CIP-2021 : B29C 55/22 : de tubos.
CIP-2021 › B › B29 › B29C › B29C 55/00 › B29C 55/22[1] › de tubos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad).
B29C 55/22 · de tubos.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la producción de tubos de polietileno reticulados con peróxido en una línea de extrusión.
(05/06/2019). Solicitante/s: INOEX GMBH. Inventor/es: Schmuhl,Jörg,Prof. Dr, DETERS,MARTIN.
Procedimiento para la producción de tubos de polietileno reticulados con peróxido en una línea de extrusión con una extrusora, un horno de reticulación y un extractor, sometiéndose el tubo extruido a un estiramiento y presentando el horno de reticulación un primer tramo de calentamiento que va desde su entrada hasta su rodillo de desviación accionado y un segundo tramo de calentamiento que va desde el rodillo de desviación hasta su salida, caracterizado por que el estiramiento (S1) en el primer tramo de calentamiento (A) y el estiramiento (S2) en el segundo tramo de calentamiento (B) se monitorizan y se regulan de tal manera que el estiramiento necesario del tubo tiene lugar principalmente en el primer tramo de calentamiento (A) y el estiramiento (S2) del tubo en el segundo tramo de calentamiento (B) se regula a 0.
PDF original: ES-2715607_T3.pdf
Dispositivo cónico que se puede implantar y métodos para fabricar tales dispositivos.
(06/02/2019) Un método para fabricar un artículo cónico que se puede implantar que tiene una parte cónica comprimida longitudinalmente que comprende:
formar una parte cónica que tiene una primera longitud más larga en un miembro tubular de ePTFE estirando el miembro de ePTFE sobre un primer mandril que tiene un segmento de longitud de diámetro más pequeño, un primer, segmento de longitud cónica más grande y un segmento de longitud de diámetro más grande, en el que el miembro tubular de ePTFE tiene inicialmente un diámetro igual o ligeramente menor que el diámetro del segmento de longitud de diámetro más pequeño…
Injertos tubulares de politetrafluoroetileno radialmente expansibles y método de producción de los mismos.
(05/10/2016) Método de producción de un miembro alargado de politetrafluoroetileno (PTFE) expandible laminado que es radialmente expansible a al menos 7 veces su diámetro no expandido mediante una presión de menos de 6 atmósferas, comprendiendo el método las etapas de:
seleccionar un material de PTFE con un peso molecular medio de aproximadamente 120 millones y un tamaño medio de partícula en un intervalo de desde aproximadamente 350 hasta aproximadamente 750 micras (μm);
proporcionar una mezcla del PTFE y un lubricante;
comprimir la mezcla para formar una lámina de extrusión comprimida;
extruir la lámina como hebras extruidas para formar tubos de PTFE;
conformar las hebras extruidas como tramos de tubo;
secar las hebras extruidas;
expandir cada tramo de tubo a una velocidad de deformación…
Manguera flexible extensible, y procedimiento y línea de producción para fabricar continuamente la misma.
(10/08/2016) Una manguera flexible extensible para transportar líquidos, particularmente agua, que comprende:
- al menos una capa interior hecha de un primer material polimérico elástico;
- al menos una capa exterior hecha de un segundo material polimérico elástico;
- al menos una capa de refuerzo textil interpuesta entre dicha al menos una capa interior y al menos una capa exterior ;
en la que dicha al menos una capa interior y al menos una capa exterior se acoplan recíprocamente para formar un elemento tubular unitario , estando dicha al menos una capa de refuerzo textil incrustada en el mismo ;
en la que dicho elemento tubular unitario tiene una elasticidad tal como para elongarse y alargarse automáticamente tras la presión de trabajo dada por el líquido que fluye a través del mismo para aumentar…
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS DE USO MEDICO.
(01/07/2004) Procedimiento para fabricar un tubo de uso médico que comprende los pasos consistentes en: - disponer un material seleccionado entre el grupo consistente en homopolímeros de etileno y copolímeros de etileno, obteniéndose los copolímeros de etileno mediante copolimerización de etileno con un comonómero seleccionado entre el grupo consistente en olefinas de alquilo inferior, ésteres de alquilo inferior de un ácido carboxílico y ésteres de alqueno inferior de un ácido carboxílico, teniendo el alquilo inferior y el alqueno inferior de 3 a 18 átomos de carbono en cada caso, o mezclas de ellos; - disponer una extrusora con una boquilla de extrusión; - extruir el material formando un tubo de uso médico; - disponer…
PROCEDIMIENTO PARA EL TRATAMIENTO DE TUBOS DE PROTECCION.
(01/02/2002). Solicitante/s: RELATS, S.A.. Inventor/es: RELATS CASAS, PERE, RELATS MANENT,JORDI.
Procedimiento para el tratamiento de tubos de protección Los tubos de protección están formados por hilos monofilamento de material plástico trenzados, pudiéndose incorporar hilos de múltiples filamentos y/o hilos de material texturizado. Se caracteriza por el hecho de que el tubo se calienta y se somete a una tensión longitudinal durante un periodo de tiempo predeterminado. Dicho tubo también puede impregnarse de resina antes del calentamiento y aplicación de la tensión longitudinal. Al aplicarse tensión en el momento del tratamiento térmico se consigue ajustar el diámetro interior del tubo a un diámetro deseado. De esta forma, después del tratamiento se consigue un tubo que se ajusta a una gama de diámetros comprendida entre el diámetro original del tubo y el diámetro que se consigue después del tratamiento.
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE UN TUBO DE PLASTICO Y TUBO DE PLASTICO.
(16/10/2000). Solicitante/s: UPONOR INNOVATION AB. Inventor/es: JARVENKYLA, JYRI, LUNDQUIST, YNGVE.
LA INVENCION SE REFIERE A UN METODO Y UN APARATO PARA OBTENER UN TUBO DE PLASTICO, Y A UN TUBO DE PLASTICO. TUBERIAS GASTADAS SE RECUBREN FRECUENTEMENTE MEDIANTE TUBOS DE PLASTICO, QUE CON FRECUENCIA TIENEN UNA FACULTAD DE RETENCION TAL QUE SE EXPANDEN AL CALENTARSE. DE CONFORMIDAD CON LA INVENCION, ESTA FACULTAD DE RETENCION SE OBTIENE HACIENDO QUE SE PRODUZCA UNA REACCION DE RETICULACION EN MATERIAL PLASTICO EN MEDIO DE FORMACION DE TUBOS, Y PASANDO A CONTINUACION EL TUBO DE PLASTICO, MIENTRAS TODAVIA PERMANECE CALIENTE, DENTRO DE UN MOLDE DE CONTRACCION . CUANDO EL TUBO ESTA TODAVIA EN ESTADO PLASTICO, PUEDE ACANALARSE, SI SE DESEA, EN UN DISPOSITIVO PRODUCTOR DE CORRUGACIONES , POSICIONADO DESPUES DEL MOLDE DE CONTRACCION . EL TUBO PUEDE ESTAR CIRCUNDADO POR UN TEJIDO COMO DE MANGUERA.
PROCEDIMIENTO PARA FABRICAR ARTICULOS TUBULARES CON EXTREMO FORMADO Y DE PAREDES FINAS DE ELASTOMEROS TERMOPLASTICOS.
(01/10/2000). Solicitante/s: ORTHO- MCNEIL, INC. Inventor/es: MILLER, ROBERT, G., TANKOVITZ, OSKAR, T., MILLER, WILLIAM, C.
SE DESCRIBE UN PROCEDIMIENTO PARA ESTIRAR, CON ASISTENCIA DE TACO, ARTICULOS TUBULARES DE EXTREMOS CERRADOS Y PAREDES DELGADAS DE ELASTOMERO TERMOPLASTICO ASI COMO UN ELASTOMERO TERMOPLASTICO Y APARATO PARA EL PROCEDIMIENTO. DE ACUERDO CON EL PROCEDIMIENTO, UN TACO EXTENSIBLE DENTRO DE LA CAVIDAD DEL MOLDE SE EMPLEA CONCURRENTEMENTE CON UN DIFERENCIAL DE PRESION DE AIRE VARIABLE A TRAVES DE LAS CARAS DE LA PREFORMA PARA POLARIZAR EL FLUJO DEL ARTICULO AXIALMENTE ESTIRADO A LO LARGO DE LA LONGITUD DEL MOLDE TUBULAR Y SEPARADO DE LAS PAREDES DEL MOLDE. EN UN PUNTO DONDE EL ARTICULO ESTA SUSTANCIALMENTE ESTIRADO LA LONGITUD DEL MOLDE TUBULAR, SE EVACUA EL MOLDE Y SE FORMA FINALMENTE EL ARTICULO CONTRA LA PAREDES DEL MOLDE. TALES ARTICULO SE EMPLEAN UTILMENTE COMO PRESERVATIVOS O GUANTES.
CONTENEDOR DE MATERIAL PLASTICO ORIENTABLE Y METODO DE PRODUCCION DEL MISMO.
(16/09/1999) UN RECEPTACULO DE UN MATERIAL DE PLASTICO ORIENTABLE QUE CONSTA DE UNA PORCION DE BOQUILLA , UN CUERPO DEL RECEPTACULO , UNA PORCION INFERIOR Y UNA PORCION DE CONEXION DISPUESTA ENTRE LA PORCION DE BOQUILLA Y EL CUERPO DEL RECEPTACULO. LA PORCION DE BOQUILLA Y LA PORCION DE CONEXION CONSISTEN EN UN MATERIAL NO ORIENTADO, MIENTRAS QUE EL CUERPO DEL RECEPTACULO Y LA PORCION INFERIOR CONSISTEN EN UN MATERIAL ORIENTADO MONOAXIALMENTE EN LA DIRECCION AXIAL DEL RECEPTACULO. EL RECEPTACULO SE PRODUCE A PARTIR DE UNA PIEZA EN BRUTO DE UN MATERIAL SUSTANCIALMENTE AMORFO DEL QUE SE FORMA UNA PORCION DE BOQUILLA Y UNA REGION MATERIAL (11A) CORRESPONDIENTE A LA REGION DE CONEXION DEL RECEPTACULO QUE SE ESTA FORMANDO. TANTO A LA PORCION DE BOQUILLA…
METODO Y APARATO PARA LA FABRICACION DE UN ENVASE.
(01/01/1997) LA PRESENTE INVENCION SE REFIERE A UN METODO Y A UN APARATO PARA LA ORIENTACION DE UN MATERIAL DE PLASTICO AMORFO EN QUE SE HACE QUE EL MATERIAL SE DESPLACE A TRAVES DE UN HUECO CUYO ANCHO ES MAS PEQUEÑO QUE EL GROSOR MATERIAL DEL MATERIAL DE PLASTICO. DURANTE TAL DESPLAZAMIENTO, SE ORIENTA EL MATERIAL, BAJO LA FORMACION DE UNA ZONA DE TRANSICION ENTRE UN MATERIAL NO ORIENTADO TODAVIA (MAS GRUESO) (16B) Y EL MATERIAL ORIENTADO (MAS DELGADO) (16A). EL MATERIAL SE DESPLAZA A UNA VELOCIDAD QUE HACE QUE LA ENERGIA DE CRISTALIZACION LIBERADA EN EL PROCESO DE ORIENTACION ALCANCE LAS SUPERFICIES QUE DEFINEN LOS BORDES DEL MATERIAL DE PLASTICO EN UN MOMENTO EN QUE EL MATERIAL YA HA ALCANZADO SU GROSOR REDUCIDO. EL APARATO INCLUYE UN ANILLO DE ESTIRADO Y UN MANDRIL ENTRE LOS CUALES SE FORMA…
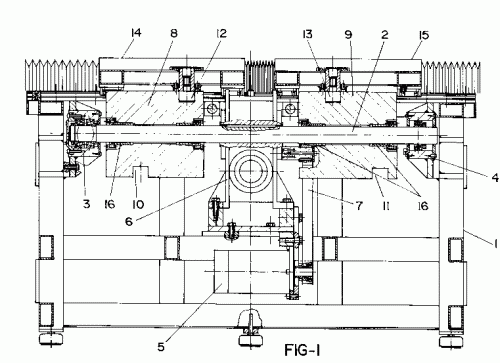
MODULO DE TRACCION PARA MAQUINAS DE PULTRUSION.
(01/10/1992). Ver ilustración. Solicitante/s: JOSE MARIA ARIZMENDIARRIETA ESKOLA POLITEKNIKOA, S.COOP. LTDA. Inventor/es: BELDARRAIN ATUTXA, EUSEBIO.
MODULO DE TRACCION PARA MAQUINAS DE PULTRUSION. COMPRENDE UN BASTIDOR EN EL QUE SE SOPORTA UN EJE DOTADO DE GIRO MEDIANTE UN MOTOR Y REDUCTOR , TENIENDO SOLIDARIAS ESTE EJE , DOS LEVAS CILINDRICAS SITUADAS A SUS EXTREMOS Y DOTADAS EN SU PERIFERIA DE RANURAS HELICOIDALES DE SENTIDOS INVERSOS EN LAS QUE SE RECIBEN Y GUIAN LOS RODILLOS SEGUIDORES QUE ESTAN FIJADOS EN RESPECTIVOS CARROS QUE DESLIZAN DEBIDAMENTE GUIADOS EN LA PARTE SUPERIOR DEL BASTIDOR . ESTOS CARROS CUENTAN CON LAS CORRESPONDIENTES PINZAS DE SUJECION DE LA PIEZA DE Y SU APERTURA Y CIERRE SE REALIZA DE FORMA EN GENERAL ALTERNADA Y COINCIDENTE CON EL MOVIMIENTO DE AVANCE DEL CARRO. ESTOS CARROS TIENEN UN DESPLAZAMIENTO INVERSO. LOS MOVIMIENTOS DE LOS CARROS ESTAN SINCRONIZADOS AL QUEDAR DEBIDAMENTE SITUADAS LAS LEVAS Y BLOQUEADAS CON EL APRIETE DE UNOS AROS CONICOS.
PROCEDIMIENTO DE ACONDICIONADO DE MANGUERA DE PLASTICO DE ALTA PRESION.
(01/06/1987). Solicitante/s: N.V. BEKAERT S.A..
PROCEDIMIENTO PARA EL ACONDICIONADO DE UNA MANGUERA DE PLASTICO DE ALTA PRESION. CONSISTE EN DISPONER EN LA PARED DE LA MANGUERA DE AL MENOS UNA CAPA DE REFUERZO DE CORDONES O ALAMBRES DE ACERO Y EN SOMETER A DICHA MANGUERA, DESPUES DE SU FABRICACION, A UNA PRESION INTERNA DURANTE UN CIERTO INTERVALO DE TIEMPO. DEBIDO A LA APLICACION DE LA PRESION INTERNA, LOS ALAMBRES, CORDONES O SEGMENTOS DE ALAMBRE SITUADOS EN LA CAPA O CAPAS DE REFUERZO MAS INTERIORES DE LA MANGUERA, QUEDAN CON UN ALARGAMIENTO RESIDUAL PERMANENTE DE AL MENOS UN 0,5%, Y EL VOLUMEN INTERIOR DE LA MANGUERA AUMENTA AL MENOS EN UN 2% DESPUES DE QUE CESA LA PRESION. DE APLICACION EN LA FABRICACION DE MANGUERAS HIDRAULI.
{kind=link}