CIP-2021 : B21C 37/15 : Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
CIP-2021 › B › B21 › B21C › B21C 37/00 › B21C 37/15[2] › Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular.
B21C 37/15 · · Fabricación de tubos de formas especiales; Fabricación de guarniciones para tubos.
CIP2021: Invenciones publicadas en esta sección.
UNION DE PIEZAS HUECAS, ASI COMO PROCEDIMIENTO PARA SU FABRICACION.
(16/06/2000). Solicitante/s: MAGNA IHV GESELLSCHAFT FUR INNENHOCHDRUCKVERFAHREN MBH. Inventor/es: BOGEL, HELMUT, GILLE, MATHIAS.
LA INVENCION SE REFIERE A UNA UNION DE DOS O DE VARIAS PIEZAS HUECAS BAJO UN ANGULO DETERMINADO PREVIAMENTE, EN EL QUE LAS PIEZAS HUECAS (12, 12') ESTAN CONFORMADAS EN UNA O EN VARIAS ZONAS DE TAL MODO, QUE AL MENOS PRESENTAN UNA SUPERFICIE DE INSERCION (15,15') PARA LA OTRA PIEZA HUECA , POR EL QUE LAS SUPERFICIES DE INSERCION (15,15') DE LAS PIEZAS HUECAS (12,12'), QUE SE VAN A UNIR ENTRE SI, ESTAN CONFORMADAS DE TAL MANERA, QUE LAS SUPERFICIES DE INSERCION (15,15') CORRESPONDAN A LAS OTRAS PIEZAS HUECAS (12, 12'), QUE EN LAS PIEZAS HUECAS UNIDAS ENTRE SI, SE ENCUENTRE AL MENOS UNA SUPERFICIE DE INSERCION (15,15') POR CADA PIEZA HUECA, UNIDA CINEMATICAMENTE CON LA CORRESPONDIENTE SUPERFICIE (15' ,15') DE LA OTRA PIEZA HUECA (12, 12'), EN EL QUE LAS SUPERFICIES DE INSERCION (15, 15') ESTEN UNIDAS UNA CON LA OTRA, ASI COMO UN PROCEDIMIENTO PARA SU FABRICACION.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS REFRIGERANTES PARA INTERCAMBIADORES DE CALOR.
(16/06/1999) UN TUBO DE REFRIGERANTE PARA SU USO EN INTERCAMBIADORES DE CALOR COMPRENDE UN TUBO DE ALUMINIO PLANO QUE TIENE CONDUCTOS PARALELOS PARA EL REFRIGERANTE EN SU INTERIOR Y QUE COMPRENDE UNA PARED PLANA SUPERIOR Y UNA PARED PLANA INFERIOR Y UNA PLURALIDAD DE PANELES DE REFUERZO CONECTADOS ENTRE LAS PAREDES SUPERIOR E INFERIOR, QUE SE EXTIENDEN LONGITUDINALMENTE CON RELACION AL TUBO SEPARADAS ENTRE SI MEDIANTE UNA DISTANCIA PREDETERMINADA. LAS PAREDES DE REFUERZO ESTAN FORMADAS CADA UNA DE ELLAS CON ORIFICIOS DE COMUNICACION PARA PROVOCAR QUE LOS CONDUCTOS PARALELOS DE REFRIGERANTE SE COMUNIQUEN ENTRE SI A TRAVES DE ELLOS. UN TUBO DE ALUMINIO…
APARATO DE HIDROFORMACION.
(16/05/1999) EN UN APARATO Y METODO PARA HIDROFORMACION, DE UN CONDUCTO DE PARED DOBLE QUE TIENE UN ESPACIO DE TAMAÑO CONTROLADO ENTRE LAS PAREDES, UN BASTIDOR TIENE UNA TAPA SUPERIOR (11C) Y UN LECHO INFERIOR (11D) QUE DEFINEN UN ESPACIO DE HIDROFORMACION ENTRE LOS MISMOS, EL LECHO (11D) TENIENDO UN RESBALADOR QUE SE EXTIENDE DESDE EL ESPACIO A UNA POSICION DE CARGA-DESCARGAPREFORMA FUERA DEL ESPACIO. EN EL RESBALADOR UN ENSAMBLAJE DE MOLDEO TIENE UNA PLACA INFERIOR Y UNA PLACA SUPERIOR QUE DEFINEN AL MENOS DOS CAVIDADES DE HIDROFORMACION , UNA CAVIDAD SIENDO UNA PREFORMA ALARGADA Y UNA CAVIDAD SEMI-TERMINADA , Y LA OTRA CAVIDAD SIENDO UNA CAVIDAD DE TERMINACION…
TUBO PLANO PARA INTERCAMBIADOR DE CALOR.
(16/08/1998). Solicitante/s: VALEO THERMIQUE MOTEUR. Inventor/es: LETRANGE, FREDERIC.
LA INVENCION SE REFIERE AUN TUBO PLANO PARA INTERCAMBIADOR DE CALOR. EL TUBO SE OBTIENE POR EL MONTAJE DE UNA PIEZA PRINCIPAL FORMADA A PARTIR DE UNA BANDA METALICA PLEGADA PARA CONSTITUIR UN LADO PLANO , DOS LADOS REDONDEADOS Y DOS SEGMENTOS LATERALES QUE SE TERMINAN POR DOS BORDES LIBRES , ASI COMO UNA PIEZA SECUNDARIA FORMADA A PARTIR DE UNA BANDA METALICA Y QUE CONSTITUYE UN SEGMENTO CENTRAL QUE DESEMBOCA EN DOS BORDES LIBRES REPLEGADOS , DE MANERA QUE LA PIEZA SECUNDARIA PUEDE MANTENERSE EN SANDWICH EN LA PIEZA PRINCIPAL , FORMANDO UN TUBO CON VARIOS CANALES . APLICACIONES EN LOS INTERCAMBIADORES DE CALOR PARA INSTALACIONES DE CALEFACCION Y/O DE CLIMATIZACION DE VEHICULOS AUTOMOVILES.
SISTEMA PARA RANURAR Y ENROLLAR ELEMENTO LINEAR Y TUBO TERMOPERMUTADOR PLANO RESULTANTE DEL MISMO.
(16/03/1997). Solicitante/s: KABUSHIKI KAISHA MEIDENSHA. Inventor/es: ISHIZAKA, YUJI.
UN SISTEMA PARA RANURAR Y ENROLLAR UN ELEMENTO LINEAR COMPRENDE UN PRIMER RODILLO QUE TIENE UNA PARTE (1A) FORMADORA DE RANURAS, PROVISTA DE UNA PLURALIDAD DE PROTUSIONES , Y PARTES (1B) DE LAMINACION ACHAFLANADA, SITUADAS SOBRE AMBOS LADOS DE LAS MISMAS; UN SEGUNDO RODILLO SITUADO EN OPOSICION AL PRIMER RODILLO, Y BRIDAS O PESTAÑAS INSTALADAS AL PRIMER O SEGUNDO RODILLO PARA LIMITAR LA EXTENSION DEL ELEMENTO LINEAR EN LA DIRECCION TRANSVERSAL DEL MISMO. LA PARTE FORMADORA DE RANURAS ESTA CONSTRUIDA SIMETRICAMENTE EN DIRECCION TRANSVERSAL DEL ELEMENTO LINEAR, Y TIENE POR LO MENOS UNA ZONA COMPENSADORA SITUADA CONTINUAMENTE EN LA DIRECCION LONGITUDINAL DE LA MISMA.
METODO PARA LA FABRICACION DE CILINDROS CONGELADORES PARA MAQUINAS DE HACER HELADOS.
(01/11/1995). Solicitante/s: CARPIGIANI S.R.L. Inventor/es: COCCHI, GINO.
LA INVENCION SE REFIERE A UN METODO PARA LA FABRICACION DE CILINDROS CONGELADORES PARA MAQUINAS DE HACER HELADOS, CON UN EVAPORADOR INCORPORADO DEL CIRCUITO REFRIGERADOR, QUE SE CARACTERIZA PORQUE CONSISTE EN LOS PASOS DE: FORMAR UNA RANURA HELICOIDAL EN LA SUPERFICIE EXTERIOR DEL CILINDRO CONGELADOR , ENROLLAR UNA TIRA PLANA DE ACERO DULCE RECOCIDO A LO LARGO DE DICHA RANURA A MODO DE FILETE DE TORNILLO Y EMBUTIR EN CALIENTE UN REVESTIMIENTO DE ACERO CILINDRICO CALENTADO SOBRE LAS CRESTAS DE DICHO FILETE.
TUBO-CUERPO DE COLUMNA DE DIRECCION PARA VEHICULO AUTOMOVIL.
(16/07/1994). Solicitante/s: NACAM. Inventor/es: BLAIS, JEAN RENE, SEVAULT, BERNARD.
LA PRESENTE INVENCION SE REFIERE A UN TUBO-CUERPO DE COLUMNA DE DIRECCION PARA VEHICULO AUTOMOVIL QUE ESTA REALIZADO A PARTIR DE UNA SOLA Y MISMA CHAPA, EN LA QUE ESTAN DISPUESTAS DOS PATILLAS DE FIJACION DELANTERAS CON LAS DOS PATILLAS DE FIJACION TRASERAS Y UN TUBO A PARTIR DE UN CORTE DE PIEZA DE ESTA CHAPA. LOS ELEMENTOS DEL CORTE ESTAN ENROLLADOS DE MANERA A ACERCAR SUS BORDES DE MODO A REALIZAR ESTE TUBO , QUE POSEE UNA ABERTURA DELANTERA Y UNA ABERTURA TRASERA , QUE CONSTITUYEN CON EL TUBO UNA SOLA Y MISMA PIEZA MONOBLOQUE, CONECTANDO UN BRAZO DE ENLACE EL ELEMENTO DELANTERO CON EL ELEMENTO TRASERO . APLICACION A LOS VEHICULOS AUTOMOVILES.
TUBO Y METODO PARA HACER EL MISMO.
(01/07/1994). Solicitante/s: HADLEY INDUSTRIES PLC. Inventor/es: HUMPAGE ROY.
UN TUBO POLIGONAL SE PRODUCE A PARTIR DE TIRAS METALICAS FORMANDO FILAS DE HUECOS Y PROYECCIONES A LO LARGO DE BORDES OPUESTOS DE LA TIRA Y POSTERIORMENTE DOBLANDO LA TIRA HASTA QUE CADA PROYECCION SEA ENCAJADA EN EL CORRESPONDIENTE HUECO PARA FORMAR EL TUBO.
TUBITOS PERFILADOS CON SECCION ELIPTICA O EN FORMA DE LANZA PARA INTERCAMBIADORES DE CALOR Y PROCEDIMIENTO PARA LA FABRICACION.
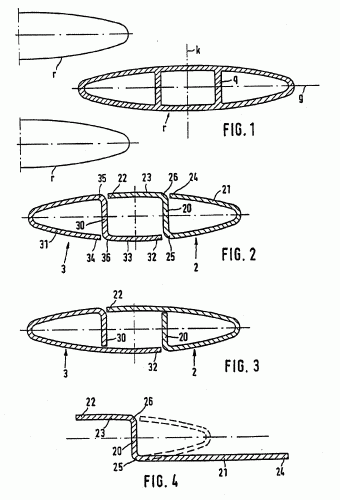
(01/03/1994). Ver ilustración. Solicitante/s: MTU MOTOREN- UND TURBINEN-UNION MUNCHEN GMBH. Inventor/es: SCHLOSSER, WERNER, GRIEB, HUBERT.
Procedimiento para la fabricación de tubitos perfilados (r) con sección elíptica o con forma de lanza para intercambiadores de calor de tubitos, con por lo menos dos brazos o travesaños transversales (q) separados a una distancia entre sí y que atraviesan el espacio interior en la dirección del eje pequeño (k) de la elipse, mediante el curvado de banda metálica sin fin y el posterior ensamblado de los cantos libres, caracterizado porque primeramente se doblan dos semicuerpos con un perfil congruente entre sí, los cuales tienen aproximadamente la forma de un triángulo isósceles con la punta redondeada y con un lado alargado hasta fuera de la base, y luego estos semicuerpos se colocan uno junto al otro de modo que los extremos libres de los lados prolongados se apoyan cada uno de ellos en el canto de la base del otro semicuerpo y finalmente se forma un perfil de varias cámaras, rígido contra abolladuras, mediante el ensamblado de todos los cantos libres.
PROCEDIMIENTO DE FABRICACION POR EMBUTICION DE PIEZAS METALICAS RIGIDAS DESTINADAS A CONSTITUIR REVESTIMIENTOS DE CALOFUGACION DE TUBERIAS, FUNDAS Y OTROS ORGANOS SIMILARES.
(16/06/1988). Ver ilustración. Solicitante/s: SOCIETE ANONYME DITE: WANNER ISOFI ISOLATION. Inventor/es: MALAQUIN, YVES.
EL INVENTO CONCIERNE A UN PROCEDIMIENTO DE FABRICACION POR EMBUTICION DE PIEZAS METALICAS RIGIDAS DESTINADAS A CONSTITUIR REVESTIMIENTOS DE CALORIFUGACION DE TUBERIAS, FUNDAS Y OTROS ORGANOS SIMILARES. SEGUN EL INVENTO, SE EMBUTE SIN MATRIZ UNA PLACA METALICA , MANTENIDA SUJETA LATERALMENTE, CON AYUDA DE UN PUNZON DE FORMA APROPIADA Y DE UN SOPORTE PLANO CORTADO EN CON LA FORMA DEL CONTORNO DE LA PIEZA A REALIZAR EN PROYECCION SOBRE UN PLANO PARALELO AL SOPORTE, DESPLAZANDOSE EL PUNZON EN CONDICIONES ADECUADAS PARA PRODUCIR UN ALARGAMIENTO Y UN DESPLAZAMIENTO DEL METAL DE DICHA PLACA.
DISPOSITIVO PARA LA FABRICACION DE UN CUERPO TUBULAR CON ONDULACIONES TRANSVERSALES.
(16/01/1982). Solicitante/s: BENTELER-WERKE AG.
DIPOSITIVO PARA LA REALIZACION DE ONDULACIONES TRANSVERSALES EN UN TUBO CILINDRICO DE PAREDES LISAS. CONSTA DE DOS PLACAS HORIZONTALES, UNA DE FONDO Y OTRA DE CUBIERTA , ENTRE LAS QUE SE COLOCAN, ADEMAS DE UNOS PUNTALES VERTICALES , DOS MODAZAS DE SUJECION (30 Y 31) QUE POSEEN UN EJE VERTICAL COMUN DE BASCULACION. EN CADA PLACA DE PRACTICAN UNOS REBAJES (6 Y 17) EN LOS QUE SE COLOCAN UNOS ALOJAMIENTOS (7 Y 18) PARA UNAS BIELAS (8 Y 23) QUE TIENEN UN PISTON DE EMPUJE (10 Y 24). EN LOS EXTREMOS DE LAS BIELAS SE DISPONEN UNOS MANDRILES (1 Y26) PARA ALOJAMIENTO DEL TUBO A CONFORMAR.
PROCEDIMIENTO PARA FABRICAR TUBOS DE ESCAPE DE VEHICULOS AUTOMOVILES.
(16/06/1981). Solicitante/s: BENTELER-WERKE AG.
PROCEDIMIENTO DE FABRICACION DE TUBOS DE ESCAPE DE VEHICULOS AUTOMOVILES. CONSISTE EN CORTAR A DIMENSIONES LOS TUBOS A PARTIR DE LA SARTA DE TUBO, PRODUCIDA CONTINUAMENTE A PARTIR DE UNA BANDA DE CHAPA EN UNA MAQUINA SOLDADORA DE TUBOS; SE EFECTUA DURANTE EL AVANCE DE LA SARTA DE TUBOS; A CONTINUACION SE COMPRUEBAN LOS TUBOS EN CUANTO A DIMENSIONES Y PRECISION DE FORMA Y SE LES PROVEE DE REBAJOS JUNTO A LOS LUGARES DE CONTACTO PREVISTOS, PARA, FINALMENTE, SOLDARLOS UNOS CON OTROS.
DISPOSITIVO PARA FABRICAR TUBOS DE ESCAPE DE VEHICULOS AUTOMOVILES.
(01/04/1981). Solicitante/s: BENTELER-WERKE AG.
DISPOSITIVO PARA FABRICAR TUBOS DE ESCAPE DE VEHICULOS AUTOMOVILES DE UN MODO CONTINUO. CONSTA DE UN CONJUNTO DE RODILLOS CONFORMADORES , PROPULSADOS POR MOTORES ELECTRICOS , QUE CONFORMAN UNA BANDA DE CHAPA DE ACERO PROCEDENTE DE UN ROLLO ; DE UNA MAQUINA SOLDADORA DE TUBOS QUE SUELDA POR RESISTENCIA LOS TUBOS CONFORMADOS AL CONJUNTO DE RODILLOS SOLDADORES ; DE UN CONJUNTO DE RODILLOS ENDEREZADORES PARA ENDEREZADO DEL TUBO CONFORMADO; DE UNA DISPOSICION SEPARADORA Y CORTADORA , DONDE EL TUBO CONFORMADO SE CORTA EN TRAMOS DE MEDIDA Y ADECUADA ; DE UNA PISTA DE RODILLOS QUE RECIBEN LOS TUBOS CORTADOS Y LOS DEPOSITAN EN LOS LUGARES DE ALMACEN DISPUESTOS PARA ELLO; Y DE MAQUINAS PLEGADORAS AUTOMATICAS QUE RECIBEN LOS TRAMOS DE TUBOS DEL ALMACEN MEDIANTE AGARRADORES AUTOMATICOS Y LOS SOMETEN A LAS OPERACIONES DE PLEGADO Y ACABADO ADECUADAS, DE DONDE SALEN TERMINADOS LOS TUBOS DE ESCAPE. L.
UN METODO PARA PROPORCIONAR UN MIEMBRO DE TRANSMISION DE CALOR METALICO CON UNA SUPERFICIE DE EBULLICION NUCLEADA POROSA.
(01/07/1980). Solicitante/s: UOP INC..
1. - Un método para proporcionar un miembro de transmisión de calor metálico con una superficie de ebullición nucleada porosa, que comprende las etapas de aplicar una capa de material de espuma orgánico reticulado de poros abiertos que tiene un revestimiento adherente de grafito expuestas del material de espuma reticulado y las superficies expuestas del miembro metálico que están situadas bajo el material de espuma con un metal con el fin de formar una superficie metálica reticulada que tiene poros abiertos que está situada encima de la superficie del miembro metálico y está adherida firmemente al mismo.
MAQUINA ELECTRONEUMATICA DE ALETEAR TUBOS.
(16/01/1979). Solicitante/s: HISPANA DE INTERCAMBIO TERMICO, S.A.
Máquina electroneumática de aletear tubos, caracterizada esencialmente por comprender una bancada principal formada por un cuerpo envolvente prismático que lleva alojado en su interior un motor y un reductor interrelacionados, un distribuidor electroneumático y manorreductor, un cuadro eléctrico para activación y control de los diferentes elementos electroneumáticos y un tablero o panel de mando.
NUEVO PROCEDIMIENTO PARA ALETEAR TUBO LISO.
(16/01/1979). Solicitante/s: HISPANA DE INTERCAMBIO TERMICO, S.A.
Nuevo procedimiento para aletear tubo liso, que se caracteriza por efectuarse en la superficie exterior del tubo, que tiene un movimiento de avance a velocidad constante, un corte del material y alzado simultáneo del mismo, con lo que se obtiene una nerviación o aleta continua helicoidal saliente, muy delgada, sin reducción del diámetro interior de dicho tubo.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN TUBO DE TRANSMISION DE CALOR.
(16/02/1978). Solicitante/s: UOP INC..
Resumen no disponible.
PROCEDIMIENTO PARA FABRICAR FUELLES DE CAPAS MULTIPLES.
(01/04/1976). Solicitante/s: CHEMETRON CORPORATION.
Resumen no disponible.
MEJORAS INTRODUCIDAS EN LA FABRICACIÓN DE CHAPAS DE ACERO Y PERFILES, TUBOS Y CONSTRUCCIONES COMPUESTAS.
(01/06/1964). Ver ilustración. Solicitante/s: VEREINIGTE OSTERREICHISCHE EISEN-UND STAHLWERKE A., G..
Resumen no disponible.
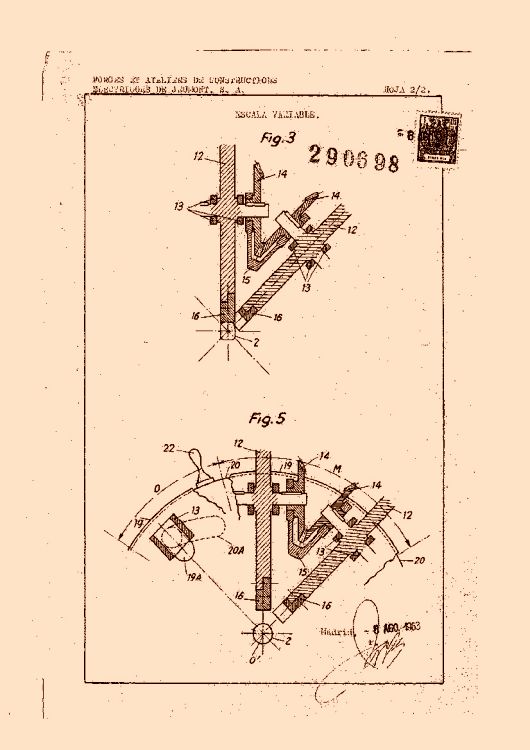
PROCEDIMIENTO DE FABRICACIÓN DE FUNDAS METÁLICAS FLEXIBLES PROTECTORAS DE CABLES ELÉCTRICOS.
(16/10/1963). Ver ilustración. Solicitante/s: FORGES ET ATELIERS DE CONSTRUCTIONS ELECTRIQUES DE JEUMONT, SOCIÉTÉ ANONYME.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}