANGUITO AL TUBO.
METODO PARA UNIR ELEMENTOS DE TUBO.
(01/03/1978). Solicitante/s: GENERAL ELECTRIC COMPANY.
Resumen no disponible.
UNA INSTALACIÓN AUTOMÁTICA PARA LA SOLDADURA POR CALDEO DIRECTO DE LAS TAPAS DE LATAS DE CONSERVAS.
(01/03/1963). Ver ilustración. Solicitante/s: SOCIÉTÉ MÉTALLURGIQUE DE DOUARNENEZ/LEBLOIS, CHARLES.
Una instalación automática para la soldadura por caldeo directo de las tapas de latas de conservas denominadas "de despegue" sobre los cuerpos de las latas, caracterizado porque dicha instalación tiene una soldadura circular, cuyo motor de velocidad variable o el moto variador transmite el movimiento a tres máquinas de la instalación , asegurando el sincronismo de las operaciones.
{kind=link}
{kind=link}