CIP-2021 : B22F 5/00 : Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar.
CIP-2021 › B › B22 › B22F › B22F 5/00[m] › Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar.
Notas[t] desde B21 hasta B32: CONFORMACION
B22F 5/02 · de segmentos de pistones.
B22F 5/04 · de paletas de turbinas.
B22F 5/06 · de piezas fileteadas, p. ej. tuercas.
B22F 5/08 · de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
B22F 5/10 · de artículos con cavidades o agujeros, no previstos en los subgrupos precedentes.
B22F 5/12 · de tubos o alambres.
CIP2021: Invenciones publicadas en esta sección.
MATRIZ DE EXTRUSION PARA ESTRUCTURAS EN NIDO DE ABEJA.
(16/01/2004). Solicitante/s: CORNING INCORPORATED. Inventor/es: SEELY, RICHARD LARUE.
TROQUELES DE EXTRUSION APANALADOS PARA LA EXTRUSION DE CERAMICA APANALADA DE ALTA DENSIDAD CELULAR Y REDUCIDO GROSOR DE PARED, QUE SE FORMAN CON CEROS INOXIDABLES EN POLVO TOTALMENTE CONSOLIDADOS (P/M), PROPORCIONANDO TROQUELES CON ASPEREZA DEL ORIFICIO ALIMENTADOR REDUCIDA, UNA RECTITUD DE DICHO ORIFICO MEJORADA Y UN ACABADO DE RANURA DE DESCARGA SUPERIOR, CON EL RESULTADO DE UNA EXTRUSION SIGNIFICATIVAMENTE REFORZADA Y EXTRUSIONES APANALADAS DE MAYOR CALIDAD. LOS ORIFICIOS ALIMENTADORES SE FORMAN ELECTROQUIMICAMENTE (EDM) Y LAS RANURAS DE DESCARGA SE FORMAN MEDIANTE DESCARGAS ELECTRICAS DE ALAMBRE (EDM).
PROCEDIMIENTO Y DISPOSITIVO PARA EL TRATAMIENTO DE CUERPOS DESPUES DE SU FRACTURACION.
(01/12/2003). Solicitante/s: MASCHINENFABRIK ALFING KESSLER GMBH. Inventor/es: HIGLER, EBERHARD.
Procedimiento para el tratamiento de cuerpos después de su fracturación, caracterizado porque las partes del cuerpo fracturado se someten a un tratamiento vibratorio, en el que las superficies de fracturación se tocan durante el tratamiento vibratorio.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS METALICAS QUE ENGRANAN ENTRE SI.
(01/12/2001). Solicitante/s: FISCHERWERKE ARTUR FISCHER GMBH & CO. KG. Inventor/es: ARNOLD, NORBERT, DR., HEIN, BERND, DIPL.-ING. , SEIBOLD, GUNTER, DIPL.-ING. , HAAGE, MANFRED, DIPL.-ING. , PLOCHER, BERND, DIPL.-ING.
SE PROPONE UN PROCEDIMIENTO PARA LA ELABORACION DE PARTES METALICAS DESLIZANTES UNA SOBRE OTRA Y ENGRANANDO UNA CON OTRA BAJO PRESION, DONDE AL MENOS SE ELABORA UNA PARTE METALICA EN UN PROCESO DE FUNDICION DE INYECCION DE POLVO METALICO. PARA LA MEJORA DEL COMPORTAMIENTO DE DESLIZAMIENTO Y MINIMIZACION DE LA INCLINACION AL GRIPADO SE MEZCLA EL POLVO METALICO DE LA PARTE METALICA ELABORADA EN LA FUNDICION DE INYECCION DE POLVO CON UNA SUSTANCIA NO METALICA PRESENTE EN FORMA DE GRANULADO O DE POLVO CON UNA ESTRUCTURA MOLECULAR, QUE SE INERTIZA CONTRA EL METAL Y MUESTRA UNA RESISTENCIA DE TEMPERATURA DE AL MENOS 900 ERIALES SOLIDOS CERAMICOS O FULERENO.
ARTICULO MOLDEADO, PROCEDIMIENTO E INSTALACION PARA SU PREPARACION.
(16/04/2001) LA INVENCION SE REFIERE A UNA PARTE PRENSADA DE POLVO METALICO, EN PARTICULAR PARTE SINTERIZADA CON AL MENOS UNA ENTRADA DE MOLDEO QUE SE ENCUENTRA DE FORMA TRANSVERSAL CON RESPECTO A LA DIRECCION DE PRENSADO, QUE MEDIANTE LA CONFORMACION DE UNA PARTE DE PRENSADO DE PRODUCTO PREVIO DE UNA SOLA PIEZA SE CONFORMA PARA LA OBTENCION DE UNA PARTE FABRICADA A TRAVES DE UN PROCESO DE PRENSADO ADICIONAL. LA PARTE DE PRENSADO DE PRODUCTO PREVIO, QUE PUEDE MOSTRAR UNA DISPOSICION DE ESPALDILLA QUE SOBRESALE EN LA ENTRADA DE MOLDEADO, DISPONE EN LA CARA DIRIGIDA A ESTA ENTRADA DE MOLDEO UNA OTRA DISPOSICION DE ESPALDILLA QUE SOBRESALE Y LIMITA DE TAL MODO, QUE UNA DE LAS ESPALDILLAS SE EJECUTA EN FORMA DE RECIPIENTE DE RESERVA DE MATERIAL EQUIVALENTE…
PROCEDIMIENTO DE CONSTRUCCION DE MOLDES Y PIEZAS METALICAS COMPLETAMENTE DENSAS.
(16/02/2001) UN METODO PARA LA CONSTRUCCION DE UNA PIEZA DE METAL TOTALMENTE DENSA O DE MEDIO MOLDE DE METAL QUE COINCIDA CON OTRO MEDIO MOLDE PARA FORMAR UN MOLDE PARA LA COLADA DE MULTIPLES PIEZAS. LOS PASOS QUE SE LLEVAN A CABO CONSISTEN EN COLOCAR UN MODELO EN LA BASE DE UN MOLDE TUBULAR, COLAR UN MIEMBRO DE CERAMICA SOBRE LAS SUPERFICIES CRITICAS DEL MODELO, SACAR EL MODELO DE LA BASE DEL MOLDE, CUBRIR LAS SUPERFICIES CRITICAS TRANSFERIDAS AL MIEMBRO DE CERAMICA CON UN METAL EN POLVO QUE TENGA UNA TEMPERATURA DE FUSION MAYOR QUE LA DE UN METAL DE INFILTRACION , COLOCAR UNA CANTIDAD DEL METAL DE INFILTRACION SOBRE EL METAL EN POLVO , COLOCAR LA BASE DEL MOLDE TUBULAR EN UN HORNO A UNA TEMPERATURA SUFICIENTE COMO PARA QUE SE FUNDA EL METAL DE INFILTRACION SIN QUE SE FUNDA EL METAL EN POLVO, Y SACAR EL MIEMBRO…
METODO PARA PRODUCIR ARTICULO CONFORMADO DIBUJADO UTILIZANDO UN ORGANO DE FORMACION DE ANGULO DE REPOSO.
(01/08/1999). Solicitante/s: CCA INC.. Inventor/es: WATANABE, HIDEO, UCHIDA, HIROSHI, ONUKI, MITUHIRO.
SE PRESENTA UN METODO PARA MANUFACTURAR UN PRODUCTO MOLDEADO QUE SOPORTA UN MODELO , QUE COMPRENDE LOS PASOS DE SUMINISTRAR UNA CANTIDAD PREDETERMINADA DE MATERIAL EN FORMA DE POLVO SECO SOBRE LA PARTE DE UNA SUPERFICIE DE REFERENCIA QUE SE CORRESPONDE CON EL MODELO A FORMAR; FORMAR UTILIZANDO UN MIEMBRO DE FORMACION DE UN ANGULO DE REPOSO EL MATERIAL EN POLVO, QUE DE ESTA FORMA ES SUMINISTRADO, EN UNA CAPA DE MATERIAL EN POLVO CON UNA SUPERFICIE LATERAL QUE TIENE UNA SUPERFICIE INCLINADA DE UN ANGULO DE REPOSO QUE SE CORRESPONDE CON UN MODELO A FORMAR; SUMINISTRAR UNA CANTIDAD PREDETERMINADA DE MATERIAL EN FORMA DE POLVO SECO, ADHERENTE SOBRE LA PARTE RESTANTE DE LA SUPERFICIE DE REFERENCIA; Y SOLIDIFICAR EL PRODUCTO RESULTANTE DE FORMA UNITARIA TAL COMO ESTA O CON UNA CAPA DE REVESTIMIENTO LAMINADA.
METODO DE MOLDEAR UN ARTICULO A PARTIR DE MATERIAL EN PARTICULAS, MOLDE Y ARTICULO CORRESPONDIENTES.
(01/07/1998). Ver ilustración. Solicitante/s: GT. B. COMPONENTS LIMITED. Inventor/es: CORCORAN, TERENCE.
METODO DE MOLDEAR UN ARTICULO A PARTIR DE MATERIAL EN PARTICULAS, MOLDE Y ARTICULO CORRESPONDIENTES; UN ARTICULO QUE TIENE ORIFICIOS LATERALES , POR EJEMPLO UN SEPARADOR PARA UN RADIADOR DE CALEFACCION CENTRAL, SE FABRICA A PARTIR DE MATERIAL EN PARTICULAS COMPACTADO EN UN MOLDE QUE COMPRENDE UNA PLACA QUE TIENE UNA CAVIDAD VERTICAL , UN PUNZON SUPERIOR Y UN PUNZON INFERIOR . UNA VARILLA INTERIOR DE MACHO FORMA UN PASO CENTRAL EN EL SEPARADOR Y VARILLAS LATERALES DE MACHO FORMAN LOS ORIFICIOS LATERALES . LA DENSIDAD DEL MATERIAL COMPACTADO QUE DEFINE LOS ORIFICIOS LATERALES ES SUPERIOR QUE LA DE LA PARTE RESTANTE DEL ARTICULO. ES DE APLICACION EN LA INDUSTRIA DE ACONDICIONAMIENTO DE AMBIENTES.
PROCESO DE FABRICACION DE PIEZAS FRITAS CONJUGADAS.
(16/10/1997). Solicitante/s: SINTERTECH. Inventor/es: GUEYDAN, HENRI, ACKERMANN, LUC.
LA INVENCION SE REFIERE A UN METODO DE FABRICACION DE PIEZAS FRITAS CONJUGADAS, OBTENIDAS A PARTIR DE LA RUPTURA DE UNA PREFORMA UNITARIA. SE CARACTERIZA EN QUE: A) SE PRENSA UNA PREFORMA A PARTIR DE POLVOS METALICOS, IMPRIMIENDO EN ESTA UNA RANURA SUPERFICIAL SITUADA EN UN PLANO PARA LA RUPTURA POSTERIOR, B) SE PREFRITA ESTA PREFORMA PARA SU CONSOLIDACION MECANICA, PERMANECIENDO SIN EMBARGO FRAGIL, C) SE MECANIZAN EVENTUALMENTE EN ESTA PREFORMA LOS ALOJAMIENTOS DE LOS ORGANOS DE CONEXION MECANICA Y DE LAS PARTES FINALES, E) SE ROMPE ESTA PREFORMA EN AL MENOS DOS PARTES, F) SE PRACTICA EL FRITADO FINAL, G) SE ENFRIAN LAS PIEZAS. LA INVENCION SE PUEDE APLICAR EN PARTICULAR A L FABRICACION DE BIELAS Y CASQUETES DE BIELAS, O DE PIEZAS ANULARES DE ENTRADA DE MOLDEO O NO (ROTAS EN EL PLANO AXIAL).
(16/05/1997). Solicitante/s: WMF WURTTEMBERGISCHE METALLWARENFABRIK AG. Inventor/es: WEND, EIKE FRITZ, DR., DR.-ING., FEHSE, HANS-FRIEDRICH, DR., DR. CHEM., RITTER, ROLF, DIPL.-ING.
LA INVENCION CONCIERNE A CUBIERTOS DE METAL QUE ESTAN PRODUCIDOS POLVOMETALURGICAMENTE. SE TRATA DE CUBIERTOS DE MESA, QUE SE PUEDEN FABRICAR DE FORMA USUAL O CON UNA CONFIGURACION NO USUAL HASTA AHORA Y CUYA COMPOSICION DE ALEACION SE PUEDE CONTROLAR ADAPTADA A LA FUNCIONALIDAD, PORQUE LOS CUBIERTOS ESTAN FABRICADOS DE MATERIAL SINTERIZADO. LA FABRICACION DE LOS CUBIERTOS TIENE LUGAR SEGUN EL PROCEDIMIENTO CONOCIDO DE LA METALURGIA DE LOS POLVOS.
METAL DURO O MATERIAL BRUTO CERAMICO ASI COMO PROCEDIMIENTO Y HERRAMIENTA PARA SU FABRICACION.
(01/12/1995). Solicitante/s: BOHLERIT G.M.B.H. & CO. KG. Inventor/es: ANDERSON, PER BJORN, DR., KAMMERHOFER-REISCHL, PETER, ING.
EL DESCUBRIMIENTO SE REFIERE A UN METAL DURO O MATERIAL BRUTO CERAMICO, ASI COMO UN PROCEDIMIENTO Y UN UTILLAJE DE PRENSA DE EXTRUSION PARA SU FABRICACION. DE ACUERDO CON EL DESCUBRIMIENTO ESTA PREVISTO, QUE EL MATERIAL BRUTO SEA EXTRUSIONADO A TRAVES DE UNA TOBERA, CON LO CUAL LA TOBERA EN SU SUPERFICIE DE PARED INTERNA MUESTRA UNA CANTIDAD DE SUPERFICIES PLANAS QUE COMPLETAN UN POLIGONO EN SU SECCION TRANSVERSAL, CUYAS SUPERFICIES PLANAS POSEN UN RECORRIDO TORCIDO SOBRE LA LONGITUD DE LA TOBERA. EL MATERIAL BRUTO FABRICADO POSEE UNA FORMA RETORCIDA CORRESPONDIENTE A LA FORMA DE LA TOBERA Y ES APROPIADO PARA LA FABRICACION DE HERRAMIENTAS ROTATIVAS, COMO POR EJEMPLO TALADROS.
METODO PARA LA REGULACION DE LAS CONDICIONES DEL PROCESO EN UN UTIL DE MOLDEO.
(16/10/1995). Solicitante/s: AGA AKTIEBOLAG. Inventor/es: LARSSON, OWE G. T., ABERG, ANDERS B. H.
METODO PARA REGULACION DE LAS CONDICIONES DE UN PROCESO EN UNA HERRAMIENTA DE MOLDEO DESTINADA A LA PRODUCCION DE PRODUCTOS POLIMEROS SINTETICOS O NATURALES, CUYA HERRAMIENTA DE MOLDEO COMPRENDE UNA O MAS PARTES DE MOLDEO HECHAS DE METAL SINTERIZADO CON POROS DE COMUNICACION OBTENIDOS POR PRESION A UNA ALTA PRESION Y SINTERIZADO A UNA ALTA TEMPERATURA DE UN MATERIAL EN POLVO, EN CUYAS PARTES DE MOLDEO O PARTES DE CAVIDAD DE MOLDEO, SE HA HECHO LA CAVIDAD, POR LO QUE LOS POROS ESTAN ABIERTOS HACIA LA CAVIDAD, MIENTRAS LA SUPERFICIE EXTERNA DE CUBIERTA DE LA HERRAMIENTA DE MOLDEO SE IMPERMEABILIZA CONTRA EL GOTEO, EL CUAL COMPRENDE RELLENAR LOS POROS DE COMUNICACION CON UN LIQUIDO CON UNA ALTA TEMPERATURA DE VAPORIZACION Y REGULAR LA PRESION SOBRE EL LIQUIDO EN LOS POROS POR MEDIO DE UN PRODUCTOR DE PRESION CAPAZ DE PRODUCIR PRESION CONECTADO CON LOS POROS DE COMUNICACION EN LA HERRAMIENTA DE MOLDEO.
PROCESO PARA LA FABRICACION DE CUERPOS METALICOS SINTERIZADOS, ASI COMO CUERPOS SINTERIZADOS, EN PARTICULAR, HERRAMIENTAS PARA MOLDEO POR PRESION.
(16/03/1995). Solicitante/s: ERNST WINTER & SOHN (GMBH & CO.). Inventor/es: BORSE, DIETRICH.
CUERPOS METALICOS SINTERIZADOS DE GRAN SECCION, QUE EN DETERMINADAS ZONAS DE SU SUPERFICIE O DE SU SECCION ESTAN SOMETIDOS A CARGAS MUY ELEVADAS, COMO LAS HERRAMIENTAS PARA MOLDEO POR PRESION, RESISTEN ESTOS ESFUERZOS MEJOR CUANDO SE SINTERIZAN BAJO CONDICIONES OPTIMIZADAS, EN LOS CUALES DE ACUERDO CON LA INVENCION, EN EL PRENSADO O DESPUES DE EL Y ANTES DEL SINTERIZADO, SE PROVEEN CON CANALES U ORIFICIOS , QUE HACEN POSIBLE UNA MEJOR EVAPORACION DEL AGLUTINANTE, UN MEJOR INTERCAMBIO DE GAS Y UNA MEJOR EVACUACION, PARA LO CUAL LOS CANALES U ORIFICIOS ESTAN CONDUCIDOS DESDE LAS ZONAS DE LA SUPERFICIE MENOS CARGADAS EN USO A TRAVES DE LAS ZONAS DE LA SECCION MENOS CARGADAS.
(16/01/1994). Solicitante/s: DE BEERS INDUSTRIAL DIAMOND DIVISION (PROPRIETARY) LIMITED. Inventor/es: DYER, HENRY BROOKE.
UN INJERTO DE INSTRUMENTO QUE COMPRENDE UN SOLIDO ABRASIVO UNIDO A UN SOPORTE DE CARBURO CEMENTADO. EL FILO DE CORTE DEL INSTRUMENTO ES PROPORCIONADO POR LA PERIFERIA DEL SOLIDO. VARIOS HUECOS , CADA UNO RELLENO CON UN MATERIAL SOLIDO ABRASIVO , SE PROLONGA EN EL SOPORTE DE CARBURO CEMENTADO, DESDE LA INTERFASE SOLIDO/CARBURO. LOS HUECOS SE DISPONEN EN UNA SERIE DE FILAS, ESTANDO CADA HUECO ESCALONADO CON RESPECTO A SU VECINO MAS PROXIMO EN UNA FILA ADYACENTE. EN USO, TIENE LUGAR EL DETERIORO DEL FILO DE CORTE DEL SOLIDO, Y EVENTUALMENTE SE DESGASTA HASTA LA INTERFASE DE CARBURO/SOLIDO. DESPUES, EL CARBURO ENTRE HUECOS ADYACENTES SE DESGASTA MAS RAPIDAMENTE QUE EL MATERIAL SOLIDO DE DIAMANTE, QUE ESTA LOCALIZADO EN CADA HUECO , CREANDO, EN CONSECUENCIA, DIVERSAS SIERRAS O PROYECCIONES DE CORTE.
PROCEDIMIENTOS PARA PRODUCIR ELEMENTOS DE CONSTRUCCION A PARTIR DE FRAGUADORES DE POLVO.
(16/11/1992) ELEMENTOS DE CONSTRUCCION DE FRAGUADO EN POLVO QUE CONSISTE EN DOS PIEZAS INDIVIDUALES. LA PREFORMA PARA LA FORMA FINAL EN POLVO SE PRESIONA, SINTERIZA, FRAGUA, ENFRIA Y SE SEPARA EN PIEZAS INDIVIDUALES. EL INVENTO TRATA DE CONSEGUIR EL SIMPLIFICAR EL PROCEDIMIENTO Y EO POSIBILITAR UNA PRODUCCION PRECISA Y EXACTA DE LA PIEZA INDIVIDUAL. ESTA MISION CON ARREGLO AL INVENTO SE SOLUCIONA YA QUE LA PREFORMA ANTES DEL SINTERIZADO EN LA UNION DESMONTABLE ENTRE DOS PIEZAS INDIVIDUALES ESTA EQUIPADO CON UN TRAZADOR DE ENTALLADO QUE MANTIENE ENTRE EL SINTERIZADO Y EL FRAGUADO UNA CAPA DE PROTECCION O CAPA DE OXIDO Y EN EL FRAGUADO DE LA FORMA FINAL SE RETIRA Y EL COMPONENTE DE CONSTRUCCION SE SEPARA SEGUN EL ENFRIAMIENTO A TRAVES DE UNA ROTURA EN…
PROCEDIMIENTO PARA LA PRODUCCION DE POLVOMETALURGICA DE LEVAS.
(16/12/1991). Solicitante/s: RINGSDORFF-WERKE GMBH. Inventor/es: SCHELB, BERNHARD, DONCH, JURGEN, ZIMMERMANN, WOLFGANG, DIPL.-ING.
LEVA Y ARBOL DE LEVAS SE FABRICAN USUALMENTE COMO CONJUNTO DE FUNDICION GRIS O FUNDICION DURA. LA LEVA SUSPENDIDA DE LA TRANSMISION Y PRODUCIDA POLVOMETALURGICAMENTE PUEDE CARGARSE CON MOMENTO PEQUEÑOS POR SU CONFORMADION DESIGUAL. DEBE MEJORARSE LA UNIFORMIDAD, RECTIFICABILIDAD, Y RESISTENCIA AL DESGASTE. SE PRENSA PARA LEVAS UNA MEZCLA DE POLVO CONTENIENDO HIERRO ALEADO EN POLVO, POLVO DE GRAFITO Y AGENTE LUBRIFICANTE. LA LEVA SE SINTERIZA POR ENCIMA DE LA TEMPERATURA DE SOLIDOS Y POR DEBAJO DE LA TEMPERATURA SE SOLIDOS SE ENCUENTRA ALREDEDOR DEL 99% DE LA DENSIDAD TEORICA. LA LEVA TIENE UN MODULO DE ELASTICIDAD CONSTANTE PARA UN VOLUMEN DADO Y SE RECTIFICA BIEN.
UN METODO DE FABRICACION DE UN OBJETO UNITARIO A BASE DE NITRURO DE SILICIO.
(12/01/1984). Solicitante/s: FORD MOTOR COMPANY.
FABRICACION DE OBJETOS, POR EJEMPLO HERRAMIENTAS A BASE DE NITRURO DE SILICIO.SE MEZCLAN UNIFORMEMENTE UN POLVO DE NITRURO DE SILICIO QUE CONTIENE SIO2 COMO CAPA SUPERFICIAL DE OXIDO, 4 A 12 EN PESO DE POLVO DE Y2O3 Y 0,50 A 2,5 DE AL2 O3. LA MEZCLA SE PRENSA A 1680º-1750º DE TEMPERATURA Y DURANTE EL TIEMPO SUFICIENTE PARA PRODUCIR AL MENOS UN 99,0 DE LA DENSIDAD TEORICA COMPLETA EN LA MEZCLA PARA OBTENER UN OBJETO PRENSADO. SE ENFRIA EL OBJETO Y SE LIBRA DE LA PRESION. SE CALIENTA EL OBJETO MANTENIENDO LA TEMPERATURA EN EL INTERVALO DE 1.000º-1.400º SINPRESION MECANICA DURANTE AL MENOS 5 MINUTOS PARA QUE HAYA UNA REACCION DE NUCLEACION EN FASES SECUNDARIAS FORMADAS COMO RESULTADO DEL PRENSADO EN CALIENTE. EL TRATAMIENTO CON CALOR PUEDE TENER LUGAR BIEN COMO INTERRUPCION DEL CICLO DE ENFRIAMIENTO O COMO UN CICLO SUBSIGUIENTE DE RECALENTADO DESPUES DEL ENFRIAMIENTO A LA TEMPERATURA AMBIENTE.
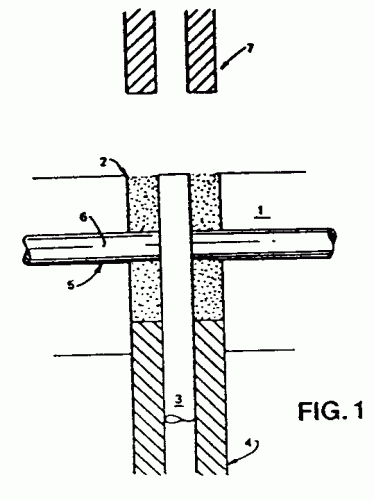
PROCEDIMIENTO PARA FABRICAR POR EXTRUSION TUBOS, BARRAS U OBJETOS METALICOS, COMPACTOS SIMILARES, ALARGADOS Y PERFILADOS, ASI COMO CAPSULA PARA PONER EN PRACTICA DICHO PROCEDIMIENTO.
(01/05/1977). Solicitante/s: GRANGES NYBY, A. B.
Resumen no disponible.
{kind=link}