CIP-2021 : B23P 15/00 : Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
CIP-2021 › B › B23 › B23P › B23P 15/00[m] › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
Notas[t] desde B21 hasta B32: CONFORMACION
B23P 15/02 · de paletas de turbinas u órganos equivalentes, de una sola pieza.
B23P 15/04 · de paletas de turbina u órganos equivalentes, de varias piezas.
B23P 15/06 · de segmentos de pistón, de una sola pieza.
B23P 15/08 · de segmentos de pistón, de varias piezas.
B23P 15/10 · de pistones.
B23P 15/12 · de rejillas.
B23P 15/14 · de piezas de engranaje, p. ej. piñones.
B23P 15/16 · de chapas con orificios de muy pequeño diámetro, p. ej. para toberas de expulsión o quemadores.
B23P 15/18 · de zapatas de freno.
B23P 15/20 · de elemento de ferrocarriles, p. ej. topes.
B23P 15/22 · de cartuchos o cuerpos cilíndricos equivalentes.
B23P 15/24 · de matrices (B21C 3/18, B21C 25/10, B21D 37/20 tienen prioridad).
B23P 15/26 · de intercambiadores de calor.
B23P 15/28 · de herramientas de corte (de sierras B23D 63/00, B23D 65/00; de limas o escofinas B23D 73/00).
B23P 15/30 · · de herramientas de torno o equivalentes.
B23P 15/32 · · de taladros.
B23P 15/34 · · de fresas.
B23P 15/36 · · · de filetear.
B23P 15/38 · · de herramientas de cepillado o mortajado (B23P 15/30 tiene prioridad).
B23P 15/40 · · de herramientas de cizallado.
B23P 15/42 · · de herramientas de brochado.
B23P 15/44 · · de herramientas de afeitado o raspado.
B23P 15/46 · · de herramientas de escariado.
B23P 15/48 · · de herramientas de fileteado (fresas para filetear B23P 15/36).
B23P 15/50 · · · de terrajas.
B23P 15/52 · · · de machos de aterrajar.
CIP2021: Invenciones publicadas en esta sección.
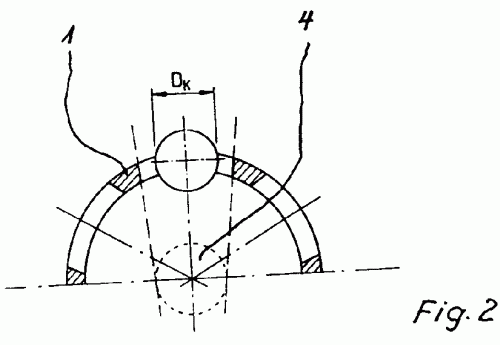
ARTICULACION GIRATORIA SINCRONICA.
(01/04/1998). Ver ilustración. Solicitante/s: GKN AUTOMOTIVE AG. Inventor/es: KONEGEN,HERBERT, SEIGERT,PETER, FUERSTENAU, CHARLES, HILDEBRANDT, WOLFGANG.
ARTICULACION GIRATORIA SINCRONICA CON UNA JAULA , EN LA QUE SE AUMENTAN LA RESISTENCIA A LA ROTURA DE LA JAULA Y POR TANTO LA CAPACIDAD DE PAR DE GIRO DE LA ARTICULACION GIRATORIA SINCRONICA EN CONJUNTO. ESTO SE CONSIGUE DE MODO QUE LAS LUMBRERAS PARA LAS VENTANAS EN LA JAULA EN LAS SUPERFICIES DE APLICACION DIRIGIDAS PERIFERICAMENTE NO ESTAN ORIENTADAS PARALELAS AL EJE CENTRAL, SINO QUE SON TANGENTES A UNA BOLA VIRTUAL DISPUESTA EN EL PUNTO DE CORTE DEL PLANO CENTRAL RADIAL DE LA JAULA CON EL EJE DE LA ARTICULACION. EL ALMA PRESENTA CON ELLO UNA MAYOR SECCION TRANSVERSAL, Y POR TANTO UNA RESISTENCIA A LA ROTURA MEJORADA.
PROCEDIMIENTO DE FABRICACION DE UN TUBULAR DE EXPULSION PARA MOLDES.
(01/07/1997) PROCEDIMIENTO DE FABRICACION DE UN TUBULAR DE EXPULSION PARA MOLDES. EL PROCEDIMIENTO PARA OBTENER TUBULARES DE EXPULSION EN LOS QUE SE GUIAN LOS CORRESPONDIENTES EXPULSORES UTILIZADOS EN MOLDES, POR EJEMPLO DE INYECCION, COMPRENDE UNA SERIE DE FASES OPERATIVAS QUE SE REALIZAN SOBRE UN TUBO DEL QUE SE PARTE, CONSISTIENDO LAS FASES EN EFECTUAR PRIMERAMENTE UN CORTADO DE UNA PORCION DE TUBO AL LARGO DESEADO, CON UN EXCESO DE DIAMETRO PARA POSIBILITAR UN POSTERIOR RECTIFICADO. EN UNA SEGUNDA FASE SE REALIZA UNA REDUCCION DE DIAMETRO EN UNA ZONA EXTREMA , PARA EFECTUAR EN UNA TERCERA FASE UN PRERECTIFICADO EXTERIOR , EFECTUANDO EN UNA CUARTA FASE UN MECANIZADO INTERIOR DE LA ZONA EXTREMA CON UNA CONCENTRICIDAD TOTAL. EN UNA QUINTA FASE SE EFECTUA UN TEMPLADO POR INDUCCION Y…
PROCESO PARA LA ELABORACION DE PLETINAS DE CHAPA DE ACERO SOLDADAS.
(01/07/1996). Solicitante/s: HOESCH PLATINEN GMBH. Inventor/es: TENHAVEN, ULRICH, DR. ING., BRAUN, HEINRICH, DIPL.-ING.
PARA CONSEGUIR UN PROCESO PARA LA FABRICACION DE PLETINAS DE CHAPA DE ACERO SOLDADAS A PARTIR DE TABLAS DE CHAPA SEPARADAS DE BANDAS DE ACERO APROPIADAS PARA LAS PARTES DE LA PLETINA, DE FORMA QUE SE UNAN LAS VENTAJAS DE LOS PROCESOS CONOCIDOS HASTA AHORA CON UNA FORMA SENCILLA Y SE EVITEN LAS DESVENTAJAS DE ESTE PROCESO, LAS TABLAS DE CHAPA DE LONGITUDES MULTIPLES SON DIVIDIDAS PARA LAS PLETINAS DE CHAPA DE ACERO A PARTIR DE BANDAS DE ACERO, SOLDADAS UNA CON OTRA EN LOS CANTOS LONGITUDINALES Y A CONTINUACION LAS PLETINAS DE CHAPA DE ACERO INDIVIDUALES SON SEPARADAS A PARTIR DE LA TABLA DE UNION COMPUESTA QUE GENERAN LAS TABLAS DE CHAPA.
BOQUILLA DE MOLDEO POR INYECCION TENIENDO UNA PORCION SALIENTE CON ELEMENTO CALENTADO RODEANDO EL ORIFICIO Y METODO.
(01/07/1995). Solicitante/s: GELLERT, JOBST ULRICH. Inventor/es: GELLERT, JOBST ULRICH.
UNA BOQUILLA DE MOLDEO POR INYECCION INTEGRAL CON PUERTA DE MAZAROTE Y METODO, TENIENDO UN ORIFICIO PARA FUNDICION EXTENDIENDOSE CENTRALMENTE A SU TRAVES, EN DONDE UNA PORCION TERMINAL DELANTERA CIRCULAR DEL ELEMENTO ELECTRICO DE CALENTAMIENTO RODEA EL ORIFICIO DE FUNDICION EN LA PORCION SALIENTE PARA PROVEER CALOR ADICIONAL ADYACENTE A LA PUERTA. EL METODO INCLUYE LOCALIZAR LA PORCION DEL ELEMENTO DE CALENTAMIENTO EN UN ESPACIO COAXIAL ENTRE UN MIEMBRO CENTRAL Y UN MIEMBRO DE EMBUDO, SOLDANDOLOS JUNTOS EN UN HORNO DE VACIO PARA FORMAR LA PORCION SALIENTE DE BOQUILLA. LA PORCION SALIENTE SE TALADRA Y MECANIZA PARA PROVEER EL TAMAÑO DE PUERTA Y CONFIGURACION DESEADOS, DEPENDIENDO DE LA APLICACION PARTICULAR.FIG 1.
VALVULA DE DISTRIBUCION A EMBOLO.
(16/03/1995). Solicitante/s: HYDRAULIK-RING GMBH.
VALVULA DE DISTRIBUCION A EMBOLO. LA VALVULA DE DISTRIBUCION A EMBOLO DISPONE DE UN EMBOLO , CON RANURAS DE ACEITE Y CANTOS DE DISTRIBUCION (10,10A;11,11A). EL EMBOLO SE FABRICA POR TORNEADO, POR EL CUAL LOS CANTOS DE DISTRIBUCION (10,10A;11,11A) SON FRESADOS, TEMPLADOS, RECTIFICADOS Y, DADO EL CASO, MECANIZADOS POR APRESTO Y BRUÑIDO. POR ELLO, EN LOS PEQUEÑOS EMBOLOS PUEDEN APARECER UNAS TOLERANCIAS DE ACABADO RELATIVAMENTE ALTAS. LA RANURA DE ACEITE DEL EMBOLO SE MECANIZA POR MEDIO DE EROSION DE ALAMBRE, POR LO QUE EL EMBOLO PUEDE SER FABRICADO EN SERIE A UN COSTE ADECUADO. DE ESTE MODO PUEDEN SER FABRICADAS IGUALMENTE LAS PEQUEÑAS VALVULAS DE DISTRIBUCION A EMBOLO, QUE TRABAJAN A ALTAS PRESIONES, QUE SOLO ACUSAN UNAS FUGAS MUY PEQUEÑAS.
METODO PARA HACER UNA BOCA DE INYECCION DE MOLDEO DE TAMAÑO SELECCIONADO.
(16/10/1994). Solicitante/s: GELLERT, JOBST ULRICH. Inventor/es: GELLERT, JOBST ULRICH.
UN METODO PARA HACER BOCAS DE INYECCION DE MOLDEO DE LONGUITUDES PREDETERMINADAS DESEADAS (B) Y CAPACIDAD QUE COMBINA LAS VENTAJAS DE LA FABRICACION A GRANDE ESCALA CON LA FLEXIBILIDAD DEL MONTAJE INDIVIDUAL. LOS COMPONENTES INDIVIDUALES DE ACERO TAL COMO LA PORCION POSTERIOR , UNA PORCION ANTERIOR ELONGADA , Y UNA PIEZA CONECTORA SE FABRICAN EN VOLUMEN, Y LA PORCION ANTERIOR SE HACE A TAMAÑOS DIFERENTES PREDETERMINADOS. DESPUES SE SELECCIONA UNA PORCION ANTERIOR Y EL DIAMETRO DE LA PARED INTERIOR, Y SE MONTAN JUNTO CON UNA PORCION POSTERIOR Y UNA PIEZA CONECTORA. EN CASO DE SER NECESARIO, EL CANAL DE FUSION A TRAVES DE LA PORCION POSTERIOR Y LA PIEZA CONECTORA SE ALARGAN PARA ALCANZAR EL DIAMETRO DE LA PARED INTERIOR DE LA PORCION ANTERIOR. MAS ADELANTE, LOS COMPONENTES YA MONTADOS SE SUELDAN PARA FORMAR UNA BOCA QUE TIENE UNA LONGITUD ESPECIFICA PREDETERMINADA Y EL DIAMETRO DEL CANAL DE FUSION.
METODO DE REALIZACION DE UN TERMINAL ELECTRICO SOBRE UNA BOQUILLA DE MOLDEO POR INYECCION.
(16/02/1994) UN METODO DE REALIZAR UN TERMINAL AISLADO ELECTRICAMENTE EN UNA BOQUILLA DE INYECCION. DESPUES DE QUE EL ELEMENTO DE CALENTAMIENTO SE ENROLLE EN UN CANAL ESPIRAL SOBRE LA SUPERFICIE EXTERNA DE LA PORCION DEL CUERPO PRINCIPAL DE LA BOQUILLA, SU EXTREMO TRASERO SE PROYECTA RADIALMENTE HACIA AFUERA EN UNA ABERTURA EN LA PORCION DE CUELLO. EL ELEMENTO DE CALENTAMIENTO SE DESPOJA DE LA CUBIERTA PARA EXPONER A LA RESISTENCIA ELECTRICA ADYACENTE EL EXTREMO POSTERIOR. UN TAPON DE ACERO TENIENDO UN TALADRO CENTRAL A SU TRAVES SE DESLIZA SOBRE EL EXTREMO DE PROYECCION POSTERIOR Y SE SUELDA DENTRO DE SU SITIO EN LA ABERTURA. UN CUERPO…
SISTEMA DE MOLDEO POR INYECCION CON INYECTORES QUE GIRAN EN TORNO A UN ANCLAJE. DESCRIPCION DEL METODO.
(16/02/1994). Solicitante/s: MOLD-MASTERS LIMITED. Inventor/es: GELLER, JOBST ULRICH, SCHMIDT, HAROLD HANS, MCDOWALL, RORY.
SISTEMA DE MOLDEO POR INYECCION CON UNA VALVULA DE ENTRADA, EN EL CUAL VARIOS INYECTORES DE MATERIAL FUNDIDO ESTAN UNIDOS A UNA TUBERIA ALARGADA COMUN ALOJADA EN UNA CAVIDAD. UNA BRIDA SITUADA ALREDEDOR DE LA ENTRADA DE CADA INYECTOR SE ACOPLA EN UN ASIENTO ALREDEDOR DE CADA SALIDA DE LA TUBERIA. ESTA ESTRUCTURA FACILITA EL MONTAJE Y ASEGURA LA ALINEACION DE LAS ENTRADAS Y SALIDAS, A LA VEZ QUE PERMITE UN CIERTO MOVIMIENTO DE ROTACION ENTRE LOS INYECTORES Y LA TUBERIA, OCASIONADO POR LAS TENSIONES TERMICAS. LOS INYECTORES ESTAN FABRICADOS POR COLADA AL VACIO DEL ELEMENTO CALEFACTOR, SOLDANDOSE AL CUERPO CENTRAL DE ACERO, A CONTINUACION, UN ELEMENTO DE PROYECCION.
PROCEDIMIENTO PARA LA FABRICACION DE VALVULAS HUECAS DE INTERCAMBIO DE GASES PARA MAQUINAS CON ELEVACION DE EMBOLO.
(16/01/1994). Solicitante/s: MERCEDES-BENZ, AG.. Inventor/es: BURGMER, HEINRICH, DIPL.-ING.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE VALVULAS HUECAS DE INTERCAMBIO DE GASES, ESPECIALMENTE CON UN MEDIO REFRIGERANTE INTRODUCIDO EN EL VASTAGO HUECO DE LA VALVULA. EL HUECO DEL VASTAGO SE PRODUCE, PREFERENTEMENTE, MEDIANTE PERFORACION DESDE LA CABEZA DE LA VALVULA Y PUEDE, DADO EL CASO, SER CERRADO POR SOLDADURA, UNA VEZ INTRODUCIDO EL REFRIGERANTE. UNA PIEZA DELGADA DE RELLENO, INTRODUCIDA A PROFUNDIDAD DEFINIDA DENTRO DE LA PERFORACION, MANTIENE TRANSITORIAMENTE EL BAÑO DE FUSION DE LA SOLDADURA. EL PROCESO DE SOLDADURA PUEDE ORIGINAR COSTES FRENTE A OTROS PROCEDIMIENTOS DE CIERRE. EL PROCEDIMIENTO DE LA SOLDADURA SE LLEVA A CABO DE MODO QUE LA PIEZA A TRABAJAR NO ESTA COMPRENDIDA DENTRO DE UN CIRCUITO ELECTRICO ATRAVESADO POR LA ENERGIA DE LA SOLDADURA. A ESTE TIPO DE PROCEDIMIENTO CORRESPONDE LA SOLDADURA AUTOGENA, LA SOLDADURA POR RAYOS ELECTRONICOS O LA SOLDADURA POR LASER. CON ESTOS PROCEDIMIENTOS PUEDEN EVITARSE EFECTOS DE CANTOS.
TOBERA MOLDEADA DE INYECCION Y METODO.
(01/01/1994). Solicitante/s: GELLERT, JOBST ULRICH. Inventor/es: GELLERT, JOBST ULRICH.
ESTE INVENTO CUENTA A UNA PERFECCIONADA TOBERA MOLDEADA DE INYECCION Y EL METODO DE FABRICARLA. LA TOBERA TIENE UN ELEMENTO CALEFACTOR ELECTRICO TOTALMENTE VACIO FUNDIDO EN COBRE CON CANALES DE ESPIRAL CORTADOS EN LA CARA EXTERNA DEL CUERPO DE LA TOBERA DE ACERO PARA HERRAMIENTAS. EL ELEMENTO CALEFACTOR TIENE UN TERMINAL FRIO EN UN EXTREMO EL CUAL PROYECTA FUERA DIRECTO A UN AGUJERO EN UN PLANCHA CABECERA, LA CUAL ES GIRABLE ANTES DE FUNDIR PARA ASEGURAR LA TOBERA, TIENE UNA LONGITUD CONSISTENTE DEL ELEMENTO CALORIFICO FUNDIDO. UN MANGUITO SE COLOCA SOBRE EL CANAL DE ESPIRAL ANTES DE FUNDIR PARA ASEGURAR EL ELEMENTO CALORIFICO EN EL CANAL ES CUBIERTO CON UN MINIMO ESPESOR DE COBRE PARA DISIPAR EL CALOR DEL ELEMENTO CALORIFICO. EL CANAL DE ESPIRAL PUEDE SER CORTADO CON UN PASO VARIABLE DE ACUERDO AL PERFIL PREDETERMINADO PARA PROPORCIONAR MAS CALOR DONDE HAY MAS PERDIDA DE CALOR.
PROCEDIMIENTO PARA LA FABRICACION DE PERFILES DE REFUERZO, ESPECIALMENTE DE PESO REDUCIDO.
(16/10/1993). Solicitante/s: MAIER, PETER. Inventor/es: MAIER, PETER.
UN PROCEDIMIENTO PARA LA FABRICACION DE PERFILES DE REFUERZO, DE PESO REDUCIDO ESPECIALMENTE, PARA BRAZOS DE ROBOT, PIEZAS DE TRANSMISION, CUADROS DE BICICLETA, TRAMPILLAS DE CARGA Y DESLIZAMIENTO, O ANALOGOS, EN EL QUE EL CONTORNO Y FORMAS DEL PERFIL DE REFUERZO SE OBTIENEN POR EXTRUSION EN SENTIDO VEERTICAL A SU PLANO, SIENDO CORTADOS A CONTINUACION CON EL ESPESOR DESEADO.
BOQUILLA DE MOLDEO POR INYECCION CON ELEMENTO CALENTADOR DE MULTIPLES GROSORES Y METODO DE FABRICACION.
(01/04/1993). Solicitante/s: GELLERT, JOBST ULRICH. Inventor/es: GELLERT, JOBST ULRICH.
ESTE INVENTO SE REFIERE A UNA BOQUILLA DE MOLDEO POR INYECCION, QUE TIENE UN ELEMENTO CALENTADOR DE CONFIGURACION MEJORADA EN LA ZONA SALIENTE CONICA Y AL METODO DE FABRICACION A SEGUIR. UNA PARTE LONGITUDINAL DEL CALENTADOR, INTEGRALMENTE SOLDADA EN EL CENTRO DEL SALIENTE CONICO, SE DOBLA SOBRE SI MISMA AL MENOS UNA VEZ PARA PROPORCIONAR ESPESOR MULTIPLE. EL TIPO Y LA LONGITUD DE LA PARTE DE ESPESOR MULTIPLE ELGIDA PARA PROPORCIONAR CALOR ADICIONAL DEPENDE DE LA APLICACION QUE SE LE VAYA A DAR A AL BOQUILLA. LA PARTE DE ESPESOR MULTIPLE DEL ELEMENTO CALENTADOR ESTA CURVADA PARA CONSEGUIR UNA SECCION DE CRUCE MAS CIRCULAR ANTES DE SER ABRAZADA EN GRAN PARTE DEL DIAMETRO DE SU CALIBRE A TRAVES DEL SALIENTE DE LA BOQUILLA.
PROCEDIMIENTO PARA LA REALIZACION DE FASES DE ESTATOR DE COMPRESORES O TURBINAS, Y ALETAS Y REJILLAS DE ALETAS ASI OBTENIDAS.
(16/10/1992). Solicitante/s: SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MOTEURS D'AVIATION, "S.N.E.C.M.A.". Inventor/es: VOSGIEN, MICHEL.
DE ACUERDO CON EL INVENTO, SE OBTIENEN LAS REJILLAS DE ALETAS DE ESTATOR A PARTIR DE UNA BARRA (B) LINEAL MAQUINADA EN LA QUE SE CORTAN UNAS PIEZAS EN BRUTO DE ALETAS (A) POR ELECTROEROSION CON HILO, REALIZANDOSE A CONTINUACION EL EXTRADOS Y EL INTRADOS POR ELECTROEROSION O ATAQUE QUIMICO Y SE SUELDAN BORDE A BORDE LOS PIES DE LAS ALETAS PARA FORMAR UN SECTOR DE REJILLA O UNA REJILLA COMPLETA. APLICACION EN ESPECIAL A LOS ESTATORES DE COMPRESORES DE TURBINAS CON PALETAS DE PERFIL DE SECCION EVOLUTIVO.
METODO DE ENSAMBLAJE DE DOS PIEZAS DE MATERIALES QUE TIENEN COEFICIENTES DE DILATACION TERMICA DIFERENTES.
(16/10/1992). Solicitante/s: SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MOTEURS D'AVIATION, "S.N.E.C.M.A.". Inventor/es: JOURDAIN, GERARD ERNEST ANDRE, BOUILLER, JEAN GEORGES, LOUBET, MARC GEORGES.
UNAS PATAS DE FIJACION DE MATERIAL ELASTICO QUE ENLAZAN DOS PIEZAS DE REVOLUCION COAXIALES Y QUE PRESENTAN UNOS COEFICIENTES DE DILATACION DIFERENTES, SON COLOCADAS SOBRE UNA PLANTILLA DE TALADRAR QUE MANTIENE SU BASE MAYOR ENTRE UNA CORONA DE APOYO QUE LLEVA UNA CORONA METALICA Y UNAS BRIDAS DE SUJECION , Y SU BASE MENOR ENTRE UNA PIEZA MODELO Y BRIDAS DE SUJECION PARA EFECTUAR LOS TALADROS DE DICHAS PATAS . SE EFECTUA ENSEGUIDA LA FIJACION DE LAS PATAS SOBRE LA CORONA METALICA MEDIANTE REMACHES HUECOS TRAS LAS FIJACIONES SUCESIVAS, MEDIANTE BULONES, DE LAS PATAS SOBRE UNA DE DICHAS PIEZAS Y SOBRE LA OTRA.
PROCEDIMIENTO PARA PRODUCIR EMPUJADORES PLANOS PARA MAQUINAS COM EMBOLOS ALTERNATIVOS.
(16/10/1992) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA PRODUCIR EMPUJADORES PLANOS PARA MAQUINAS CON EMBOLOS ALTERNATIVOS. EL EMPUJADOR PLANO CONSISTE EN UNA PLACA DE PRESION DE ACERO ALEADO PARA HERRAMIENTAS RESISTENTE AL DESGASTE Y UNA CUBIERTA PLANA SOLDADA CON LA PLACA DE PRESION Y CONSTRUIDA EN ACERO EXTRUSIONABLE EN FRIO A BOAJO COSTE. PARA PODER SOLDAR JUNTOS LIBRES DE GRIETAS EN UN PROCESO DE SOLDADURA POR FRICCION CONOCIDO A LAS DOS PIEZAS QUE FORMAN EL EMPUJADOR PLANO, SE CARBURA LA MATERIA BRUTA DE LA CUBIERTA PLANA PRODUCIDA EN UN PROCESO DE EXTRUSION EN FRIO ANTES DEL PROCESO DE SOLDADURA POR FRICCION. PUEDEN LOGRARSE BUENOS RESULTADOS DE SOLDADURA…
METODO DE FABRICACION DE BOQUILLAS DE INYECCION PARA MOLDEADO DE DIFERENTES CONFIGURACIONES.
(16/04/1992). Solicitante/s: GELLERT, JOBST ULRICH. Inventor/es: GELLERT, JOBST ULRICH.
EL INVENTO ES UN METODO PERFECCIONADO DE FABRICACION DE BOQUILLAS PARA EL MOLDEO POR INYECCION. LAS BOQUILLAS SE CALIENTAN MEDIANTE UN ELEMENTO PRODUCTOR DE CALOR QUE LLEVA UNA PARTE DE COBRE ENTRE OTRAS DOS PARTES, INTERNA Y EXTERNA, DE ACERO INOXIDABLE. EL METODO SUPONE LA FABRICACION SEPARADA DE LA PARTE TRASERA PRINCIPAL Y UNA BOCA DE REMATE DE ACERO, TRAS LO CUAL SE LAS SUELDA EN UN HORNO DE VACIO PARA FORMAR UNA UNIDAD INTEGRAL Y SE ACABA PERFORANDOLA Y TRABAJANDOLA PARA DOTARLA DE UN ORIFICIO CENTRAL Y UNA CONFIGURACION CONCRETA. EL METODO TIENE LA VENTAJA DE QUE SE PUEDE TENER ALMACENADO UN SOLO TIPO DE BOQUILLAS INACABADAS, A PARTIR DE LAS CUALES SE PUEDEN OBTENER CON RAPIDEZ UNA O VARIAS CONFIGURACIONES, TERMINANDO AQUELLAS DE ACUERDO CON LA CONFIGURACION REQUERIDA.
PROCEDIMIENTO PARA LA FABRICACION DE UNA HERRAMIENTA PARA FUNDICION POR INYECCION.
(16/03/1992). Solicitante/s: AGFA-GEVAERT AG. Inventor/es: PEUKE, HELMUT, RIEDEL, GERD, DIPL.-ING., STEINSDORFER, LOTHAR.
UNA HERRAMIENTA PARA FUNDICION POR INYECCION, QUE DISPONE DE VARIOS PUNTOS DE INYECCION , QUE SON ALIMENTADOS A LA VEZ, DISPONE DE UN DISTRIBUIDOR DE CANAL CALIENTE INSTALADO EN UN CUERPO DE UNION. EL CUERPO DE UNION SE COMPONE POR VARIAS PLACAS CON SUPERFICIES DE SEPARADION (F1,F2,F4), EN LAS CUALES ESTAN INSERTADAS LOS ELEMENTOS DE TUBOS CALEFACTORES NECESARIOS PARA EL SISTEMA DE CANAL CALIENTE COMO PARA LA CALEFACCION, QUEDANDO LAS SUPERFICIES INDIVIDULAES DESPUES DEL CORRESPONDIENTE TRATAMIENTO UNIDAS MEDIANTE SOLDADURA POR DIFUSION.
PROCEDIMIENTOS PARA LA FABRICACION DE UNA HERRAMIENTA DE FUNDICION INYECTADA.
(16/02/1992). Solicitante/s: AGFA-GEVAERT AG. Inventor/es: PEUKE, HELMUT, RIEDEL, GERD, DIPL.-ING., GRACZOLL, PETER, GUMPLINGER, FRANZ.
UNA HERRAMIENTA DE FUNDICION INYECTADA CON DISTRIBUCION DE TEMPERATURA OPTIMA SE OBTIENE A CONSECUENCIA DE UN SISTEMA DE CANAL ATEMPERADO, MIENTRAS LA PIEZA INSERTADA DE LA HERRAMIENTA ESTA CONSTRUIDA DE DOS O MAS PLACAS DE LAS QUE LAS SUPERFICIES EXTERIORES (F1, F2, F3) SE INICIAN DE CANALES ATEMPERADOS (12, 12', 12"), TRAS LO QUE FINALMENTE LAS PIEZAS SE ENSAMBLAN MEDIANTE EL PROCEDIMIENTO DE FUNDICION DE DIFUSION. UNA HERRAMIENTA DE FUNDICION INYECTADA FABRICADA POR ESTE PROCEDIMIENTO PARA CUBOS DE BOBINAS VHS PROPORCIONA FORMAS DE FUNDICION INYECTADA CON ERRORES EXCENTRICIDAD ESENCIALMENTE REDUCIDOS EN CICLOS DE TIEMPO MENORES.
METODO PARA MANUFACTURAR UNA TUBERIA MOLDEADORA DE INYECCION CON TAPONES.
(16/09/1990) ESTE INVENTO SE REFIERE A UN METODO MEJORADO PARA MANUFACTURAR TUBERIAS MOLDEADORAS DE INYECCION PARA MOLDEADO DE MULTIPLES CAVIDADES. EL METODO INCLUYE UN CAÑON PERFORANDO UN CONDUCTO LONGITUDINAL A TRAVES DE UN CUERPO MULTIPLE DE ACERO , PERFORANDO UN CONDUCTO TRANSVERSAL DE ENTRADA PARA CONECTAR CON UNA ENTRADA EN UNA SUPERFICIE DE LA TUBERIA, Y PERFORANDO CONDUCTOS DIAGONALES DE SALIDA PARA CONECTAR CON SALIDAS SEPARADAS EN LA SUPERFICIE OPUESTA DE LA TUBERIA. LOS CONDUCTOS DE SALIDA SON MAS PEQUEÑOS EN DIAMETRO QUE EL CONDUCTO LONGITUDINAL PARA AJUSTAR EL RESTO DEL SISTEMA. ANTES SE PERFORAN LOS CONDUCTOS DE SALIDA , LOS EXTREMOS DEL CONDUCTO LONGITUDINAL , SON PERFORADOS EN UN MAYOR DIAMETRO Y TAPONES…
PROCEDIMIENTO DE FABRICACION DE UN ELEMENTO COMPUESTO DE JUNTA HOMOCINETICA TRIPODE.
(01/05/1987). Solicitante/s: REGIE NATIONALE DES USINES RENAULT.
PROCEDIMIENTO DE FABRICACION DE UN ELEMENTO DE JUNTA HOMOCINETICA. LA OPERACION DE BROCHADO DE LAS CARAS DEL MANGUITO DEFINEN PLANOS DE REFERENCIA PARA EL POSICIONADO VERTICAL DE ESTE, Y DESPUES SE HACE OTRO BROCHADO VERTICAL INTERIOR DE LAS RAMPAS DE DESLIZAMIENTO DE LOS RODILLOS . SE EFECTUA UN TRATAMIENTO TERMICO POR INDUCCION A FRECUENCIA MEDIA EN LAS RAMPAS DEL MANGUITO. EL MANGUITO Y EL FONDO SON SOLIDARIOS MEDIANTE UNA SOLDADURA POR HAZ RADIAL DE ELECTRONES.
METODO DE REALIZACION DE UN MIEMBRO DE GANCHO.
(01/06/1984). Solicitante/s: METALLIFACTURE LIMITED.
METODO DE REALIZACION DE UN MIEMBRO DE GANCHO.CONSIETE EN QUE A PARTIR DE UNA PLANCHA DE UNA LAMINA DE METAL, CON UNA PARTE RECTANGULAR CON REBAJES POR UN EXTREMO Y CON PARTES DE GANCHO EN EL EXTREMO OPUESTO QUE TIENE LOS REBAJES (22A, 23A) QUE SE ORIENTAN ENTRE SI, SE SOMETE A VARIAS OPERACIONES: A) FORMACION DE UNA PORCION EN FORMA DE PLATO A LO LARGO DE LOS REBAJES (22A, 23A); B) ENVOLVER LA PARTE RECTANGULAR POR UN MANDRIL CILINDRICO, PARA DEFINIR UN CUERPO CILINDRICO EN LOS LATERALES OPUESTOS DE LA PARTE RECTANGULAR;C) SOLDAR Y APOYAR LAS PARTES DE GANCHO A LO LARGO DE LOS BORDES EXTERIORES CURVADOS PARA DEFINIR UN GANCHO QUE ES EL QUE REALIZA LA FUNCION DE ENGANCHE.
"PROCEDIMIENTO DE FABRICACION DE PIEZAS PARA VALVULAS ESFERICAS".
(01/02/1983). Solicitante/s: MARTINEZ GABARDA,S.L.
PROCEDIMIENTO DE FABRICACION DE PIEZAS PARA VALVULAS ESFERICAS. CONSISTE EN PARTIR DE UNA PIEZA TUBULAR DE LATON O MATERIAL APROPIADO DEL QUE SE CORTAN PORCIONES DE LONGITUD ADECUADA. LAS PORCIONES SE INTRODUCEN EN UN HORNO PARA, UNA VEZ CONSEGUIDA LA TEMPERATURA APROPIADA A LA DUCTILIDAD ADECUADA, PROCEDER A SU CONFORMADO POR ESTAMPACION EN UNA PRENSA, NO PRECISANDOSE ACABADO ALGUNO EN EL ORIFICIO PASANTE . SE REALIZA UN RECTIFICADO DE LA SUPERFICIE ESFERICA EXTERNA Y SE PROCEDE POR FRESADO A REALIZAR LA RANURA SUPERIOR, PERPENDICULAR AL ORIFICIO DE PASO DE FLUIDO, Y SE TERMINA CON UN ACABADO ELECTROLITICO DE PROTECCION.
PROCEDIMIENTO DE FABRICACION DE CUERPOS TRITURANTES EN ALEACION FERREA.
(16/08/1980). Solicitante/s: ACIERIES THOME-CROMBACK.
Procedimiento de fabricación de cuerpos triturantes en aleación férrea que contienen al menos 1% en peso de carbono, de simetría axial o de sección constantes, con una estructuras fina de cristalización radial sensiblemente constante sobre toda su longitud y constituidos por una solución austenítica o martensítica que comprende carburos de tipo M7a3 y/o M3C, caracterizado porque la conformación de los cuerpos triturantes comprende exclusivamente una operación de solidificación en lingotera abierta de un perfilado procedente de una colada en continuo de la aleación, seguida de una división del perfilado en lingotes de longitud deseada, estando precedida esta puesta a longitud o seguida de un tratamiento térmico apto para conferir al metal una estructura austenítica o martensítica.
METODO DE FABRICAR UN RESORTE DE GAS PARA SUSPENSIONES DE VEHICULOS Y OTRAS APLICACIONES.
(16/05/1980). Solicitante/s: IAO INDUSTRIE RIUNITE, S.P.A..
1.Método de fabricar un resorte de gas para suspensiones de vehículos y otras aplicaciones, constituido por un cuerpo metálico tubular en el que hay montado con posibilidad de deslizamiento estanco un pistón que está unido a un vástago que se prolonga a través de un cierre hermético de un extremo del cuerpo tubular y estando delimitado el otro extremo del cuerpo tubular por un fondo con cierre estando que permite contener en el interior un gas a presión.
METODO PARA FABRICAR UN RESORTE DE GAS.
(16/01/1980). Solicitante/s: IAO INDUSTRIE RIUNITE, S.P.A..
Método para fabricar un resorte de gas constituido por un cuerpo metálico tubular en el que hay montado con posibilidad de deslizamiento estanco un pistón que está unido a un vástago que se prolonga a través de un cierre hermético de un extremo del cuerpo tubular y estando delimitado el otro extremo del cuerpo tubular por un fondo con cierre estanco que permite contener en el interior de un gas a presión.
PROCEDIMIENTO PARA CONSTRUIR UNA VALVULA DE CARGA Y SEGURIDAD PARA UN SERVOFRENO HIDRAULICO.
(01/10/1979). Solicitante/s: THE BENDIX CORPORATION.
Procedimiento para construir una válvula de carga y seguridad para un servofreno hidráulico, del tipo que comprende una caja que tiene un ánima definida en su interior y un tapón acoplado en un extremo de la caja con una abertura definida en el tapón para formar un asiento de válvula, un elemento de válvula situado en el ánima y empujado resilientemente en contacto contra el asiento de válvula para interrumpir la comunicación entre el ánima y la abertura, caracterizado porque comprende las fases de: construir una caja y un tapón quedan sujetos entre sí y de modo que la caja y el tapón quedan sujetos entre sí y de modo que elemento de válvula obligado elásticamente deforme el asiento de válvula porque la forma de este último coincide con la forma complementaria del elemento de válvula.
UN RESORTE DE GAS MEJORADO.
(01/01/1979) Un resorte de gas mejorado constituido por un cuerpo metálico tubular en el que hay montado con posibilidad de deslizamiento estanco un pistón que está unido a un vástago que se prolonga a través de un cierre hermético de un extremo del cuerpo tubular y estando delimitado el otro extremo del cuerpo tubular por un fondo con cierre estanco que permite contener en el interior un gas a presión caracterizado por el hecho de que el cierre estanco está constituido por un tapón de un material elastomérico insertado en el cuerpo tubular y el cual comprende una primera zona en forma de copa que tiene una pestaña de cierre hacia el lado del pistón , la cual se acopla con resiliencia a la superficie interior del cuerpo tubular , y una segunda zona que se extiende en la dirección longitudinal del cuerpo…
PROCEDIMIENTO PARA FABRICAR COMPONENTES DE PRECISION SECCIONADOS.
(16/12/1976). Solicitante/s: FEDERAL-MOGUL CORPORATION.
Resumen no disponible.
PROCEDIMIENTO PARA OBTENCION DE UNA PIEZA METALICA MODULAR, DE CABEZA HUECA, PARA LA FORMACION DE FIGURAS.
(01/05/1975). Solicitante/s: MONTEMAYOR RUBIO Y TELLO Y PEÑA,L.Y FELIPE.
Resumen no disponible.
{kind=link}