CIP-2021 : B21D 22/20 : Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
CIP-2021 › B › B21 › B21D › B21D 22/00 › B21D 22/20[1] › Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00).
B21D 22/20 · Embutido (sistemas de embutido particular en las prensas o en relación con las prensas B21D 24/00).
CIP2021: Invenciones publicadas en esta sección.
MANTENIMIENTO DE UN MODO DE VIBRACION PREFERENTE EN UN OBJETO ANULAR.
(01/01/1994). Solicitante/s: CMB FOODCAN PLC. Inventor/es: PORUCZNIK, PAUL, CHEERS, CHRISTOPHER FRANCIS.
UN TROQUEL DE EMBUTIR, DE UNA CLASE QUE TIENE UNA SUPERFICIE SUPERIOR, UNA SUPERFICIE DE FONDO, UNA SUPERFICIE LATERAL PERIFERICA, QUE CONECTA LA SUPERFICIE DE FONDO CON LA SUPERFICIE SUPERIOR , E INCLUYENDO UN AREA RECEPTORA, PARA RECIBIR EN ELLA FUERZA VIBRATORIA, Y UNA SUPERFICIE ANULAR DE TRABAJO, DEFINIENDO UNA ABERTURA QUE SE EXTIENDE DESDE LA CITADA SUPERFICIE SUPERIOR, A TRAVES DE LA CITADA SUPERFICIE DE FONDO, TIENE UNA PLURALIDAD DE CONCENTRACIONES 43, 44, 45 DE MASA LOCALIZADAS, DISPUESTAS SIMETRICAMNENTE ALREDEDOR DE UN PLANO AXIAL NORMAL AL PLANO DEL AREA DE RECEPCION. LA CONFIGURACION DEL TROQUEL ESTA DISEÑADA PARA MODIFICAR FRECUENCIAS RESONANTES CORRESPONDIENTES A MODOS DE VIBRACION NO DESEADOS, PARA AUMENTAR LA SEPARACION ENTRE LAS FRECUENCIAS DE LOS MODOS NO DESEADOS Y UN MODO RO SELECCIONADO DE VIBRACION. EL TROQUEL PUEDE ADAPTARSE PARA UTILIZACION EN OPERACIONES DE REDUCCION DEL DIAMETRO DE UN OBJETO TUBULAR, EMBUTICION PROFUNDA O PROCEDIMIENTOS SIMILARES.
PROCEDIMIENTO DE OBTENCION DE PLACAS DE MATRUCULA Y LETREROS EMBUTIDOS.
(01/07/1992). Solicitante/s: INDUSTRIAS SAMAR'T. S.A.. Inventor/es: SANCHEZ CASADEVALL,ENRIQUE.
PROCEDIMIENTO DE OBTENCION DE PLACAS DE MATRICULA Y LETREROS EMBUTIDOS. LA INVENCION CONSISTE EN UN PROCEDIMIENTO DE OBTENCION DE PLACAS DE MATRICULA Y LETREROS EMBUTIDOS, SEGUN EL CUAL SE PARTE DE UNA PLACA BASE DEFORMABLE POR EMBUTICION QUE PRESNTA UNA CARA CUBIERTA CON UN RECUBRIMIENTO TRANSPARENTE O COLOREADO QUE INCORPORA UNA CARGA DE UN ANTIADHERENTE Y QUE ES SOMETIDA A UN TRATAMIENTO DE SECADO PARA LUEGO, TRAS UN ENFRIADO, RECIBIR UNA SEGUNDA LAMINA DE SUPERFICIE COLOREADA DE TONO DISTINTO A LA PLACA BASE, LAMINA QUE SE UNE A LA PLACA POR MEDIO DE UN ADHESIVO PERMANENTE ACELERADO POR CALOR, PARA OBTENER UNA PLACA COMPUESTA SUSCEPTIBLE DE SER EMBUTIDA CON PUNZONES EN FORMA DE NUMEROS, LETRAS O SIGNOS QUE RECORTAN LA SEGUNDA LAMINA SEGUN LA LETRA, SIGNO O NUMERO, PERMITIENDO ARRANCAR LA SILUETA RECORTADA, DEJANDO VER EL COLOR DE LA PLACA BASE QUE CONFORMA EL NUMERO, SIGNO O LETRA EMBUTIDO.
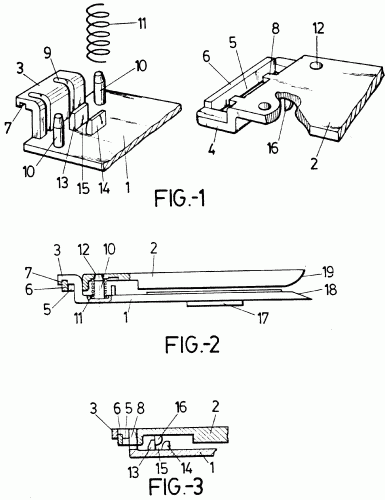
MOLDE PARA LA EMBUTICION DE PLACAS DE MATRICULA.
(01/05/1991). Ver ilustración. Solicitante/s: INDUSTRIAS SAMAR'T. S.A.. Inventor/es: SANCHEZ CASADEVALL,ENRIQUE.
MOLDE PARA LA EMBUTICION DE PLACAS DE MATRICULA, QUE ESTANDO CONSTITUIDO MEDIANTE LA COMBINACION FUNCIONAL DE UNA PIEZA MACHO Y DE UNA PIEZA HEMBRA, ENTRE LAS QUE HA DE ESTABLECERSE LA PLACA DE MATRICULA VIRGEN, A EMBUTIR, ESENCIALMENTE SE CARACTERIZA PORQUE LA PIEZA MACHO ESTA REMATADA POR UNO DE SUS EXTREMOS EN UNA GARRA DE ACOPLAMIENTO ARTICULADO A LA PIEZA HEMBRA, GARRA MATERIALIZADA EN UNA PROLONGACION EN LA QUE SE DEFINE UN PRIMER TRAMO PERPENDICULAR AL PLANO GENERAL DE LA PIEZA MACHO Y UN SEGUNDA PLANO ACODADO ORTOGONALMENTE HACIA AFUERA, MIENTRAS QUE EN EL PIEZA HEMBRA SE ESTABLECE A SU VEZ, EN EL EXTREMO CORRESPONDIENTE, OTRA GARRA COMPLEMENTARIA DE LA ANTERIOR Y AFECTADA MAYORITARIAMENTE POR UNA AMPLIA ABERTURA, DE LONGITUD ADECUADA PARA PERMITIR EL PASO AJUSTADO A TRAVES DE ELLA DE LA GARRA DE LA PIEZA MACHO.
PLACA PORTAMOLDES PARA EMBUTICION DE PLACAS DE MATRICULA.
(16/08/1990) PLACA PORTAMOLDES PARA EMBUTICION DE PLACAS DE MATRICULA, CONCRETAMENTE PARA MOLDES EN LOS QUE PARTICIPAN UNA PIEZA MACHO Y UNA PIEZA HEMBRA, CONVENIENTEMENTE INTERRELACIONADAS, ENTRE LAS QUE HA DE ESTABLECERSE LA PLACA DE MATRICULA A TROQUELAR Y DE LAS QUE UNA DE ELLAS, PREFERENTEMENTE LA PIEZA MACHO, INCORPORA UNA ZAPATA DE FIJACION PARA EL MOLDE DURANTE LA FASE DE TROQUELADO, ESENCIALMENTE CARACTERIZADA POR ESTAR CONSTITUIDA A PARTIR DE UN CUERPO APLANADO Y ALARGADO, EN EL QUE AL MENOS EN CORRESPONDENCIA CON UNO DE SUS BORDES LONGITUDINALES SE ESTABLECEN UNA PLURALIDAD DE GARGANTAS DE GUIA Y AUTOCENTRAJE PARA LAS ZAPATAS DE RESPECTIVOS MOLDES, ESTANDO DICHAS GARGANTAS ADECUADAMENTE DISTANCIADAS ENTRE SI, OBTENIDAS MEDIANTE REBAJE EN EL ESPESOR DE LA PLACA POR SU CARA RECEPTORA DE LOS MOLDES Y CON UNA CONFIGURACION TRAPECIAL ISOSCELICA, DE MANERA QUE SU…
MECANISMO DE TRANSMISION MOTRIZ APLICABLE A PRENSAS DE EMBUTICION Y.
(01/07/1989) MECANISMO DE TRANSMISION MOTRIZ APLICABLE A PRENSAS DE EMBUTICION Y CORTE, Y SIMILARES, QUE ESTANDO ESPECIALMENTE CONCEBIDO PARA LIBRAR UNA ELEVADA FUERZA MECANICA EN UN CORTO DESPLAZAMIENTO, ESENCIALMENTE SE CARACTERIZA POR ESTAR CONSTITUIDO MEDIANTE UNA PAREJA DE PISTONES COAXIALES Y CONTRAPUESTOS, QUE JUEGAN EN RESPECTIVOS CILINDROS PREFERENTEMENTE HIDRAULICOS, PERO QUE PUEDEN SER TAMBIEN NEUMATICOS, PISTONES SOLIDARIZADOS ENTRE SI A TRAVES DE UN VASTAGO COMUN, EN DISPOSICION AXIAL, CON LA PARTICULARIDAD DE QUE ESTE VASTAGO INCORPORA UN DENTADO, SOBRE UNA DE SUS GENERATRICES, DETERMINANTE DE UNA CRENALLERA A TRAVES DE LA QUE LOS PISTONES SE RELACIONAN Y TRANSMITEN EL MOVIMIENTO AUN PIÑON, CALADO SOLIDARIAMENTE A UN EJE PERPENDICULAR A DICHO VASTAGO, EJE EN EL QUE A SU VEZ ESTA…
UN METODO MEJORADO PARA CONFORMAR METALES EN PRESENCIA DE UN LUBRICANTE DE MATERIAL CEREO.
(16/11/1988). Solicitante/s: ALCAN INTERNATIONAL LIMITED.
EL LUBRICANTE COMPRENDE UNA DISPERSION DE PARTICULAS DE MATERIAL CEREO EN UNA DISOLUCION O DISPERSION EN UN MEDIO LIQUIDO VOLATIL DE UN VEHICULO ORGANICO MONOMERO QUE ES UN SOLIDO O LIQUIDO VISCOSO A TEMPERATURA AMBIENTE. LAS PARTICULAS PUEDEN SER DE 5 A 25 MICRAS, EL LIQUIDO VOLATIL PUEDE SER XILENO Y EL VEHICULO PUEDE SER UN ESTER CON UN PESO MOLECULAR INFERIOR A 320 Y LA RELACION EN PESO DE LAS PARTICULAS AL VEHICULO PUEDE SER 1:1 A 6:1. LAS PARTICULAS CEREAS PROPORCIONAN UNA BUENA ACCION LUBRICANTE, ASI COMO EL LUBRICANTE ES COMPATIBLE CON LOS ADHESIVOS Y SE ELIMINA FACILMENTE DE LA PIEZA DE TRABAJO.
PROCEDIMIENTO DE FABRICACION POR EMBUTICION DE PIEZAS METALICAS RIGIDAS DESTINADAS A CONSTITUIR REVESTIMIENTOS DE CALOFUGACION DE TUBERIAS, FUNDAS Y OTROS ORGANOS SIMILARES.
(16/06/1988). Ver ilustración. Solicitante/s: SOCIETE ANONYME DITE: WANNER ISOFI ISOLATION. Inventor/es: MALAQUIN, YVES.
EL INVENTO CONCIERNE A UN PROCEDIMIENTO DE FABRICACION POR EMBUTICION DE PIEZAS METALICAS RIGIDAS DESTINADAS A CONSTITUIR REVESTIMIENTOS DE CALORIFUGACION DE TUBERIAS, FUNDAS Y OTROS ORGANOS SIMILARES. SEGUN EL INVENTO, SE EMBUTE SIN MATRIZ UNA PLACA METALICA , MANTENIDA SUJETA LATERALMENTE, CON AYUDA DE UN PUNZON DE FORMA APROPIADA Y DE UN SOPORTE PLANO CORTADO EN CON LA FORMA DEL CONTORNO DE LA PIEZA A REALIZAR EN PROYECCION SOBRE UN PLANO PARALELO AL SOPORTE, DESPLAZANDOSE EL PUNZON EN CONDICIONES ADECUADAS PARA PRODUCIR UN ALARGAMIENTO Y UN DESPLAZAMIENTO DEL METAL DE DICHA PLACA.
PROCEDIMIENTO PARA FABRICAR RECIPIENTES ESTIRADOS Y EMBUTIDOS A PARTIR DE UNA CHAPA DE ACERO PLANA, ESPECIALMENTE BOTES PARA ALIMENTOS Y BEBIDAS.
(01/08/1984). Solicitante/s: NATIONAL STEEL CORPORATION.
PROCEDIMIENTO PARA FABRICAR RECIPIENTES ESTIRADOS Y EMBUTIDOS A PARTIR DE UNA CHAPA DE ACERO PLANA, ESPECIALMENTE BOTES PARA ALIMENTOS Y BEBIDAS.COMPRENDE LAS ETAPAS DE: A) EMBUTIR UNA CHAPA O FLEJE DE ACERO LAMINADO PLANO, REVESTIDO EN UN LADO CON UNA ALEACION DE NIQUEL-ZINC, HASTA DARLE LA FORMA DE UNA COPA QUE TIENE ESPESORES, ENTRE 0,013 A 0,125 MICRAS, DE PARED LATERAL Y DE PARED DE FONDO IGUALES AL ESPESOR DEL ACERO REVESTIDO Y QUE TIENE SU SUPERFICIE EXTERNA REVESTIDA CON LA ALEACION DE NIQUEL-ZINC, CONTENIENDO EL REVESTIMIENTO DE LA CHAPA UNA CANTIDAD DE ZINC DE APROXIMADAMENTE 2 A 12 Y SIENDO EL RESTO NIQUEL E IMPUREZAS; Y B) ESTIRAR LAS PAREDES LATERALES DE LA COPA EMBUTIDA CON EL FIN DE REDUCIR EL ESPESOR DE PARED LATERAL Y AUMENTAR LA ALTURA, PARA PRODUCIR UN CUERPO DE BOTE EMBUTIDO Y ESTIRADO.
UN METODO DE FORMACION DE UN RECIPIENTE DE CHAPA DE ALUMINIO SIN SOLDADURA.
(01/05/1982). Solicitante/s: NATIONAL CAN CORPORATION.
UN METODO DE FORMACION DE UN RECIPIENTE DE CHAPA DE ALUMINIO SIN SOLDADURA. CONSTA DE LAS SIGUIENTES ETAPAS: 1) APLICAR UNA CAPA DELGADA DE UN LUBRIFICANTE A UNA SUPERFICIE DE LA CHAPA DE ALUMINIO, SIENDO DICHO LUBRICANTE: A) ACEITE DE CACAHUETE, O B) UN ESTER DE ACIDO OLEICO E UN ALCOHOL POLIVALENTE ALIFATICO QUE CONTIENE AL MENOS TRES GRUPOS HIDROXILO, Y EN EL QUE TRES O MAS DE DICHOS GRUPOS HIDROXILO ESTAN ESTERIFICADOS CON ACIDO OLEICO O MEZCLAS DE A) Y B). 2) CONVERTIR EL MATERIAL DE ALUMINIO EN UN RECIPIENTE SIN SOLDADURA CON UNA PARED DE FONDO Y OTRA LATERAL INTEGRAL, CONFORMANDO EN PRIMER LUGAR EL MATERIAL DE ALUMINIO EN UNA COPA Y A CONTINUACION EMBUTIENDO LA CAPA EN UN RECIPIENTE ALARGADO SIN SOLDADURA. EL LUBRICANTE SE APLICA DESPUES DE FORMAR LA COPA.
UN METODO PARA LA EMBUTICION PROFUNDA DE CHAPA.
(16/01/1982). Solicitante/s: UNION CARBIDE CORPORATION.
METODO PARA LA EMBUTICION PROFUNDA DE CHAPA. SE ENFIRA LA PIEZA ELEMENTAL HASTA UNA TEMPERATURA NO SUPERIOR A MENOS 50 C, Y SE CALIENTA LA PARTE DE PESTAÑA DE LA PIEZA ELEMENTAL, HASTA UNA TEMPERATURA MAS ALTA QUE LA DE LA PARTE CENTRAL. SE ESTABLECE ASI UNA DIFERENCIA DE TEMPERATURA ENTRE AMBAS PARTE DE 40 C A 150 C. POR ULTIMO SE EMBUTE LA PIEZA ELEMENTAL EN UNA MATRIZ CONCAVA PARA EMBUTICION PROFUNDA USANDO UN MACHO CONVEXO CONJUGADO. LA ESTRUCTURA CRISTALINA DE LA CHAPA DE METAL O ALEACION A EMBUTIR, PUEDR SER CUBICA CENTRADA EN LAS CARAS, CUBICAS CENTRADA EN EL CUERPO O HEXAGONAL. LA CHAPA A EMBUTIR PUEDE SER UN MATERIAL PLASTICO O UN MATERIAL COMPUESTO ESTAMPABLE.
UN RECIPIENTE DE CHAPA NEGRA ESTIRADA Y EMBUTIDA, SIN COSTURAS, PARA BEBIDAS Y OTROS CONTENIDOS.
(16/04/1981). Solicitante/s: NATIONAL CAN CORPORATION.
PREPARACION SUPERFICIAL DE CHAPA NEGRA PARA OBTENCION DE RECIPIENTES SIN COSTURAS POR EBULLICION. PARA PREPARAR LA SUPERFICIE DE LA CHAPA SE PONE ESTA EN CONTACTO CON UNA DISOLUCION DE FOSFATO ACIDA, PRODUCIENDOSE UNA CAPA DE FOSFATO CRISTALINO INSOLUBLE EN AGUA DE UN ESPESOR DE 2,16 MG/DM2 A 10,8 MG/DM2. A CONTINUACION SE APLICA UNA CAPA DE UN LUBRICANTE DE ESTER ORGANICO, NO REACTIVO, DE UN ESPESOR DEL ORDEN DE 8,1 MG/DM2 A 40,5 MG/DM2. CON ESTA PREPARACION SUPERFICIAL SE PUEDE UTILIZAR SOLO AGUA COMO REFRIGERANTE EN EL PROCESO DE EMBUTICION.
UN METODO MEJORADO PARA FORMAR RECIPIENTES SIN COSTURAS.
(16/02/1981). Solicitante/s: NATIONAL CAN CORPORATION.
PROCEDIMIENTO PARA FORMAR RECIPIENTES ESTIRADOS Y EMBUTIDOS SIN COSTURAS, PARA ENVASAR CERVEZA Y BEBIDAS CARBONICAS A PARTIR DE UN MATERIAL EN BRUTO DE CHAPA NEGRA. CONSISTE EN CORTAR PIEZAS DEL MATERIAL Y TRATAR LA SUPERFICIE DEL MATERIAL EN BRUTO CON UNA DISOLUCION ACUOSA ACIDA DE FOSFATO PARA PRODUCIR UNA CAPA DE FOSFATO CRISTALINO INSOLUBLE; LUEGO SE PONE LA CAPA DE FOSFATO EN CONTACTO CON UN LUBRICANTE A ESTER ORGANICO PARA FORMAR UNA CAPA DE LUBRICANTE SOBRE LA CAPA DE FOSFATO Y POR ULTIMO SE REALIZAN LAS OPERACIONES DE FORMACION Y EMBUTICION PARA LA OBTENCION DEL ENVASE.
PROCEDIMIENTO PARA PREPARAR MATERIAL METALICO DELGADO PARA EMBUTICION PROFUNDA EN EL INTERIOR DE RECIPIENTES PARA COMIDA Y POSRECUBRIMIENTO DEL ARTICULO EMBUTIDO.
(01/11/1980). Solicitante/s: AMERICAN CAN COMPANY.
PROCEDIMIENTO DE EMBUTICION PROFUNDA, MEDIANTE APLICACION DE UNA MEZCLA ENGRASANTE. BASADO EN LA APLICACION SOBRE LA CHAPA METALICA DE UNA MEZCLA ENGRASANTE FORMADA A BASE DE UN LUBRICANTE Y RESINA DE SILICONA, TIPO SECANTE, OBTENIENDO UN POLIMERO ADHESIVO; LA MEZCLA SUELE SER DE 4 A 1 EN VOLUMEN DISUELTO APROXIMADO EN 25 VOLUMENES DE DISOLVENTE, A UN REGIMEN DE 20 MILIGRAMOS POR CADA 0,0929 A LAS SUPERFICIES DE LA CHAPA A EMBUTIR, UNA VEZ ESPARCIDA LA PELICULA POR LA SUPERFICIE DE LA CHAPA SE DEJA SECAR Y PROCEDE A EFECTUAR LAS DIFERENTES ETAPAS DE LA EMBUTICION. USADO EN LA FABRICACION DE RECIPIENTES CONTENEDORES DE CONSERVAS.
PROCEDIMIENTO Y DISPOSITIVO DE EMBUTIDO EN MATRIZ LIQUIDA.
(16/06/1980). Solicitante/s: SOCIETE DE VENTE DE L'ALUMINIUM PECHINEY.
Procedimiento y dispositivo de embutido en matriz líquida, procedimiento según el cual la matriz es sustituida por una cámara llena de líquido y delimitada en la parte superior por un casquillo de embutido cuya abertura tiene una sección que corresponde a la mayor sección del punzón, siendo puesto a presión el líquido de la cámara por el descenso del punzón, el procedimiento caracterizado porque el nivel del líquido es mantenido constantemente por encima del casquillo e incluso por encima del plano superior del cospel, encontrándose éste así sumergido desde antes del comienzo del embutido.
PROCEDIMIENTO DE FABRICACION DE PIEZAS DE ALEACIONES A BASE DE ALUMINIO O DE MAGNESIO POR TERMOFORMADO.
(16/02/1979). Solicitante/s: SCAL, SOCIETE DE CONDITIONEMENTS EN ALUMINIUM.
Procedimiento de fabricación de piezas de aleaciones a base de aluminio o de magnesio por termoconformado, del tipo según el cual se deforman plásticamente esbozos de pared delgada, caracterizado porque antes del termoconformado, se forma en la superficie del esbozo, una capa regular de óxido artificial, alúmina o magnesia.
UN PROCEDIMIENTO DE EMBUTICION PROFUNDA MEJORADO.
(01/02/1979). Solicitante/s: ALUMINIUMWERKE A.G. RORSCHACH.
Un procedimiento de embutición profunda mejorado para la fabricación de un recipiente de aluminio a partir de una pieza a embutir plana, caracterizado porque la pieza a embutir se embute en un primer movimiento o paso hasta formar una pieza en bruto o elemental de recipiente, cilíndrica, y, sin cambiar la situación de las superficies interna y externa de la pieza en bruto, se lleva a su forma definitiva mediante un movimiento contrario.
METODO MEJORADO DE TRABAJADO EN FRIO DE MATERIAL INTERMEDIO DE METAL FERREO.
(01/12/1977). Solicitante/s: USS ENGINEERS AND CONSULTANTS INC..
Resumen no disponible.
PROCEDIMIENTO PARA LA EMBUTICION PROFUNDA DE PLATINAS O CHAPAS, EN ESPECIAL PARA LA FABRICACION DE FREGADEROS.
(16/05/1977). Solicitante/s: LUWA A.G..
Resumen no disponible.
PROCEDIMIENTO E INSTALACION PARA FABRICAR UN REVESTIMIENTO DE FREGADERO.
(16/03/1977). Solicitante/s: LUWA A.G..
Resumen no disponible.
SISTEMA PARA EL CONFORMADO DE PIEZAS POR EMBUTICION.
(01/02/1976). Solicitante/s: ITZA ACURIO,VICTOR.
Resumen no disponible.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION SIN DESPRENDIMIENTO DE VIRUTA DE RECIPIENTES DE CHAPA DE METAL.
(01/01/1976). Solicitante/s: K. M. ENGINEERING AKTIENGESELLSCHAFT.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE BAÑERAS CON REPOSABRAZOS.
(01/12/1975) Procedimiento de fabricación de bañeras con reposa-brazos ,caracterizado por el hecho de que mediante una primera fase, operación de embutido de una lámina de chapa de acero, debidamente trazada y acoplada en una moldura adecuada, se obtiene el cuerpo de la bañera, alrededor de la cual, se deja una larga ala de borde, de la cual, mediante una segunda operación de embutido, se obtiene el reposa-brazos y parte superior del cuerpo en la zona de pies de la bañera y el borde, después de lo cual siguiendo las operaciones convencionales de re-acabado y aplicación del esmalte, siendo las dimensiones de los reposa-brazos tales que permitan dejar, entre éstas…
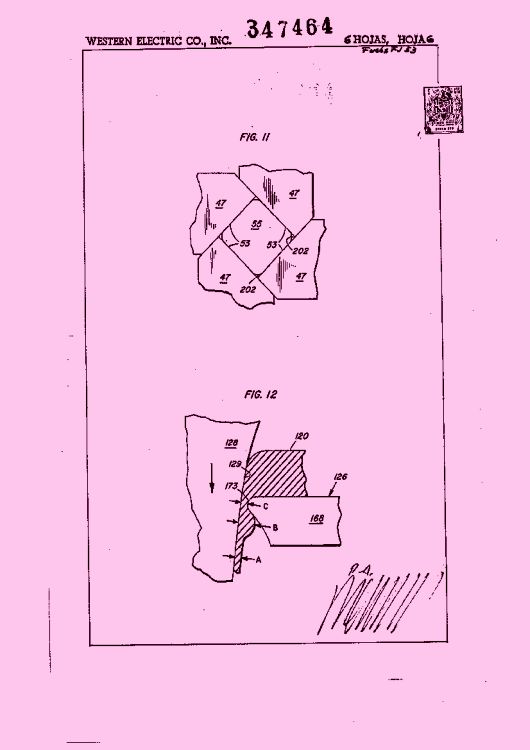
METODO Y APARATO PARA PRODUCIR EL DESPLAZAMIENTO DEL MATERIAL EN UNA PIEZA EN BRUTO.
(01/07/1975). Solicitante/s: WESTERN ELECTRIC CO. INC..
Resumen no disponible.
METODO Y APARATO PARA ESTIRAR PIEZAS DE MATERIAL PLASTICO SOLIDO.
(16/01/1969). Ver ilustración. Solicitante/s: WESTERN ELECTRIC COMPANY INCORPORATED.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}