CIP-2021 : B29C 49/42 : Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/42[1] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/42 · Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo para el templado de preformas así como procedimiento para el templado.
(16/11/2002) Procedimiento para el templado de preformas de un material termoplástico, estando dispuestas las preformas en depósito para su conformación por soplado, en el que se dota a la preforma de un perfil de temperatura a lo largo de un perímetro, que se genera mediante el calentamiento variable de zonas en forma de banda que se extienden en dirección de un eje longitudinal de la preforma y en el que se realiza un templado paso a paso para el acondicionamiento térmico consecutivo en el tiempo de diferentes zonas de la preforma y en el que también se realiza una rotación paso a paso con fase de movimiento y de reposo, caracterizado porque un dispositivo portante transporta la preforma a través de un recorrido…
Aparato para trasladar en orden series de botellas de material termoplástico.
(16/11/2002) Aparato para procesar cuerpos huecos de plástico, que pueden ser envases moldeados por soplado y preformas no moldeadas aún por soplado, y para trasladar dichos cuerpos huecos hasta un medio de recogida o hacia líneas de utilización, aparato que comprende al menos una estación de moldeo por soplado y medios dispuestos corriente abajo de dicha estación de moldeo por soplado, y que incluye: una estación de expulsión adaptada para separar dichos cuerpos huecos que se han sacado o retirado de dicha estación de moldeo por soplado y que corresponden a las series de preformas que se introducen en serie en dicha estación de moldeo por soplado, y medios que están dispuestos corriente abajo de dicha estación…
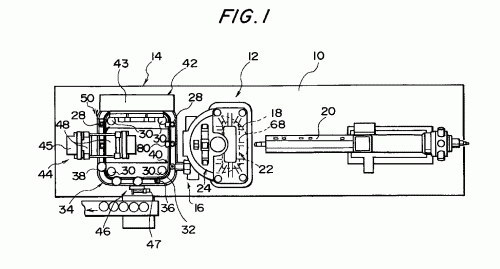
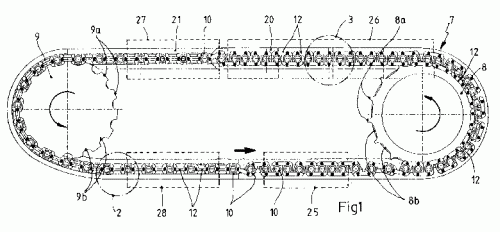
APARATO DE MOLDEO POR ESTIRADO-SOPLADO Y APARATO DE MOLDEO POR INYECCION ESTIRADO-SOPLADO.
(01/10/2002). Ver ilustración. Solicitante/s: NISSEI ASB MACHINE CO., LTD.. Inventor/es: OGIHARA, SHUICHI, FUKUNISHI, YOSHIHIRO.
UN APARATO DE MOLDEO POR SOPLADO CON ESTIRADO QUE TIENE UNA SECCION DE CALENTAMIENTO Y UNA SECCION DE MOLDEO POR SOPLADO , DISPUESTAS A LO LARGO DE UNA RUTA DE TRANSPORTE UTILIZADA PARA TRANSPORTAR PREFORMAS CADA UNA DE LAS CUALES TIENE UN MANGO DE FORMA INTERMITENTE. UNA CADENA Y UNAS RUEDAS DENTADAS HACEN ROTAR A LAS PREFORMAS ALREDEDOR DE SUS EJES CUANDO SON TRANSPORTADAS A ALA SECCION DE CALENTAMIENTO. HAY UNA SECCION DE ESPERA COLOCADA ENTRE LA SECCION DE CALENTAMIENTO Y LA SECCION DE MOLDEO POR SOPLADO . LA SECCION DE ESPERA COMPRENDE UNAS PLACAS DE GUIA QUE ACTUAN A MODO DE ELEMENTOS DE POSICIONAMIENTO PARA COLOCAR LOS MANGOS QUE SE EXTIENDEN DE LAS PREFORMAS RESPECTIVAS EN UNA DIRECCION DADA. DE ESTE MODO SE PUEDEN ORIENTAR TODOS LOS MANGOS EN LA DIRECCION EN QUE SON TRANSPORTADAS LAS PREFORMAS . ESTO IMPIDE TAMBIEN QUE LOS MANGOS QUEDEN ATRAPADOS EN UN MOLDE DE LA CAVIDAD DE SOPLADO.
DISPOSITIVO DE TRANSFERENCIA PARA CUERPOS HUECOS QUE POSEEN UN GOLLETE.
(01/08/2002). Solicitante/s: SIDEL. Inventor/es: EVRARD, ALAIN.
Dispositivo de transferencia para unos cuerpos huecos que comprenden un extremo abierto que forma un gollete , que comprende por lo menos una pinza apropiada por si sola para tomar y soportar el cuerpo hueco por el exterior de su gollete y constituida por dos mandíbulas articuladas en sincronismo y unos medios motores para mandar la apertura y el cierre de las mandíbulas y alimentados secuencialmente en sincronismo, caracterizado porque los medios motores comprenden por lo menos un gato fluídico que arrastra por lo menos una mandíbula.
MAQUINA DE MOLDEO POR SOPLADO.
(16/06/2002). Ver ilustración. Solicitante/s: KRONES AG. Inventor/es: WINTER, HORST, GRIESBECK, KARL.
EN UNA MAQUINA DE MOLDEADO POR SOPLADO CON UNA RUEDA DE CALENTAMIENTO QUE LLEVA VARIOS ALOJAMIENTOS PARA PREFORMADOS, CON EJE DE GIRO ESENCIALMENTE VERTICAL Y RUEDA DE SOPLADO CON VARIAS ESTACIONES DE SOPLADO PARA CUERPOS HUECOS, CON EJE DE GIRO ESENCIALMENTE VERTICAL, LA RUEDA DE CALENTAMIENTO Y LA RUEDA DE SOPLADO ESTAN DISPUESTAS A DIFERENTE NIVEL DE ALTURA Y SE RECUBREN POR LO MENOS EN PARTE. MEDIANTE UN DISPOSITIVO DE TRANSFERENCIA SE LLEVAN LOS PREFORMADOS DEL NIVEL DE LA RUEDA DE CALENTAMIENTO AL NIVEL DE LA RUEDA DE SOPLADO. DE ESTA MANERA SE CONSIGUE REDUCIR CONSIDERABLEMENTE LA SUPERFICIE OCUPADA EN PLANTA Y LOS COSTES DE FABRICACION DE LA MAQUINA DE MOLDEADO POR SOPLADO.
INSTALACION PARA LA FABRICACION DE RECIPIENTES POR SOPLADO DE PREFORMAS DE MATERIA PLASTICA.
(01/04/2002) LA INVENCION SE REFIERE A UNA INSTALACION DE FABRICACION DE RECIPIENTES , TALES COMO BOTELLAS, BOTES U OTRO TIPOS DE CUERPO HUECO, POR ACONDICIONAMIENTO TERMICO , Y POR SOPLADO DE PREFORMAS DE MATERIAL PLASTICO. LA INSTALACION LLEVA AL MENOS DOS MOLDES DE TIPO LIBRO DISPUESTOS EN LA PERIFERIA DE UN CARRUSEL. CADA MOLDE COMPRENDE AL MENOS DOS CAVIDADES DE MOLDEADO. ESTA LLEVA UN DISPOSITIVO DE ACONDICIONAMIENTO TERMICO DE LAS PREFORMAS EN EL QUE EL PASO (P1) ENTRE LOS EJES LONGITUDINALES DE DOS PREFORMAS SUCESIVAS ES INFERIOR AL (P2) ENTRE LOS EJES LONGITUDINALES DE DOS CAVIDADES ADYACENTES DE UN MISMO MOLDE, Y MEDIOS (5A) DE CAMBIO DE PASO DE LAS PREFORMAS ENTRE EL DISPOSITIVO DE ARRASTRE Y UN MOLDE. SE CARACTERIZA PORQUE LOS MEDIOS (5A) DE CAMBIO DE PASO LLEVAN AL MENOS DOS ORGANOS MOVILES ADYACENTES…
MAQUINAS PARA LA PRODUCCION DE RECEPTACULOS DE MATERIAL PLASTICO.
(16/12/2001) LA MAQUINA PARA LA PRODUCCION DE RECEPTACULOS DE UN MATERIAL DE PLASTICO COMPRENDE UN DISPOSITIVO DE CARGA EN EL SE ENCUENTRAN COLOCADAS LAS PREFORMAS CON EL CUELLO HACIA ABAJO SOBRE UNOS SOPORTES DE UNOS PORTADORES DOBLES QUE SON CALENTADOS EN UN DISPOSITIVO DE CALENTAMIENTO E INTRODUCIDOS EN UN DISPOSITIVO DE ESTIRADO-SOPLADO . EN ESTE ULTIMO SE FORMAN LOS RECEPTACULOS Y A CONTINUACION SE DESCARGAN EN UN DISPOSITIVO DE DESCARGA . EN LA PARTE DE LA PISTA DE GUIA LOS SOPORTES Y LAS PREFORMAS QUEDAN ALINEADOS EN UNA SOLA FILA, MIENTRAS QUE EN LA PARTE LOS SOPORTES Y LAS PREFORMAS QUEDAN DISPUESTOS EN UNA PLURALIDAD DE FILAS PARALELAS. ENTRE CADA FILA DE PREFORMAS…
APARATO PARA MANEJAR Y/O LIMPIAR ARTICULOS TUBULARES.
(16/12/2001). Ver ilustración. Solicitante/s: COCA-COLA & SCHWEPPES BEVARAGES LIMITED. Inventor/es: CAREY, ROGER.
EL APARATO COMPRENDE UN CILINDRO ALOJADO EN UN CARACOL GIRATORIO . LOS ELEMENTOS TUBULARES SE ALIMENTAN AL INTERIOR DEL CILINDRO EN ESTADO VERTICAL, Y SON DESPLAZADOS A LO LARGO DEL CILINDRO POR UNA DE LAS ALETAS DEL CARACOL. UN MUELLE MONTADO EN LA ALETA SE PONE EN CONTACTO UNO A UNO CON CADA ELEMENTO Y LO INVIERTE. LAS PIEZAS INVERTIDAS SON IMPULSADAS ACTO SEGUIDO SOBRE UNA SERIE DE BOQUILLAS DESCARGAN GAS IONIZADO PARA LIMPIAR DE RESIDUOS LAS PIEZAS. ESTAS PIEZAS SON ACTO SEGUIDO DESCARGADAS.
MANGUITO PROTECTOR MEJORADO Y PROCEDIMIENTO PARA LA FABRICACION DE DICHO MANGUITO.
(01/06/2001) UN PRODUCTO MOLDEADO POR SOPLADO, QUE ES GENERALMENTE TUBULAR, TIENE PRIMER Y SEGUNDO EXTREMOS ABIERTOS Y, UN TRAMO DE FUELLE INTERMEDIO A DICHOS PRIMER Y SEGUNDO EXTREMOS , DE MANERA QUE DICHO PRODUCTO ES FLEXIBLE, TIENE UN FALDON CONTIGUO A UNO DE DICHOS PRIMER Y SEGUNDO EXTREMOS . EL TRAMO DE FUELLE SE CONFORMA EN UNA OPERACION DE MOLDEO POR SOPLADO, Y EL TRAMO DE FALDON SE CONFORMA MEDIANTE MOLDEO POR COMPRESION. UNA REALIZACION PREFERIDA DEL PRODUCTO TIENE UNA NERVADURA QUE SE EXTIENDE INTERNAMENTE A LA PARED DEL TRAMO MOLDEADO POR SOPLADO, PARA REFORZAR LA ZONA DE TRANSICION ENTRE EL TRAMO DE FUELLE Y EL TRAMO DE FALDON , EL TRAMO POR COMPRESION. LAS ETAPAS DE CONFINAR UN PARISON EN UN MOLDE ,…
PROCEDIMIENTO DE FORMACION DE BALON MEDIANTE ESTRECHAMIENTO POR ESTIRADO EN FRIO.
(16/03/2001). Ver ilustración. Solicitante/s: SCIMED LIFE SYSTEMS, INC.. Inventor/es: WANG, LIXIAO, CHEN, JIANHUA, LEE, NAO, HORN, DANIEL, J.
METODO PARA FORMAR UN BALON PARA UN CATETER DE DILATACION QUE COMPRENDE LAS ETAPAS DE EXTRUSION DE UN SEGMENTO DE MATERIAL TERMOPLASTICO, MANTENIENDO LA PORCION CENTRAL A UNA TEMPERATURA INFERIOR A LA TRANSICION DE VIDRIO DEL MATERIAL TERMOPLASTICO, ESTIRANDO EL SEGMENTO HASTA UNA LONGITUD PREDETERMINADA, DONDE DESPUES DEL ESTIRAMIENTO EL GROSOR DE LA PARED DE LA PORCION CENTRAL NO VARIA DE MANERA APRECIABLE, Y EXPANDIENDO EL SEGMENTO EN UN MOLDE PARA PRODUCIR EL BALON.
METODO PARA PRODUCIR UN CUERPO MOLDEADO POR SOPLADO CON MULTIPLES DIMENSIONES Y UN DISPOSITIVO PARA LLEVAR A CABO EL METODO.
(01/09/2000) LA PRESENTE INVENCION SE REFIERE A UN METODO PARA LA PRODUCCION DE UN CUERPO TUBULAR MOLDEADO POR SOPLADO DE MULTIPLES DIMENSIONES SEGUN LAS ETAPAS SIGUIENTES: A) EXTRUSION DE UN COMPONENTE TUBULAR CERRADO POR LA PARTE DELANTERA MEDIANTE LA INYECCION DE UN GAS DENTRO DEL COMPONENTE TUBULAR Y ACOPLAMIENTO DEL COMPONENTE TUBULAR A UNA UNIDAD DE CONFORMACION , B) DEPOSICION DEL COMPONENTE TUBULAR CONFORMADO, EN EL ESTADO PLASTICO, SOBRE UN PARTE DE UN MEDIO MOLDE DE ALTO NIVEL , C) DESCENSO LIBRE DE UNA PARTE DEL COMPONENTE TUBULAR SOBRE UNA PARTE DE MEDIO MOLDE DE NIVEL BAJO , COLOCADA A UN NIVEL INFERIOR AL DE LA PARTE DE MEDIO MOLDE DE NIVEL ALTO , D) CIERRE DEL MEDIO MOLDE Y MOLDEO POR SOPLADO. LA INVENCION TAMBIEN…
APARATO Y PROCEDIMIENTO DE MOLDEO POR INYECCION, ESTIRADO Y SOPLADO.
(01/09/2000) UN APARATO DE MOLDEO POR SOPLADO-INYECCION CON ESTIRADO QUE TIENE UNA SECCION DE MOLDEO POR INYECCION Y UNA ESTACION DE MOLDEO POR SOPLADO , CON UNA ESTACION DE TRANSFERENCIA COLOCADA ENTRE ELLAS. LA ESTACION DE MOLDEO POR INYECCION TIENE UNA SECCION DE MOLDEO POR INYECCION QUE MOLDEA PREFORMAS Y UNA ESTACION DE DESMOLDEO PARA DESMOLDEAR LAS PREFORMAS DE UN MOLDE DE NUCLEOS DE INYECCION. LA ESTACION DE MOLDEO POR SOPLADO LLEVA A CABO UNA TRANSFERENCIA CIRCULANTE DE LOS MIEMBROS DE TRANSPORTE QUE SOPORTAN LAS PREFORMAS Y, EN LA SECCION DE MOLDEO POR SOPLADO , LAS PREFORMAS SON MOLDEADAS POR SOPLADO EN UNOS RECEPTACULOS . LA ESTACION DE TRANSFERENCIA TIENE UN MECANISMO DE RECEPCION 54 QUE RECIBE…
APARATO Y METODO PARA MOLDEAR POR SOPLADO APARATOS TRIDIMENSIONALES.
(01/07/2000) UN APARATO PARA MOLDEAR POR SOPLADO UN ARTICULO CURVO EN TRES DIMENSIONES, QUE CONSTA DE DOS PARTES DE MOLDE DESPLAZABLES HORIZONTALMENTE QUE, CUANDO SE ENCUENTRAN EN CONTACTO ENTRE SI, DEFINEN UNA CAVIDAD DE MOLDE CURVADA EN TRES DIMENSIONES PARA COINCIDIR CON EL ARTICULO REQUERIDO. UNA CABEZA DE EXTRUSION EXTRUYE UN PARISON DE MATERIAL DE RESINA SINTETICA EN LA CAVIDAD DE MANERA QUE DESCIENDA A TRAVES DEL EXTREMO INFERIOR DE LA MISMA. DURANTE ESTE PROCESO, UN RPIMER FLUJO DE AIRE SE ALIMENTA A TRAVES DE LAS ABERTURAS EN UNA CUBIERTA Y PASA A TRAVES DE LA CAVIDAD DE MOLDE ALREDEDOR DEL LADO EXTERIOR DEL PARISON PARA FACILITAR EL PASO DEL MISMO HACIA EL EXTREMO INFERIOR. ADEMAS, UN SEGUDO FLUJO DE AIRE SE ALIMENTA A TRAVÑES DEL INYECTOR EN LA CABEZA DE EXTRUSION HASTA EL INTERIOR…
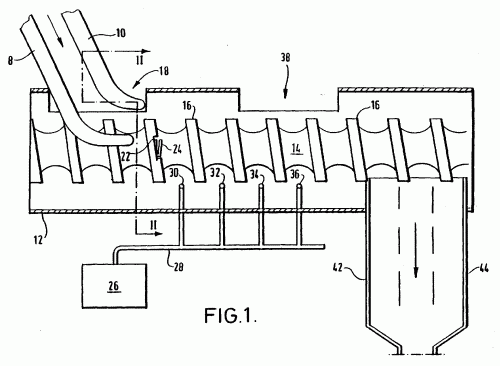
METODO Y APARATO PARA TRANSPORTAR PLASTICOS EN UN ESTADO FUNDIDO.
(16/02/2000). Solicitante/s: SCHWOCHERT INC. Inventor/es: SCHWOCHERT, HANS.
SE PRESENTAN UN METODO Y UN APARATO PARA EL TRANSPORTE DE PARISONES DESDE UNA MATRIZ DE EXTRUSION A UN SEGUNDO LUGAR. EL PARISON SE EXTRUYE Y HAY UN ELEMENTO DE COLLAR QUE ENTRA EN CONTACTO CON EL PARISON POR LA PARTE CERCANA A SU EXTREMO SUPERIOR Y CREA UNA GEOMETRIA DE SUJECION CON LO QUE EL ELEMENTO DE COLLAR RETIENE AL PARISON SIN CONTRAERLO. A CONTINUACION EL PARISON ES TRANSPORTADO VERTICAL U HORIZONTALMENTE A LA UNIDAD DE MOLDEO SIN CERRAR O CONTRAER EL PARISON. LA GEOMETRIA DE SUJECION SE CREA A BASE DE DEFORMAR LIGERAMENTE LA PARED DEL PARISON POR LA PARTE CERCANA AL ELEMENTO DE COLLAR. DE ESTE MODO EL PARISON ES TRANSPORTADO AL SEGUNDO LUGAR, A, POR EJEMPLO, UNA UNIDAD DE MOLDEO, EN LUGAR DE TENER QUE LLEVAR LA UNIDAD DE MOLDEO AL PARISON.
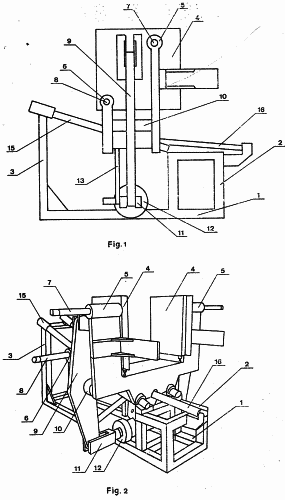
MAQUINA MOLDEADORA DE PREFORMAS POR SOPLADO.
(16/02/2000). Ver ilustración. Solicitante/s: UROLA, S. COOP. LTDA. Inventor/es: ORMAZABAL ORMAZABAL,IBON IGNACIO.
Máquina moldeadora de preformas por soplado que comprende un carrusel sinfín dotado simultáneamente de un tramo de accionamiento continuo y otro de accionamiento intermitente y produciéndose las transiciones directa o inversa entre dichos accionamientos continuo e intermitente mediante una controlada variación, de la interdistancia entre una pluralidad de carros que son los elementos unitarios que están enlazados en la constitución de dicho carrusel sinfín y estos carros incorporan un soporte en el que reciben dichas preformas y esta enlazado con los sucesivos mediante un brazo longitudinal con sendos puntos de articulación encarrilados en un primer carril longitudinal de anchura menor que abarca todo el recorrido del sinfín y un segundo carril longitudinal de mayor anchura que abarca solamente la parte del sinfín de accionamiento discontinuo, que en un carro van interdistanciados en longitud efectiva de dichos brazosi.
TUBERIA PARA LIQUIDO REFRIGERANTE.
(16/11/1999) LA INVENCION SE REFIERE A UNA CONDUCCION DE LIQUIDO DE ENFRIAMIENTO CON MOLDEO DE SOPLADO A PARTIR DE MULTIPLES CAPAS DE POLIMERO CON ALTA RESISTENCIA A PRESION DE REVENTADO E HIDROLISIS PARA MOTORES, EN PARTICULAR MOTORES DE VEHICULO. SE HA DETERMINADO, QUE LAS CONDUCCIONES ESTRATIFICADAS DE ESTE TIPO DISPONEN DE FORMA SORPRENDENTE DE UNA APLICACION ADECUADA CON UNA COMBINACION DE CAPAS ACTIVAS DE FORMA DIFERENTE CON DISTINTO ESPESOR A PARTIR DE POLIMEROS APROPIADOS, POR EJEMPLO CON UNA CAPA INERTE PARA EL MEDIO DE ENFRIAMIENTO, CON UNA CAPA INTERNA NO HINCHABLE Y UNA CAPA EXTERIOR RIGIDA, PORTADORA, RESISTENTE DE FORMA ESPECIAL A PRESION DE REVENTADO,…
APARATO PARA MANEJAR Y/O LIMPIAR ARTICULOS TUBULARES.
(01/11/1999). Solicitante/s: COCA-COLA & SCHWEPPES BEVERAGES LIMITED. Inventor/es: CAREY, ROGER.
EL APARATO COMPRENDE UN CILINDRO QUE ALOJA UNA ESPIRAL GIRATORIA . LAS PROFORMAS TUBULARES SON SUMINISTRADAS AL INTERIOR DEL CILINDRO EN UN ESTADO VERTICAL Y SON DESPLAZADAS A LO LARGO DEL CILINDRO MEDIANTE UNA ALETA DE LA ESPIRAL. UN MUELLE MONTADO SOBRE LA ALETA ENGANCHA CADA PROFORMA Y LA DA LA VUELTA. LAS PROFORMAS INVERTIDAS SON IMPULSADAS ENTONCES SOBRE UNA SERIE DE BOQUILLAS QUE DESCARGAN GAS IONIZADO PARA LIMPIAR LAS PROFORMAS DE VIRUTAS. ENTONCES, LAS PROFORMAS SE DESCARGAN.
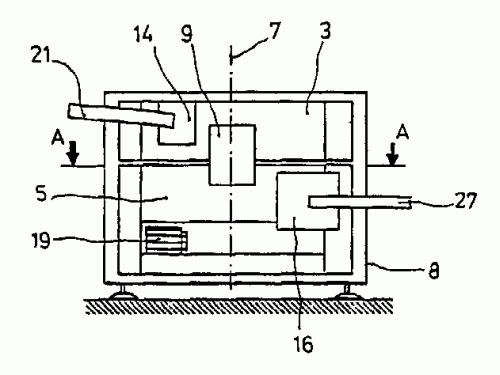
MAQUINA DE MOLDEO POR INYECCION.
(16/04/1999) LA INVENCION SE REFIERE A UNA MAQUINA DE MOLDEO POR INYECCION CON UNA HERRAMIENTA DE MOLDEO POR INYECCION QUE COMPRENDE AL MENOS UN MOLDE MACHO Y UN MOLDE HEMBRA. INMEDIATAMENTE AL LADO DE LA HERRAMIENTA DE MOLDEO POR INYECCION SE SITUA UNA HERRAMIENTA DE MOLDEO POR SOPLADO . ENTRE LA HERRAMIENTA DE MOLDEO POR INYECCION Y LA HERRAMIENTA DE MOLDEO POR SOPLADO SE SITUA UN ELEMENTO DE AGARRE PARA TRANSFERENCIA QUE TRANSFIERE UNA PREFORMA DE LA HERRAMIENTA DE MOLDEO POR INYECCION A LA HERRAMIENTA DE MOLDEO POR SOPLADO . EL ELEMENTO DE AGARRE PARA TRANSFERENCIA ESTA SINCRONIZADO EN SU MOVIMIENTO CON LOS MOVIMIENTOS DE APERTURA Y CIERRE DE LA HERRAMIENTA DE MOLDEO POR INYECCION Y LA HERRAMIENTA DE MOLDEO POR SOPLADO , DE TAL FORMA QUE EL ELEMENTO DE AGARRE PARA TRANSFERENCIA ENTRA EN LA…
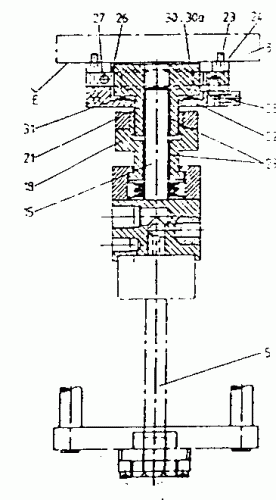
DISPOSICION DE SUJETAR UN MANDRIL DE SOPLADO DE UNA MAQUINA DE SOPLADODE PIEZAS HUECAS.
(16/03/1999). Ver ilustración. Solicitante/s: W. MULLER GMBH. Inventor/es: BAKRI, FARID.
DISPOSICION DE SUJETAR UN MANDRIL DE SOPLADO DE UNA MAQUINA DE SOPLADO DE PIEZAS HUECAS, ESTANDO UNIDO EL PORTAMANDRIL DE SOPLADO QUE ALOJA EL MANDRIL CON UNA PIEZA DE INSERCION DE LA CAJA SOPORTADA DE MANERA MOVIL LIMITADA HACIA TODOS LOS LADOS EN UN PLANO E DE AJUSTE EN UNA CAJA, Y PUDIENDO MEDIANTE UNA DISPOSICION DE SUJECION REPRESENTADA POR UNA HORQUILLA DE SUJECION SOBRE LA QUE PUEDE ACTUAR UN ACCIONAMIENTO TENSOR. EL APOYO DE LA PIEZA DE INSERCION RESPECTO A LA PLACA DE SOPORTE Y RESPECTO A LA CAJA SE EFECTUA MEDIANTE LA INTERCALACION DE COJINETES CON POCA FRICCION, ESTANDO DISPUESTOS HACIA LA PLACA DE SOPORTE DE MANERA FLOTANTE UNOS DISCOS DE DESLIZAMIENTO, MIENTRAS QUE HACIA EL FONDO DE LA CAJA SE EFECTUA UN APOYO MEDIANTE UN RODAMIENTO DE BOLAS DE ESCASA FRICCION.
METODO PARA EL MOLDEADO POR SOPLADO DE ESTIRAMIENTO A INYECCION DEL POLIETILENO.
(01/02/1999) SE PRESENTA UN NUEVO METODO PARA HACER POSIBLE EL MOLDEADO POR SOPLADO DE ESTIRAMIENTO EN UNA BANDA DE TEMPERATURA PREFERIBLE PARA EL POLIETILENO, CAPAZ DE LIBERARSE A UNA TEMPERATURA SUPERFICIAL ADECUADA TANTO PARA LA LIBERACION DE UNA PROFORMA COMO PARA EL SUBSECUENTE MOLDEADO POR SOPLADO DE ESTIRAMIENTO, DESCONECTANDO EL TROQUEL DE NUCLEO Y LA PROFORMA CON ANTELACION MEDIANTE EL USO DE LA PRESION DE UN GAS. ESTO PARA EL MOLDEADO A INYECCION DE UNA PROFORMA PREDETERMINADA LLENADO UN MOLDE DE INYECCION CON POLIETILENO FUNDIDO, LIBERANDO LA PROFORMA DE LA CAVIDAD DEL TROQUEL DEL MOLDE DE INYECCION MIENTRAS UNA PARTE…
APROVECHAMIENTO MULTIPLE DE AIRE DE SOPLADO.
(01/05/1998) EL PROCEDIMIENTO SIRVE PARA LA FORMACION DE UN RECIPIENTE A BASE DE MATERIAL SINTETICO TERMOPLASTICO. DESPUES DE UN TEMPERADO SE GUIA EL MATERIAL EN BRUTO DE PRECONFORMADO A UNA ESTACION DE SOPLADO, QUE MUESTRA UN MOLDE DE SOPLADO, QUE ESTA PREVISTO PARA LA FORMACION DEL CONTORNO DEL RECIPIENTE . EN EL MOLDE DE SOPLADO SE APLICA EL MATERIAL EN BRUTO TEMPERADO. MEDIANTE LA AFLUENCIA DE AIRE DE SOPLADO A ALTA PRESION SE ABOCARDA EL MATERIAL EN BRUTO. SE REALIZA ADICIONALMENTE AL MENOS UN OTRO PASO DE TRABAJO NEUMATICO CON AIRE DE PRESION REDUCIDA, QUE PROCEDE DE UN ABASTECIMIENTO DE AIRE DE PRESION…
INSTALACION DE FABRICACION DE RECIPIENTES POR SOPLADO DE FORMAS EN BRUTO DE MATERIAL PLASTICO.
(16/12/1997). Solicitante/s: SIDEL SOCIETE ANONYME. Inventor/es: VALLES, THIERRY, SIDEL S.A.
LA INVENCION SE REFIERE A UNA INSTALACION DE FABRICACION DE RECIPIENTES , TALES COMO BOTELLAS, BOTES, O CUALQUIER OTRO TIPO DE CUERPO HUECO DISPUESTOS EN LA PERIFERIA DE UN CARRUSEL, SE CARACTERIZA EN QUE LOS MOLDES SON DE TIPO CARPETA Y QUE COMPRENDEN CADA UNO AL MENOS DOS CAVIDADES DE MOLDEO. COMPRENDE UN DISPOSITIVO DE ARRASTRE Y DE MANTENIMIENTO DE LAS PREFORMAS SOBRE UN ENCAMINAMIENTO A LO LARGO DEL CUAL ESTAN DISPUESTOS MEDIOS DE ACONDICIONAMIENTO TERMICO Y EN EL QUE LA SEPARACION ENTRE LOS EJES LONGITUDINALES DE LAS DOS PREFORMAS SUCESIVAS ES INFERIOR AL QUE HAY ENTRE LOS EJES LONGITUDINALES DE DOS CAVIDADES ADYACENTES DE UN MISMO MOLDE, Y MEDIOS (5A) DE MODIFICACION DE LA SEPARACION DE LAS PREFORMAS ENTRE EL DISPOSITIVO DE ARRASTRE Y UN MOLDE.
DISPOSITIVO DE INTERCAMBIO DE MOLDES PARA UN APARATO DE MOLDEO POR SOPLADO.
(01/08/1997). Solicitante/s: KURATA CORPORATION. Inventor/es: SETO, YASUHIRO, NAKASHIMA, HITOSHI, SHIRAISHI, TOSHIYUKI.
LOS MOLDES SON INTERCAMBIADOS A BASE DE MOVER UN TRANSPORTADOR CARGADO CON UN SOPORTE COLOCADO ENTRE EL LUGAR DEBAJO DE UNA POSICION DE AJUSTE DEL MOLDE DE UN APARATO DE MOLDEO POR SOPLADO Y LA POSICION DE ENTRADA Y SALIDA DE TRANSPORTE DEL MOLDE. EL SOPORTE PARA SOPORTAR EL MOLDE TIENE UN ELEMENTO DE SOPLADO DE AIRE QUE PERMITE QUE EL AIRE ENTRE EN UNA MASA DE VIDRIO PASTOSA DURANTE EL MOLDEO.
PUNZON PARA INYECCION-SOPLO DE UN CUERPO HUECO Y MAQUINA UTILIZANDO TAL PUNZON.
(16/12/1995). Solicitante/s: KERPLAS SNC. Inventor/es: TREBOT, ALAIN.
LA INVENCION CONCIERNE A UN PUNZON PARA INYECCION-SOPLO DE UN OBJETO HUECO, EN MATERIAL PLASTICO TENIENDO UN CUERPO CILINDRICO HUECO INCLUYENDO UNA PARTE DE EMPALME (A) A UNA MAQUINA PARA INYECTAR-SOPLAR, PROLONGADA AXIALMENTE POR UNA PARTE DE POSICIONAMIENTO (B) EN LA PARED DE UN MOLDE ASOCIADO DE LA MAQUINA, LA CUAL ESTA PROLONGADA AXIALMENTE POR UNA PARTE DE SOPLADO (C) DESTINADA A SER RECIBIDA EN LA CAVIDAD DEL MOLDE. EL PUNZON INCLUYE LOS PRIMEROS MEDIOS DE SOPLADO INTERMITENTE A TRAVES DE UNA PRIMERA ABERTURA DE SOPLADO DE UNA MASA DE VIDRIO, PREVIAMENTE INYECTADA ALREDEDOR DE LA PARTE DE SOPLADO (C). LOS PRIMEROS MEDIOS ESTAN SITUADOS EN EL CUERPO HUECO . EL PUNZON INCLUYE, SITUADOS EN EL CUERPO HUECO , DOS SEGUNDOS MEDIOS DE SOPLADO INTERMITENTE A TRAVES DE UNA SEGUNDA ABERTURA DE SOPLADO, LAS PRIMERAS Y SEGUNDAS ABERTURAS SON DISTINTAS Y ESTAN ESPACIADAS AXIALMENTE LA UNA DE LA OTRA.
DISPOSITIVO DE TRANSPORTE DE PREFORMAS DISPUESTO PARA PREFORMAS ENCAJADAS UNAS EN OTRAS.
(01/03/1995). Solicitante/s: SIDEL. Inventor/es: DOUDEMENT, GERARD, DULONG, ALAIN.
DISPOSITIVO DE TRANSPORTE DE PREFORMAS DESTINADAS A LA FABRICACION DE CUERPOS HUECOS DE MATERIAL SINTETICO, TALES COMO BOTELLAS O SIMILARES, QUE COMPRENDE UNA VIA DE ENCAMINAMIENTO QUE TIENE DOS CORREDERAS SENSIBLEMENTE PARALELAS Y DISPUESTAS DE TAL MANERA QUE UNA PERPENDICULAR COMUN A LAS DOS CORREDERAS ESTE SENSIBLEMENTE HORIZONTAL , PRESENTANDO DICHAS PREFORMAS UNA CABEZA ALARGADA RESPECTO DE AL MENOS UNA PARTE DE SU CUERPO Y ESTANDO SOSTENIDAS POR SU CABEZA; COMPRENDE MEDIOS DE ELIMINACION DE PREFORMAS ENCAJADAS UNAS EN OTRAS DE MANERA INDESEABLE, DICHOS MEDIOS DE ELIMINACION COMPRENDEN MEDIOS DE DESEQUILIBRADO APTOS PARA TRASLADAR EL CENTRO DE GRAVEDAD DE LAS PREFORMAS DE MANERA TAL QUE UNA VERTICAL QUE PASA POR EL CENTRO DE GRAVEDAD DE UN CONJUNTO DE PREFORMAS ENCAJADAS PASA POR EL EXTERIOR DE UNA DE LAS CORREDERAS Y QUE ESTE CONJUNTO DE PREFORMAS ENCAJADAS ESTE DESEQUILIBRADO Y CAE DESDE LAS CORREDERAS.
MAQUINA DE MOLDEO POR SOPLADO CON DOS ESTACIONES DE CALIBRADO.
(16/02/1995) EN UNA MAQUINA DE MOLDEO POR SOPLADO CON DOS ESTACIONES DE CALIBRADO DISPUESTAS EN LOS DOS LADOS DE UN EXTRUSIONADOR, QUE ESTAN MONTADAS A LO LARGO DE UN PLANO CENTRAL LONGITUDINAL COMUN POSITIVO DE TRANSPORTE POR MEDIO DEL CUAL UN CUERPO HUECO MOLDEADO POR SOPLADO EN LAS ESTACIONES DE CALIBRADO SE TRANSPORTA HASTA LAS ESTACIONES DE PROCESADO POSTERIOR, COMO UNA MASCARA DE TRANSPORTE MOVIL DESPLAZABLE ALEJANDOSE Y ACERCANDOSE A UN PLANO DE TRANSPORTE (17') QUE DISCURRE A UNA DISTANCIA LATERAL DEL PLANO CENTRAL LONGITUDINAL DE LA MAQUINA DE SOPLADO Y PARALELO A ESTA, QUE ESTA FORMADO COMO UNA MITAD DEL MOLDE DE SOPLADO, EL CUAL TIENE ABERTURAS DE ACEPTACION …
MAQUINAS DE TRANSFORMACION PLASTICOS Y PROCEDIMIENTO PARA EL CAMBIO RAPIDO DE EQUIPO.
(01/12/1994). Solicitante/s: MAUSER-WERKE GMBH. Inventor/es: WURZER, ERNST.
PARA UNA MAQUINA DE TRANSFORMACION DE PLASTICOS, ESPECIALMENTE UNA MAQUINA DE MOLDEO POR SOPLADO SE PROPONE, PARA REDUCIR LOS TIEMPOS DE PARADA DE LA MAQUINA Y DE INTERRUPCION DE LA PRODUCCION, UN PROCEDIMIENTO Y LAS CORRESPONDIENTES MEDIDAS CONSTRUCTIVAS PARA EL CAMBIO RAPIDO DE UN PRIMER MOLDE DE PRODUCTO, P.EJ. UN BARRIL DE 220 L, A UN SEGUNDO MOLDE DE PRODUCTO P.EJ. UN BIDON DE 60 L. ESTO SE CONSIGUE DEJANDO LAS MITADES DEL MOLDE DEL PRIMER MOLDE DE PRODUCTO EN LAS PLACAS DE SUJECION DEL MOLDE Y SUJETANDO LAS MITADES DEL SEGUNDO MOLDE DE PRODUCTO SOBRE LAS MITADES DE MOLDE RESTANTES DEL PRIMER MOLDE DE PRODUCTO.
APARATO PARA LA PRODUCCION DE ARTICULOS DE PLASTICO HUECO.
(16/04/1994). Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: DELFER III, FRANK WILLIAM.
EL APARATO INCLUYE UNA LAMINA PORTADORA QUE COOPERA CON UNA MAQUINA DE MOLDEADO A INYECCION Y QUE TIENE AL MENOS DOS CONJUNTOS DE CAVIDADES PARA ENFRIAR LOS ARTICULOS DE PLASTICO HUECO, CON EL NUMERO DE CAVIDADES CORRESPONDIENDOSE A UN MULTIPLO DE AL MENOS DOS VECES EL NUMERO DE ARTICULOS DE PLASTICO HUECO PRODUCIDOS EN UN CICLO DE MOLDEADO A INYECCION. EL APARATO TAMBIEN INCLUYE MEDIOS PARA ALINEAR UN CONJUNTO DE DICHAS CAVIDADES DE LA PLANCHA PORTADORA PARA YUXTAPONER DICHO CONJUNTO DE CAVIDADES CON LOS ARTICULOS DE PLASTICO HUECO FORMADOS DE UN CICLO DE MOLDEADO A INYECCION, Y MEDIOS PARA TRANSFERIR DICHOS ARTICULOS DE PLASTICO DHUECO HACIA DICHAS CAVIDADES YUXTAPUESTAS.
PRENSA PARA FABRICACION DE OBJETOS DE PLASTICO POR SOPLADO.
(01/04/1994). Ver ilustración. Solicitante/s: BORT PEÑALVER, M. BEGOÑA.
PRENSA PARA FABRICACION DE OBJETOS DE PLASTICO POR SOPLADO, CARACTERIZADO POR ESTAR CONSTITUIDA POR UNA BANCADA, EN LA QUE SE MONTA EN SU ZONA CENTRAL, Y TRANSVERSALMENTE UN PAR DE PLATOS ENFRENTADOS Y SIMETRICOS PARA SUJECION DEL MOLDE, CUYOS PLATOS SE MUEVEN SEPARANDOSE O ACERCANDOSE, GUIADOS POR UNAS BARRAS TRANSVERSALMENTE DISPUESTAS QUE SE INTRODUCEN EN CASQUILLOS ADECUADOS EXISTENTES EN EL SOPORTE DE LOS PLATOS.
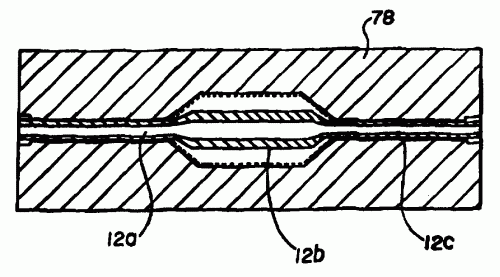
RECIPIENTE PLASTICOS DE VARIAS CARGAS PREPARADAS MEDIANTE COEXTRUSIONES DE FORMA INSUFLADAS.
(16/03/1994). Solicitante/s: DAIMLER-BENZ AKTIENGESELLSCHAFT. Inventor/es: SCHEURENBRAND, DIETER, WAWRA, HELMUT, DR.
LA RESISTENCIA DE LA COSTURA DE LOS RECIPIENTES PLASTICOS PREPARADOS MEDIANTE COEXTRUSIONES DE FORMA INSUFLADAS Y EQUIPADOS CON UNAS CAPAS DE DIFUSION NO UTILIZADAS COMO CAPAS DE SOPORTE, NO SATISFACE LAS REIVINDICACIONES LLEVADAS. PARA MEJORAR LA RESISTENCIA DE LA COSTURA SE CONFORMA A LA MISMA COMO COSTURA NERVADA QUE SE PLEGA EN FORMA DE LABERINTO O DE MEANDRO Y SE SUELDAN LOS PLIEGUES.
INSTALACION DE FABRICACION DE CUERPOS HUECOS DE PLASTICO A PARTIR DE PREFORMADOS, EQUIPADA CON ELEMENTOS DE BASCULAMIENTO DE DICHOS PREFORMADOS.
(16/02/1994) INSTALACION PARA LA FABRICACION DE CUERPOS HUECOS DE PLASTICO A PARTIR DE PREFORMADOS QUE PRESENTAN UN EXTREMO CERRADO Y UN EXTREMO ABIERTO QUE FORMA EL GOLLETE, QUE CONSTA DE UN TRANSPORTADOR PROVISTO DE SOPORTES PARA LOS PREFORMADOS QUE SE DESPLAZAN SEGUN UNA TRAYECTORIA PREDETERMINADA (T), ESTANDO DISPUESTOS ESTOS SOPORTES UNO A CONTINUACION DE OTRO Y SIENDO APTOS PARA PIVOTAR EN UNA ZONA ANGULAR DADA POR LA ACCION DE LOS ELEMENTOS DE CONTROL DE BASCULAMIENTO DE FORMA QUE LOS PREFORMADOS PUEDAN SER LLEVADOS A UNA POSICION FINAL DIFERENTE DE SU POSICION INICIAL, CONSTANDO DICHOS ELEMENTOS DE CONTROL DE: UNA PIEZA DE GUI ALARGADA Y FIJA QUE FORMA UNA…
CADENA AUTOMATIZADA DE FABRICACION DE CUERPOS HUECOS DE PLASTICO.
(01/08/1993). Solicitante/s: A.D.S. S.A. Inventor/es: DI SETTEMBRINI, ANTOINE.
EL INVENTO SE REFIERE A UNA CADENA AUTOMATIZADA DE FABRICACION DE CUERPOS HUECOS A PARTIR DE PREFORMADOS TERMOPLASTICOS TUBULARES PROVISTOS, CADA UNO DE ELLOS EN UN EXTREMO ABIERTO, DE UN ANILLO Y, EVENTUALMENTE, DE UN CONTRA-ANILLO, Y QUE CONSTA DE AL MENOS UN APARATO DE ALIMENTACION DE LOS PREFORMADOS, UN APARATO DE CALENTAMIENTO DE LOS PREFORMADOS Y UN APARATO DE MOLDEO POR INSUFLACION DE LOS PRODUCTOS ACABADOS. LA CADENA, SEGUN EL INVENTO, SE CARACTERIZA PORQUE LOS APARATOS SE INSTALAN DE FORMA TAL QUE DICHOS PREFORMADOS SE TRANSPORTAN AL MENOS DESDE EL APARATO DE ALIMENTACION HASTA AL MENOS LA SALIDA DEL APARATO DE CALENTAMIENTO , PASANDO POR EL INTERIOR DE DICHO APARATO DE CALENTAMIENTO, MEDIANTE AL MENOS UN PAR DE RAILES POR LOS CUALES CADA PREFORMADO SE DESLIZA POR EL ANILLO Y/O ELCONTRA-ANILLO DE LOS CUALES DICHA INSTALACION ESTA DOTADA, GIRANDOSE SU EXTREMO ABIERTO HACIA ARRIBA. EL INVENTO SE REFIERE A LA VEZ, Y MAS CONCRETAMENTE, AL APARATO DE CALENTAMIENTO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}