CIP-2021 : B23P 15/00 : Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
CIP-2021 › B › B23 › B23P › B23P 15/00[m] › Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
Notas[t] desde B21 hasta B32: CONFORMACION
B23P 15/02 · de paletas de turbinas u órganos equivalentes, de una sola pieza.
B23P 15/04 · de paletas de turbina u órganos equivalentes, de varias piezas.
B23P 15/06 · de segmentos de pistón, de una sola pieza.
B23P 15/08 · de segmentos de pistón, de varias piezas.
B23P 15/10 · de pistones.
B23P 15/12 · de rejillas.
B23P 15/14 · de piezas de engranaje, p. ej. piñones.
B23P 15/16 · de chapas con orificios de muy pequeño diámetro, p. ej. para toberas de expulsión o quemadores.
B23P 15/18 · de zapatas de freno.
B23P 15/20 · de elemento de ferrocarriles, p. ej. topes.
B23P 15/22 · de cartuchos o cuerpos cilíndricos equivalentes.
B23P 15/24 · de matrices (B21C 3/18, B21C 25/10, B21D 37/20 tienen prioridad).
B23P 15/26 · de intercambiadores de calor.
B23P 15/28 · de herramientas de corte (de sierras B23D 63/00, B23D 65/00; de limas o escofinas B23D 73/00).
B23P 15/30 · · de herramientas de torno o equivalentes.
B23P 15/32 · · de taladros.
B23P 15/34 · · de fresas.
B23P 15/36 · · · de filetear.
B23P 15/38 · · de herramientas de cepillado o mortajado (B23P 15/30 tiene prioridad).
B23P 15/40 · · de herramientas de cizallado.
B23P 15/42 · · de herramientas de brochado.
B23P 15/44 · · de herramientas de afeitado o raspado.
B23P 15/46 · · de herramientas de escariado.
B23P 15/48 · · de herramientas de fileteado (fresas para filetear B23P 15/36).
B23P 15/50 · · · de terrajas.
B23P 15/52 · · · de machos de aterrajar.
CIP2021: Invenciones publicadas en esta sección.
Equipo para la producción de barras conductoras de unidades de manija para marcos de ventana.
(07/03/2012) Un método para la fabricación de accesorios para marcos de ventana que comprende una sección que define un canal de deslizamiento y/o conexión para unas barras conductoras para unas manijas , diseñadas, usando unos medios conductores , para permitir que las barras conductoras se deslicen en la dirección y a lo largo del canal ; las barras conductoras también son unidas para retener y/o guiar a unos elementos los cuales pueden ser controlados usando la manija , el método se caracteriza porque comprende las etapas siguientes para la fabricación de las barras conductoras :
- alimentar en una dirección operativa (A) una barra de sección continua que se conforma para unir y accionar con el canal deslizante ;
- cortar una porción de la barra de sección…
PROCEDIMIENTO PARA EL MECANIZADO DE LOS ASIENTOS DE COJINETE DE LOS COJINETES PRINCIPALES Y COJINETES DE ELEVACIÓN DE LOS CIGÜEÑALES.
(03/06/2011) Procedimiento para el mecanizado de los asientos de cojinete de los cojinetes principales y cojinetes de elevación de los cigüeñales , en el que los asientos de cojinete de los cojinetes principales (HL) y cojinetes de elevación (PL) se someten a las operaciones de mecanizado siguientes después de la formación original del cigüeñal por forja o fundición: - conformación por mecanizado con arranque de viruta con filo de corte definido, - laminado fijo de todos las gargantas huecas o escotaduras de los asientos de cojinete, - enderezamiento del cigüeñal, - mecanizado de precisión con arranque de viruta con una fresa de punta respectivamente por - fresado rotativo con precorte a velocidad elevada y - fresado rotativo con corte de acabado a velocidad elevada, durante respectivamente esencialmente una rotación…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACIÓN DE UNA PIEZA DE PARED DELGADA.
(29/12/2010) Procedimiento para la fabricación de una pieza de trabajo , en particular una sección de un tubo, en cuyo caso una tira de material estará sujeta entre una placa de fijación con una cubeta y una placa de guía destinada a la conducción de un patrón impresor , y mediante el patrón impresor es perfilado un contorno para la pieza en la cubeta de la placa de fijación , después de lo cual tiene lugar el recorte de un contorno interior y posteriormente el estiramiento de una zona de la pared de la pieza entre el contorno interior y el resto de la tira de material , a continuación de lo cual se recorta un contorno exterior de la pieza de la tira de…
PROCEDIMIENTO PARA LA FABRICACION DE LEVAS PARA ARBOLES DE LEVAS MONTADOS.
(29/07/2010) Procedimiento para la fabricación de levas para árboles de levas montados con las etapas.
- transformación en caliente de una leva con conformación de un contorno exterior de leva y perforación de un taladro de leva , así como
- calibrado axial y radial de la leva , en el que el calibrado comprende las etapas parciales de
- inserción de la leva en una matriz no dividida, que define el contorno exterior calibrado de la leva ,
- introducción de un mandril en un taladro de leva , que define el taladro calibrado de la leva , y
- acortamiento axial de la leva entre una estampa inferior que se asienta entre la matriz y el mandril , sobre la que descansa la leva con una primera superficie frontal , y una estampa superior conducida entre la matriz y el mandril , que impulsa la segunda…
PROCEDIMIENTO DE FABRICACION DE ESTABILIZADORES HUECOS.
(26/02/2010) Procedimiento de fabricación de un estabilizador hueco que comprende:
- una fase de compresión de un tubo electrosoldado para obtener una relación predeterminada entre un espesor y un diámetro interior;
- una fase de formación para formar el tubo electrosoldado comprimido con la forma del estabilizador;
- una fase de aplicación de un tratamiento térmico al estabilizador semiacabado;
- una fase de granallado para granallar por impacto sobre el estabilizador semiacabado; y
- una fase de revestimiento del estabilizador semiacabado, caracterizado porque la fase de compresión del tubo se realiza en un rango de temperaturas de únicamente un estado caliente o un estado templado para obtener un relación entre un espesor y un diámetro exterior de entre 20 y 35%; y la fase de formación se realiza en un estado frío o en un estado…
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE ESTABILIZADORES.
(14/12/2009). Ver ilustración. Solicitante/s: THYSSENKRUPP BILSTEIN SUSPENSION GMBH. Inventor/es: MERTENS,UDO.
Procedimiento para la producción de estabilizadores , efectuando en una pieza bruta de estabilizador varias fases de mecanizado tales como procesos de conformado de las zonas extremas y producción de escotaduras en las zonas extremas , caracterizado porque en un cuerpo base de estabilizador (2'') terminado de pre-curvar en estado frío se calientan simultáneamente las dos zonas extremas , se someten las dos zonas extremas calentadas simultáneamente a un proceso de conformado y se producen en las zonas extremas conformadas simultáneamente unas escotaduras , y se lleva a cabo a continuación por lo menos un calibrado de las escotaduras , para lo cual se hace pasar el cuerpo base (2'') de forma secuencial a través de las diversas estaciones de mecanizado de una instalación de mecanizado, y se sujeta alineado en cada estación de mecanizado.
PROCEDIMIENTO DE FABRICACION DE UNA TUERCA DE REMACHE Y TUERCA DE REMACHE REALIZADA POR DICHO PROCEDIMIENTO.
(16/07/2006). Ver ilustración. Solicitante/s: BOLLHOFF OTALU S.A.. Inventor/es: BRUN, PATRICE.
Procedimiento de fabricación de una tuerca de remache que comprende al menos las siguientes etapas sucesivas: - una pieza metálica forjada en bruto se corta y deforma mediante golpe en frío de manera que se forma una pieza en bruto que comprende al menos una zona de rebajo, - una perforación adyacente a la zona de rebajo se forma mediante golpe en frío. - una rosca interna se hace en la perforación , el procedimiento caracterizado porque la pieza en bruto es sometida a tratamiento de recocido térmico entre la formación de la zona de rebajo y la formación de la perforación.
PROCEDIMIENTO PARA LA ELABORACION DE UNA PIEZA PARA UN ACUMULADOR DE ALTA PRESION DE COMBUSTIBLE Y PIEZA PARA LA UTILIZACION DEL PROCEDIMIENTO.
(01/06/2006). Solicitante/s: FEDERAL-MOGUL SEALING SYSTEMS BRETTEN GMBH. Inventor/es: SALAMEH, RALF, WALZ, TIMO.
Procedimiento para el mecanizado de una pieza tubular de un material ferrítico-perlítico, endurecible que - está destinado a un acumulador de alta presión de combustible (rail) de un sistema de inyección de combustible Common Rail de motores de combustión interna, - presenta una cámara interior axial y orificios transversales ininterrumpidos que discurren desde la periferia del rail con intersecciones a la cámara interior - en los sitios de empalme axiales y los sitios de.
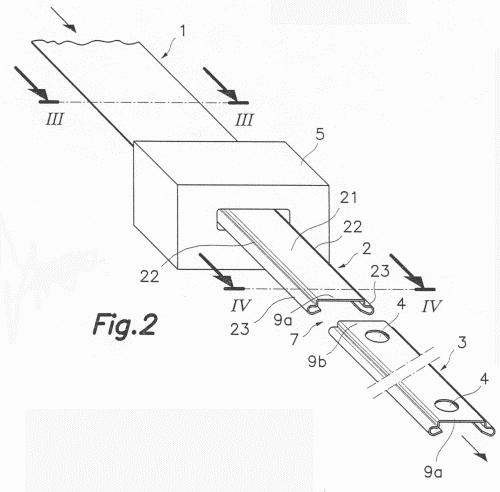
PROCEDIMIENTO DE OBTENCION DE UN ELEMENTO DE UNION PARA MECANISMO DE CIERRE EN VENTANAS OSCILANTES Y/O BATIENTES, Y ELEMENTO DE UNION OBTENIDO.
(16/05/2006). Ver ilustración. Solicitante/s: GIESSE GROUP IBERIA, S.A. Inventor/es: LAMBERTINI,MARCO, SELLARES NICOLAS,JORDI.
Procedimiento de obtención de un elemento de unión para mecanismo de cierre en ventanas oscilantes y/o batientes, y elemento de unión obtenido. El procedimiento comprende alimentar un fleje , o cinta plana, de longitud indefinida, a una estación conformadora para configurar dicho fleje mediante una pluralidad de pliegues longitudinales hasta obtener un perfilado provisto de una sección transversal de pared delgada y perfil complejo; cortar dicho perfilado a una medida deseada para obtener una pieza de base para un elemento de unión con un primer extremo (9a) y un segundo extremo (9b); y horadar unos orificios pasantes próximos a dichos primer y segundo extremos (9a, 9b) para obtener dicho elemento de unión terminado, con dicha sección transversal de pared delgada y perfil complejo. El procedimiento se lleva a cabo en continuo bajo el gobierno de unos medios de control programables.
CARCASA DE ACCIONAMIENTO PARA ACCIONAMIENTOS DE MAQUINAS HERRAMIENTA.
(16/12/2005) Carcasa que comprende numerosos segmentos apilados en una dirección de apilamiento, recortados de material plano que se extienden en niveles de la pila transversalmente a la dirección de apilamiento, de los cuales cada uno presenta sistemas unidos de nervios de material que discurren de tal manera que los segmentos consecutivos en la dirección de apilamiento se encuentran en contacto entre sí con sus sistemas de nervios de material formando superficies de solapamiento y están unidas entre sí de forma plana y por contacto material en la zona de sus superficies de solapamiento, caracterizada porque en los segmentos están previstas, para…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA MATRIZ CILINDRICA.
(16/10/2005). Solicitante/s: HUECK FOLIEN GMBH & CO. KG. Inventor/es: HELM, FERDINAND.
Procedimiento para fabricar una matriz cilíndrica para la fijación sobre un cilindro de sujeción rotatorio para fabricar bandas sinfín con estructuras superficiales, tales como hologramas, cinegramas, exelgramas para la técnica de seguridad o para fines decorativos, caracterizado porque el material de partida en forma de placa se dobla alrededor de un dispositivo auxiliar especialmente cilíndrico, cuyo diámetro corresponda aproximadamente al diámetro del cilindro de sujeción, estando confeccionado el material de partida en forma de placa de tal forma que al colocarse alrededor del dispositivo auxiliar los cantos longitudinales choquen entre sí de forma enrasada, porque el material de placa se fija en esta posición, porque entonces los cantos longitudinales se sueldan sin ranura mediante un láser y porque sobre la soldadura se aplica mediante un láser una costura alisadora.
LA FORMACION SUPERPLASTICA DE UN ELEMENTO DE ESTRUCTURA.
(01/07/2005) SE DESCRIBE UN PROCEDIMIENTO PARA CONFORMAR UNA ESTRUCTURA HUECA, CON UNA FORMA PREDETERMINADA, A PARTIR DE UNA LAMINA DE MATERIAL SUPERPLASTICO. LA LAMINA SE DISPONE INICIALMENTE EN UNA CONFIGURACION DE PRE-MOLDE . EN LA CONFIGURACION DEL PRE-MOLDE SE COLOCA UN TUBO DE ADMISION DE LIQUIDO REUTILIZABLE, PARA DEFINIR UN ORIFICIO EN COMUNICACION DE FLUIDO CON LA PARTE INTERIOR DE LA CONFIGURACION . EL PRE-MOLDE SE DISPONE EN UN TROQUEL DE CONTENCION, QUE DEFINE UNA CAVIDAD CON LA FORMA PREDETERMINADA DESEADA. SE APLICA FUERZA AL TROQUEL DE CONTENCION PARA SELLAR TEMPORALMENTE LOS BORDES DE LA CONFIGURACION DEL PREMOLDE SIN EL USO DE SOLDADURA NI UNION POR DIFUSION. UNA VEZ SELLADOS SUS BORDES, LA CONFIGURACION DEL PRE-MOLDE SE CONVIERTE EN UNA ENVOLTURA ESTANCA A LOS GASES CAPAZ DE MANTENER…
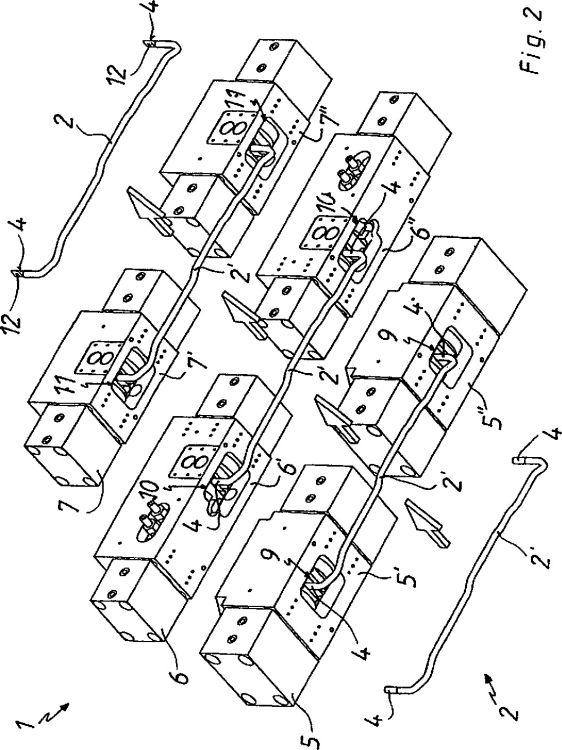
PROCEDIMIENTO DE FABRICACION DE BARRAS CONDUCTORAS PARA UNIDADES DE MANIJAS PARA MARCOS DE VENTANA Y EQUIPO PARA IMPLEMENTAR EL PROCEDIMIENTO.
(01/05/2005). Ver ilustración. Solicitante/s: GSG INTERNATIONAL S.P.A.. Inventor/es: LAMBERTINI,MARCO.
Un método para la fabricación de accesorios para marcos de ventana que comprende una sección que define un canal de deslizamiento y/o conexión para unas barras conductoras para unas manijas , diseñadas, usando unos medios conductores , para permitir que las barras conductoras se deslicen en la dirección y a lo largo del canal ; las barras conductoras también son unidas para retener y/o guiar a unos elementos los cuales pueden ser controlados usando la manija , el método se caracteriza porque comprende las etapas siguientes para la fabricación de las barras conductoras : - alimentar en una dirección operativa (A) una barra de sección continua que se conforma para unir y accionar con el canal deslizante ; - cortar una porción de la barra de sección continua en una estación de procesado , para una longitud predeterminada.
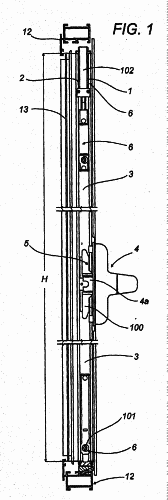
DISPOSITIVO DE CONTROL PARA MARCOS DE VENTANAS, METODO PARA LA PRODUCCION DEL DISPOSITIVO DE CONTROL Y MAQUINA QUE PONE EN FUNCIONAMIENTO ESTE METODO.
(16/03/2005) Dispositivo de control para marcos de ventanas basculantes o giratorios que comprenden un marco fijo y un marco móvil , que tiene una altura (H); el dispositivo de control comprendiendo, deslizante dentro de un canal de uno de los montantes del perfil que forma el marco móvil , medios de impulsión que se pueden vincular a una manija de control colocada en el marco móvil , y medios para transmitir un movimiento de deslizamiento mediante los medios de impulsión en ambas direcciones y a lo largo del canal , obtenido por movimiento de la manija ; los medios de transmisión siendo vinculados a los medios de impulsión y, respectivamente, a elementos de conexión y/o elementos de control del marco móvil con respecto al marco fijo , permitiendo…
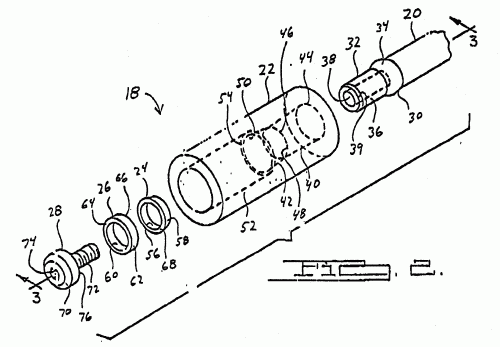
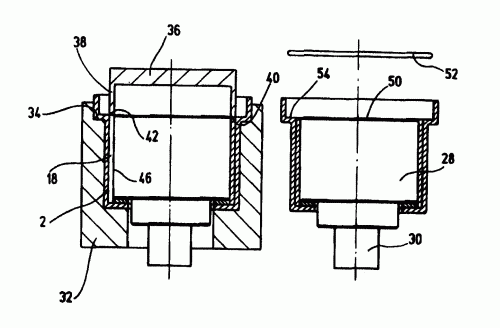
VALVULA DE BASCULAMIENTO PARA AEROSOL Y PROCEDIMIENTO DE FORMACION.
(16/02/2005) Una válvula de inclinación de aerosol presenta un eje de vástago hueco, integralmente moldeado, y una copa de vástago cónica moldeada . Un borde circular superior externo de la copa de vástago, normalmente, asegura un sellado completo, excepto cuando la válvula está inclinada contra un relleno que rodea el eje de vástago. La pared inferior externa del eje de vástago y la pared interna de la copa de vástago definen un espacio anular. Al menos un orificio de dosificación moldeado debajo del borde superior de la copa de vástago se extiende desde el espacio anular a través del eje de vástago. El eje de vástago está moldeado con un hueco anular moldeado alrededor del extremo inferior del vástago y con al menos un orificio de dosificación moldeado.…
METODO PARA FORMAR UN CONECTOR ENDURECIDO MECANICAMENTE DE COMPONENTES MODULARES.
(16/12/2004). Ver ilustración. Solicitante/s: BIOMET, INC. Inventor/es: VANDEWALLE, MARK V.
PROCEDIMIENTO PARA FORMAR UN CONECTOR DE COMPONENTES MODULARES ENDURECIDO POR MEDIOS MECANICOS PARA SER UTILIZADO EN CIRUGIA ORTOPEDICA. ESTE PROCEDIMIENTO INCLUYE MECANIZAR UN ELEMENTO QUE FORMA UNA PARTE DEL IMPLANTE ORTOPEDICO EN UNA CONFIGURACION INICIAL QUE TIENE UNA ZONA DE TAMAÑO EXCESIVO. ENDURECIENDO POR PROCEDIMIENTOS MECANICOS UNA PARTE DE LA ZONA DE TAMAÑO EXCESIVO DEL ELEMENTO, SE MECANIZA EL ELEMENTO PARA DARLE UNA CONFIGURACION DE PRECISION FINAL DESPUES DE ENDURECER POR PROCEDIMIENTOS MECANICOS AL MENOS UNA PARTE DE LA ZONA DE TAMAÑO EXCESIVO DEL ELEMENTO.
PROCEDIMIENTO PARA FABRICAR UNA VALVULA DE CARRETE.
(16/10/2004). Solicitante/s: AOYAMA SEISAKUSHO CO., LTD.. Inventor/es: KATO, KEIGO, MIZUNO, MASATAKA.
SE PRESENTA UNA VALVULA DE CARRETE QUE COMPRENDE: UN EJE QUE TIENE UNA PLURALIDAD DE PARTES DE PEQUEÑO DIAMETRO FORMADAS A INTERVALOS REQUERIDOS SOBRE LA SUPERFICIE CIRCUNFERENCIAL DEL EJE; UN PAR DE PARTES CIRCULARES CONVEXAS QUE TIENEN UN DIAMETRO MAYOR QUE EL DIAMETRO INTERNO DE UN COLLAR , DISPUESTO SOBRE LAS CARAS CIRCUNFERENCIALES EXTERIORES DE CADA PARTE DE DIAMETRO PEQUEÑO Y EL COLLAR EXPUESTO A UN PROCESO DE ATAQUE QUIMICO DISPUESTO ENTRE LAS PARTES CIRCULARES CONVEXAS DE MANERA QUE LAS CARAS LATERALES DE LAS PARTES CIRCULARES CONVEXAS ESTEN EN CONTACTO PROXIMO CON LAS PARTES CIRCULARES CONCAVAS FORMADAS EN AMBOS EXTREMOS DEL ORIFICIO CENTRAL DEL COLLAR O CON AMBAS CARAS LATERALES DEL COLLAR, TAMBIEN SE PRESENTA UN PROCESO PARA LA MANUFACTURACION DE LA MISMA.
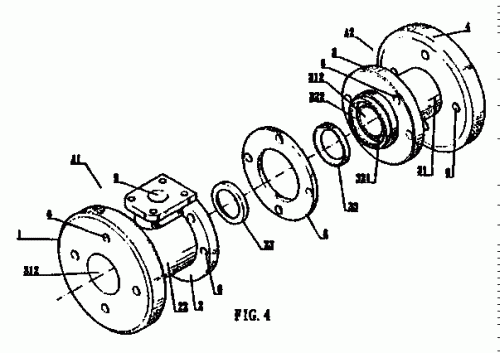
PROCEDIMIENTO PRACTICO DE FABRICACION DE UNA VALVULA ESFERICA FORJADA DEL TIPO CON BRIDA.
(16/10/2004). Ver ilustración. Solicitante/s: WU,LEI-JUI. Inventor/es: WU,LEI-JUI.
Método de manufactura de la válvula de globo francesa aplicando forjadura donde dentro de la válvula francesa de asiento sencillo, se forman una entrada de flujo y una base de válvula; en la válvula francesa de asiento doble, se forman una entrada de flujo, una base de válvula, una base de control y una salida de agua, y tienen simultáneamente un agujero central, la sección de cada cuello se forma una sección fundida por rozamiento, y el espesor de cada sección fundida por rozamiento es el mismo. Con respecto a las convexidades fundidas causadas por la fusión por rozamiento se pueden eliminar. Procedimiento que permite a reducir el tiempo de manufactura y ahorrar el costo de materias, además, disminuir el porcentaje de defectos y mantener la intensidad de forjadura.
PROCEDIMIENTO PARA LA REPARACION Y FABRICACION DE UN ROTOR CON PALETAS INTEGRALES PARA UNA TURBINA.
(16/06/2004) Procedimiento para la reparación de un rotor de paletas integrales para una turbina, en el cual están dispuestas - por la superficie circunferencial de un soporte - varias paletas , que sobresalen de la misma; procedimiento éste que está caracterizado por las fases siguientes: Eliminación de un tramo de paletas (4, 5), que ha de ser sustituido, dejando un tramo de muñón , que constituye una parte integrante de la paleta y que posee una superficie frontal a efectos de su unión con un tramo de paleta sustitutoria ; disposición de un inductor alrededor de la superficie frontal del tramo de muñón ; posicionamiento del tramo de paleta sustitutoria - que esencialmente está presente en su forma final y que corresponde al tramo de paleta (4, 5), que ha sido eliminado - en el tramo de muñón ; a este efecto, están mutuamente…
PROCEDIMIENTO PARA LA UNION DE PARTES COMPONENTES DE PALETAS.
(01/01/2004) Procedimiento para la unión de unas partes componentes de paletas de una turbina de gas; a este efecto, son preparados un tramo de hoja de paleta y por lo menos otra parte componente de paleta , siendo el tramo de hoja de paleta preparado con por lo menos una superficie de unión del lado frontal, y la otra parte componente de paleta es preparada con una superficie de unión del lado frontal; un inductor está dispuesto de forma colindante con las superficies de unión del tramo de hoja de paleta y de la segunda parte componente de paleta ; las superficies de unión del tramo de hoja de paleta y de la otra parte componente de paleta son posicionadas…
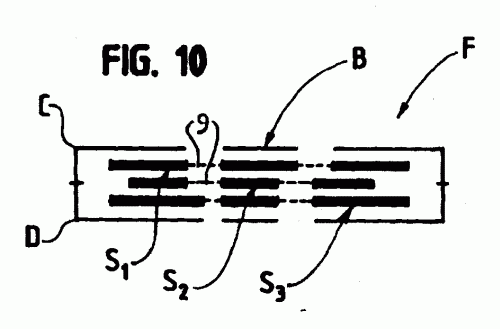
PROCESO DE FABRICACION DE ELEMENTOS DE HERRAJES DE TIPO HERRAJE DE BLOQUEO O SIMILAR.
(01/05/2003). Ver ilustración. Solicitante/s: FERCO INTERNATIONAL FERRURES ET SERRURES DE BATIMENT, SOCIETE ANONYME. Inventor/es: MIH, PHILIPPE, PREVOT, GERARD, LEJEUNE, JEAN-MARIE.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION DE ELEMENTOS DE HERRAJES (F) DEL TIPO HERRAJE DE BLOQUEO O SIMILAR, QUE COMPRENDE UN MECANISMO DE CONTROL (S1, S2, S3) CUALQUIERA, PARTICULARMENTE ALOJADO EN UN COMPARTIMIENTO (B) DE SALIDA DE MANERA QUE ESTE HERRAJE SE COMPONE DE UN CONJUNTO DE PIEZAS, DE LAS QUE AL MENOS UNA PRESENTA UNA MOVILIDAD RELATIVA RESPECTO A OTRA, CARACTERIZADO PORQUE: - AL MENOS DOS DE LAS PIEZAS DE ESTE HERRAJE (F), MOVILES EL UNO RESPECTO AL OTRO, SE REALIZAN SIMULTANEAMENTE Y A TRAVES DE UN MISMO PROCEDIMIENTO DE FABRICACION, DEL TIPO MOLDEADO, EMBUTICION U OTRO; - ESTAS PIEZAS SON HECHAS, A TRAVES DE DICHO PROCEDIMIENTO DE FABRICACION, SOLIDARIAS LA UNA A LA OTRA MEDIANTE MEDIOS DE ENLACE OCULTABLES DE MANERA QUE OCUPAN, EN EL ESPACIO, UNA POSICION, LA UNA RESPECTO A LA OTRA QUE CORRESPONDE A SU POSICIONAMIENTO RESPECTIVO EN EL MARCO DEL HERRAJE QUE HAY QUE REALIZAR, DESPUES DE SU MONTAJE.
PROCEDIMIENTO PARA LA FABRICACION DE UNA VALVULA DE DISCO DE ALEACIONES DE BASE DE Y-TIAI.
(16/11/2002). Solicitante/s: PLANSEE AKTIENGESELLSCHAFT. Inventor/es: EBERHARDT, NICO, WACKER, SIEGHARD, BOGNER, HANS.
LA INVENCION TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE UNA VALVULA DE DISCO FORMADA POR ALEACIONES BASICAS DE GA - TIAL PARA MAQUINAS DE COMBUSTION INTERNA. EL MATERIAL EN BRUTO DE GA - TIAL PRIMERO SE MOLDEA DE TAL MANERA, POR EJEMPLO MEDIANTE PRENSADO DE EXTRUSION, QUE DESPUES TIENE APROXIMADAMENTE EL DIAMETRO DEL DISCO DE LA VALVULA Y LAS PROPIEDADES NECESARIAS DEL MATERIAL. A CONTINUACION SE REALIZA EL MOLDEO SECUNDARIO MEDIANTE PRENSADO DE EXTRUSION. PARA ELLO SE UTILIZA UNA MATRIZ, QUE ESTA FORMADA DE TAL MANERA, QUE EL DIAMETRO DE LA ABERTURA DE ENTRADA CORRESPONDE APROXIMADAMENTE AL DE LA PIEZA EN BRUTO MOLDEADA DE MANERA PRIMARIA, Y UNA PARTE CILINDRICA QUE CORRESPONDE A SU DIAMETRO, SE PASA POR UNA ABERTURA DE SALIDA QUE TIENE UN ESTRECHAMIENTO QUE CORRESPONDE A UNA FORMA CONICA. ESTA ABERTURA DE SALIDA CORRESPONDE APROXIMADAMENTE AL DIAMETRO D DEL DISCO DE VALVULA . EL PROCESO DE COMPRESION DE EXTRUSION SE ACABA CONSIGUIENDO EL GROSOR S DEL DISCO DE LA VALVULA.
JUNTA ARTICULADA LISTA PARA EL MONTAJE, ASI COMO PROCEDIMIENTO Y DISPOSITIVO PARA SU FABRICACION.
(16/09/2002). Ver ilustración. Solicitante/s: KS GLEITLAGER GMBH. Inventor/es: SCHUBERT, WERNER, STORCH, THOMAS, LAUNAY, OLIVER.
LA INVENCION SE REFIERE A UNA ARTICULACION DE FACIL INSTALACION, QUE COMPRENDE UN COMPONENTE DE ALOJAMIENTO , UN PASADOR DE ARTICULACION Y UN COJINETE INSERTADO ENTRE EL COMPONENTE DE ALOJAMIENTO Y EL PASADOR DE SOPORTE . EL ELEMENTO DE ALOJAMIENTO SE FORMA POR ESTIRADO PROFUNDO, Y EL COJINETE , INSERTADO EN SU INTERIOR SE DEFORMA POR COMPRESION DE SU CARA FRONTAL CON SU SUPERFICIE PERIFERICA CONTRA LA PARED DEL ALOJAMIENTO, SIN HUELGO.
PROCEDIMIENTO PARA FABRICAR UN DEPOSITO CON MEMBRANA INTEGRADA.
(01/07/2002) Procedimiento para fabricar un depósito con membrana integrada, con una carcasa del depósito fabricada de metal y con un elemento de separación flexible elásticamente, en especial en forma de una membrana , con las operaciones siguientes: a) puesta en rotación de un trozo de tubo alrededor de su eje longitudinal ; b) precalentamiento de un extremo del trozo de tubo para su deformación mediante su estrechamiento en caliente por medio de su compresión con rodillos; c) compresión con rodillos del extremo del trozo de tubo mediante aplicación de por lo menos una herramienta de moldeado a presión sobre la pieza en rotación, realizándose al mismo tiempo un calentamiento selectivo del trozo de tubo , orientado hacia su zona de…
METODO PARA FABRICAR MANGUITOS DE UNION ESTANCOS.
(01/05/2001). Ver ilustración. Solicitante/s: VALTER,LOLLI. Inventor/es: VALTER,LOLLI.
Método para fabricar manguitos de unión estancos comprendiendo una operación de corte de un elemento en forma de disco de una chapa metálica. Dicho disco es perforado axialmente y luego se somete a una operación de incisión periférica a fin de producir un canal circular , definido por un par de tramos separados (7a, 7b). Los tramos separados (7a, 7b) se someten a una operación de embutición, al objeto de formar un tubo cilíndrico , en cuyo exterior presenta una garganta circular central. Dentro del tubo se corta una porción anular interna , a fin de definir un par de resaltes en oposición. Finalmente se procede al roscado de la superficie exterior del tubo , formando partes (16a, 16b) con roscas en sentidos opuestos, separadas por dicha garganta central.
PROCEDIMIENTO PARA FABRICAR UNA BOQUILLA DE MOLDEO POR INYECCION.
(16/08/2000). Solicitante/s: GELLERT, JOBST ULRICH. Inventor/es: GELLERT, JOBST ULRICH.
UN METODO DE FABRICACION DE UNA BOQUILLA DE MOLDEADO POR INYECCION QUE TIENE UN ELEMENTO TERMICO ELECTRICO INTEGRADO . EL ELEMENTO TERMICO ESTA MONTADO EN UN ESPACIO FORMADO ENTRE UN NUCLEO INTERNO UN COLLARIN TRASERO EXTERNO Y UNA MANGA EXTERNA . EL ESPACIO SE OBTURA PRIMERAMENTE SOLDADO CON UN MATERIAL DE SOLDADURA DE ALEACION DE NIQUEL Y UN MATERIAL CONDUCTOR DE COBRE , Y DESPUES SE FUNDE DENTRO DEL ESPACIO. TANTO LA SOLDADURA COMO LA FUNDICION SE HACEN EN UN CICLO UNICO CONTROLADO DE UN HORNO DE VACIO . SE COLOCA UNA CAPERUZA AISLANTE SOBRE EL CONJUNTO DE MANERA A SUMINISTRAR UN GAS INERTE AL HORNO DE VACIO QUE REFRIGERA EL MATERIAL CONDUCTOR DE COBRE DEL FONDO. ESTO PRODUCE UNA SOLIDIFICACION UNIDIRECCIONAL QUE EVITA LA FORMACION DE VACIOS EN EL MATERIAL CONDUCTOR DE COBRE Y MEJORA LA CONDUCTIVIDAD TERMICA.
ROTULA DE ALTA RESISTENCIA MECANICA Y PROCEDIMIENTO DE FABRICACION.
(16/02/2000). Solicitante/s: SOCIETE A RESPONSABILITE LIMITEE, SOCIETE INTERNATIONALE DES APPLICATIONS ET TECHNIQUES MANGACHOC. Inventor/es: PETERS, HENRI.
LA INVENCION SE REFIERE A UNA ROTULA DE ALTA RESISTENCIA MECANICA Y SU PROCESO DE FABRICACION. ESTA ROTULA COMPRENDE UNA CAJA 3) QUE CONTIENEN UN ELEMENTO DE ARTICULACION INTERNA HENDIDO SOBRE UN RADIO Y CUYOS BORDES DE HENDIDURA ESTAN CONECTADOS, POR EJEMPLO POR SOLDADURA, EN SU POSICION DEFINITIVA, SIENDO UNO AL MENOS DE LOS ELEMENTOS, CAJA O ELEMENTO DE ARTICULACION DE UN ACERO DE MANGANESO AUSTENITICO Y EL OTRO DE TRATAMIENTO DE MUY ALTA DUREZA SOBRE LA ZONA DE SUPERFICIE DE ARTICULACION.
TAMIZ ONDULADO PARA UNA MAQUINA DE TAMIZADO VIBRATORIO Y METODO DE FABRICACION DEL MISMO.
(01/11/1999) UN ENSAMBLAJE DE PANTALLA DE FILTRO PARA UNA MAQUINA DE FILTRACION VIBRATORIA QUE INCLUYE UNA PLANCHA PERFORADA , Y UN SUBENSAMBLAJE UNIDO A LA ANTERIOR CON UNA PANTALLA DE APOYO ONDULADA , UNA PANTALLA DE FILTRACION FINA Y UNA PANTALLA DE FILTRACION MAS FINA , UNIDAS ENTRE SI MEDIANTE UNA REJILLA DE PLASTICO FUNDIDO Y UNIDAS A LA PLANCHA PERFORADA. EL METODO PARA LA FABRICACION DE UN ENSAMBLAJE DE UNA PANTALLA DE FILTRACION PARA UNA MAQUINA DE FILTRACION VIBRADORA INCLUYE LOS SIGUIENTES PASOS: UNA PANTALLA DE APOYO , QUE TIENE SUPERPUESTA UNA REJILLA PLASTICA , UNA PANTALLA DE FILTRACION FINA SUPERPUESTA SOBRE LA REJILLA PLASTICA , UNA PANTALLA DE FILTRACION MAS FINA SUPERPUESTA SOBRE UNA PANTALLA DE FILTRACION FINA; APLICANDO CALOR Y PRESION SOBRE LAS PANTALLAS SUPERPUESTAS PARA FUNDIR LA REJILLA PLASTICA Y ASI FORMAR UN SUBENSAMBLAJE…
PROCESO MEJORADO PARA FABRICAR UN POLO DE UN ALTERNADOR.
(16/04/1999). Solicitante/s: ATELIERS THOME-GENOT. Inventor/es: GOFFART, ANDRE, EUGENE.
EL PROCESO MEJORADO DE ESTE INVENCION PRETENDE CONSEGUIR UNA GESTION MEJOR DEL COMPROMISO ENTRE LA OPTIMACION DE LA REDUCCION DE RUIDO, EL NIVEL DE POTENCIA, LA PERMEABILDAD MAGNETICA Y LA RESISTENCIA DE MATERIALES Y EL CENTRO DE GRAVEDAD EN LA FABRICACION DE UNA PIEZA DE POLO DE ALTERNADOR. LOS PASOS DE LA INVENCION INCLUYEN LA FUNDICION CALIENTE, CHORRO DE GRANALLA, PARKERIZACION Y MOLDEADO AL FRIO, Y DOS PASOS ENTERAMENTE ACABADO CON UN PASO QUE INCLUYE UN SUBPASO DE PRESION Y DE DOBLAMIENTO, Y UN PASO DE ABLANDAMIENTO. LOS PASOS DE LA INVENCION RESULTAN EN LA FABRICACION DE UNA PIEZA DE POLO ALTERNADOR QUE FACILITA LA OPERACION SILENCIOSA ADEMAS DE UN ALTO NIVEL DE PRODUCCION DEL ALTERNADOR.
PROCEDIMIENTO PARA LA ELABORACION DE VALVULA DE SERIE.
(01/04/1999). Solicitante/s: JOHNSON SERVICE COMPANY. Inventor/es: SCHMITZ, MANFRED.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE VALVULAS DE SERIE UTILIZABLES EN INSTALACIONES DE CALEFACCION, VENTILACION Y DE CLIMATIZACION, QUE MUESTRAN UNA CARCASA DE VALVULA A PARTIR DE FUNDICION ESFERICA, AL MENOS UN ASIENTO DE VALVULA A BASE DE ACERO INOXIDABLE DISPUESTO EN UNA ABERTURA DEL CUERPO DE ESTRANGULACION DE LA VALVULA, ASI COMO UNA BARRA DE AJUSTE CON AL MENOS UN CUERPO DE ESTRANGULACION. LA BARRA DE AJUSTE SE GUIA HACIA EL EXTERIOR A TRAVES DE UNA TAPA, QUE CIERRA UNA ABERTURA DE TAPA DE LA CARCASA ALINEADA CON EL ASIENTO DE VALVULA. EL ASIENTO DE VALVULA SE SUELDA A UNA PIEZA EN BRUTO DE FUNDICION DE LA CARCASA SIN MECANIZACION CON ARRANQUE DE VIRUTA DE LA SUPERFICIE DE FUNDICION. A CONTINUACION LA PIEZA EN BRUTO DE FUNDICION SE MECANIZA PARA SU ELABORACION EN UNA DISPOSICION DE FIJACION. CON PREFERENCIA SE ELABORA EL ASIENTO DE VALVULA MEDIANTE SOLDADURA DE ORDEN CORRESPONDIENTE Y A CONTINUACION SE EFECTUA LA CONFORMACION CON ARRANQUE DE VIRUTA DEL RESALTE DE SOLDADURA.
METODO PARA LA FABRICACION DE UN MIEMBRO DE ANCLAJE.
(16/10/1998). Solicitante/s: HUANG, HAN-CHING. Inventor/es: HUANG, HAN-CHING.
UN METODO PARA LA FABRICACION DE UN DISPOSITIVO DE ANCLAJE QUE CONSISTE EN FORJAR UN TABLERO CREANDO UN MIEMBRO ALARGADO QUE TENGA UNA RANURA Y DOS EXTREMOS . LA RANURA INCLUYE UN EXTREMO ABIERTO Y UN EXTREMO CERRADO DEFINIDOS POR UN MIEMBRO DE CUBIERTA QUE A CONTINUACION SE PERFORA. LOS EXTREMOS DEL MIEMBRO ALARGADO SE FORJAN FORMANDO UNAS SUPERFICIES PLANAS . SE PERFORAN DOS AGUJEROS EN LOS EXTREMOS DEL MIEMBRO ALARGADO PARA FORMAR LAS ROSCAS INTERNAS . LOS EXTREMOS DEL MIEMBRO ALARGADO SE FORMAN A MODO DE UNA SOLA PIEZA CON EL MIEMBRO ALARGADO DE MODO QUE EL DISPOSITIVO DE ANCLAJE POSEA UNA RESISTENCIA EXCELENTE A LA TRACCION.
(16/09/1998) UN CUERPO HUECO CON AL MENOS DOS CASQUILLOS OVALADOS Y DE FORMA RESPECTIVA UNA BARRA DE UNION DE FORMA ANULAR QUE SE DISPONE ENTRE LOS CASQUILLOS . LA SUPERFICIES PERIMETRICAS EXTERIORES DE LOS CASQUILLOS SE DISPONEN AL MENOS EN LA ZONA DEL RADIO MAS PEQUEÑO A TRAVES DE LA BARRA DE UNION. EL PASO ES MAYOR EN EL PUNTO DEL VERTICE DEL RADIO MENOR QUE EN LAS ZONAS RESTANTES Y EL PERIMETRO DE LA BARRA DE UNION DE FORMA ANULAR ES MENOR QUE EL PERIMETRO DE LOS CASQUILLOS OVALADOS. ESTE CUERPO HUECO SE COMPONE DE MATERIAL DUCTIL. LOS CASQUILLOS Y LA BARRA DE UNION MUESTRAN DE FORMA RESPECTIVA REFUERZOS DE PARED ESENCIALMENTE REGULARES A TRAVES DEL PERIMETRO, DE MODO QUE EL ESPESOR DE PARED DE LA BARRA DE UNION ES MAYOR AL MENOS…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}