CIP-2021 : B21C 23/00 : Extrusión de metales; Extrusión por percusión.
CIP-2021 › B › B21 › B21C › B21C 23/00[m] › Extrusión de metales; Extrusión por percusión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21C 23/00 hasta B21C 35/00: Extrusión
B21C 23/01 · a partir de un material de forma particular, p. ej. que haya sufrido un pretratamiento mecánico (B21C 23/22 tiene prioridad).
B21C 23/02 · Fabricación de productos no recubiertos.
B21C 23/03 · · a la vez por extrusión directa e invertida.
B21C 23/04 · · por extrusión directa.
B21C 23/06 · · · Fabricación de chapas.
B21C 23/08 · · · Fabricación de hilos, de barras, de tubos.
B21C 23/10 · · · · Fabricación de tubos con aletas.
B21C 23/12 · · · · Extrusión de tubos o de barras curvados.
B21C 23/14 · · · Fabricación de otros productos.
B21C 23/16 · · · · Fabricación de paletas de turbina o de hélice.
B21C 23/18 · · por extrusión a percusión.
B21C 23/20 · · por extrusión invertida.
B21C 23/21 · Prensas especialmente adaptadas para la extrusión del metal.
B21C 23/22 · Fabricación de productos revestidos de metal; Fabricación de productos a partir de varios metales.
B21C 23/24 · · Aplicación de un revestimiento metálico sobre longitudes indefinidas de material metálico o no metálico.
B21C 23/26 · · · Aplicación de revestimientos metálicos sobre cables, p. ej. para el aislamiento de cables eléctricos.
B21C 23/28 · · · · en prensas de extrusión de acción intermitente.
B21C 23/30 · · · · en prensas de extrusión de acción continua.
B21C 23/32 · Lubrificación del metal extruido, de las matrices, o similares, p. ej. estado físico del lubrificante, emplazamiento en que se va a lubrificar.
CIP2021: Invenciones publicadas en esta sección.
PERFECCIONAMIENTOS EN APARATOS PARA DEFORMAR UNA PIEZA DE TRABAJO METALICA UNICA.
(01/10/1978). Solicitante/s: WESTERN ELECTRIC COMPANY INCORPORATED.
Mejoras introducidas en el objeto de la patente principal nº 454.020, presentada el 7 de diciembre de 1.976, por: perfeccionamientos en aparatos para deformar una pieza de trabajo metálica única, del tipo de aparatos que comprende: un troquel que tiene una pared de entrada en uno de sus extremos y que tiene por lo menos una primera y una segunda aberturas separadas que se extienden longitudinalmente a través del mismo situándose un extremo de entrada de cada apertura a lo largo de la pared de entrada, caracterizadas porque la pared de entrada comprende una primera y una segunda superficie de entrada situándose la primera superficie de entrada lateralmente adyacente al extremo de entrada de la segunda abertura mientras se inclina por el extremo de entrada de la segunda abertura y hacia el extremo de entrada de la primera abertura.
PROCEDIMIENTO PARA LA OBTENCION DE ESBOZOS DE HILADO.
(01/10/1978) Mejoras introducidas en el objeto de la patente principal nº 426.113, concedida el 15 de Enero de 1.976, por "procedimiento para la obtención de esbozos de hilado", en aleaciones de aluminio con proporción en silicio hipereutéctico, utilizados en particular en la fabricación por hilado por choque de camisas de motores de combustión interna, caracterizadas porque en una primera etapa se afina la aleación fundida con un 0,1% en peso aproximadamente de fósforo y en una segunda etapa se cuela el metal así afinado por gravedad en un molde enfriado enérgicamente por el fondo y cuya chapa o chapas superiores son calorifugadas o recalentadas, ejerciéndose desde el momento mismo de la solidificación una presión moderada de 0,1 a 5 bares y preferentemente de 0,2 a 1 bar de…
PROCEDIMIENTO Y DISPOSITIVO DE EXTRUSION HIDROSTATICA CONTINUA.
(01/09/1978). Solicitante/s: TREFIMETAUX.
Resumen no disponible.
PROCEDIMIENTO DE TRATAMIENTO DE ALEACIONES METALICAS PARA SU CONFORMADO EN ESTADO DE MEZCLA FASES SOLIDAS-FASE LIQUIDA CONSERVANDO LA FORMA SOLIDA.
(01/03/1978). Solicitante/s: SOCIETE DE VENTE DE L'ALUMINIUM PECHINEY.
Mejoras introducidas en el objeto de la patente principal Nº. 436.216, presentada el 2 de Abril de 1975, por: Procedimiento de tratamiento de aleaciones metálicas para su conformado en estado de mezcla fases sólidas - fase líquida conservando la forma sólida, caracterizado porque se lleva el paquete de extrusionar, a una temperatura intermedia entre el sólido y el líquido de la aleación de modo a llevar en estado líquido una proporción ponderal perfectamente definida de la aleación inferior al 40% y, preferentemente, al 35%, porque mantiene el paquete a esta temperatura durante un espacio de tiempo comprendido entre algunos minutos y algunas horas, porque se introduce el paquete en el contenedor de una prensa de extrusionar, porque se extrusiona este paquete en forma de perfilado, y finalmente porque se templa este perfilado a la salida de la extrusionadora y se le endurece por tratamiento de revenido o de maduración.
PROCEDIMIENTO Y APARATO PARA FORMAR UNA PLURALIDAD DE PRODUCTOS ALARGADOS DE LONGITUD INDEFINIDA.
(16/11/1977). Solicitante/s: WESTERN ELECTRIC COMPANY INCORPORATED.
Resumen no disponible.
PROCEDIMIENTO Y APARATO PARA PRODUCIR ALAMBRE A PARTIR DE UN LINGOTE.
(16/04/1977). Solicitante/s: WESTERN ELECTRIC COMPANY INCORPORATED.
Resumen no disponible.
PRENSA HIDRAULICA PARA LA FABRICACION DE COPAS, ESPECIALMENTE PARA BOTELLAS DE ALUMINIO PARA GASES.
(16/06/1976). Solicitante/s: SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT.
Resumen no disponible.
METODO, DISPOSICION Y TOCHO CILINDRICO PARA INICIAR LA DEFORMACION CONTRA UN AGENTE DEFORMANTE.
(01/03/1976). Solicitante/s: WESTERN ELECTRIC COMPANY, INC..
Resumen no disponible.
HILERA DE EXTRUSION Y METODO PARA LA PRODUCCION DE LA MISMA.
(01/05/1975). Solicitante/s: WESTERN ELECTRIC CO. INC..
Resumen no disponible.
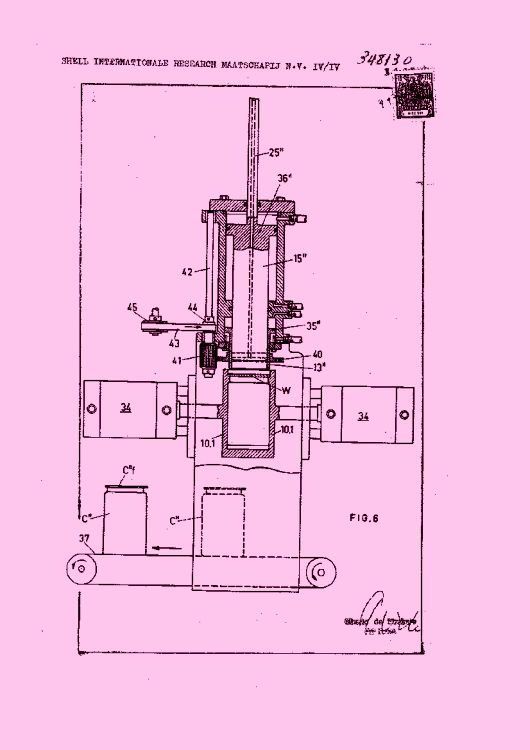
UN METODO DE CONFORMAR ARTICULOS HUECOS POR TRABAJO EN FRIO.
(16/06/1969). Ver ilustración. Solicitante/s: SHELL INTERNATIONALE RESEARCH MAATSCHAPPIJ, N. V..
Resumen no disponible.
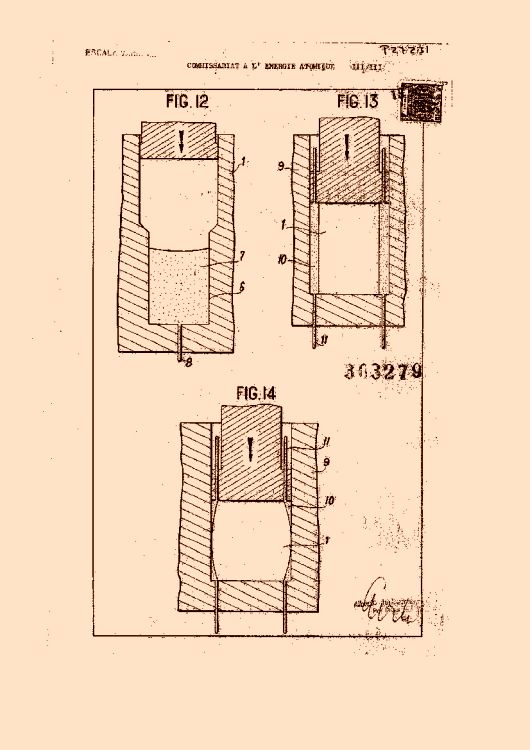
PERFECCIONAMIENTOS EN LOS PROCEDIMIENTOS DE CONFIGURACIÓN DE LOS METALES BAJO PRESIÓN HIDROSTÁTICA ELEVADA.
(01/11/1964). Ver ilustración. Solicitante/s: COMMISSARIAT A L'ENERGIE ATOMIQUE.
Resumen no disponible.
{kind=link}
{kind=link}