CIP-2021 : B23P 15/26 : de intercambiadores de calor.
CIP-2021 › B › B23 › B23P › B23P 15/00 › B23P 15/26[1] › de intercambiadores de calor.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q).
B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase.
B23P 15/26 · de intercambiadores de calor.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE ELEMENTOS DE INTERCAMBIADOR DE CALOR, ASI COMO TUBO CON NERVIOS PERTENECIENTE.
(16/01/1996) LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA LA FABRICACION DE ELEMENTOS DE INTERCAMBIADOR DE CALOR CON UN CUERPO BASICO DE FORMA TUBULAR, CUYA SECCION TRANSVERSAL MUESTRA UNA ANCHURA GRANDE EN RELACION A SU ALTURA Y ESTA PREVISTO CON NERVIOS QUE SE AGRANDAN SOBRE SU SUPERFICIE CON LA SUPERFICIE DEL INTERCAMBIADOR DE CALOR, ASI COMO UN TUBO DE NERVIOS CORRESPONDIENTE. SOBRE LAS CARAS ANCHAS DISPUESTAS UNA CONTRA OTRA DEL PERFIL DEL CUERPO BASICO SE APLICA RESPECTIVAMENTE UNA CHAPA DE NERVIOS EN DIRECCION LONGITUDINAL DEL PERFIL, QUE ES PLEGADA U ONDULADA Y DESPUES DEL PRESIONADO EN LA SUPERFICIE DEL PERFIL DEL CUERPO BASICO ESTA UNIDA CON ELLA AL MENOS EN UN LUGAR DE LA INSTALACION. EL PERFIL DEL CUERPO BASICO SE MUEVE CONJUNTAMENTE CON LA CHAPA DE NERVIOS EN DIRECCION LONGITUDINAL DE FORMA CONTINUA Y RELATIVA CON RESPECTO…
METODO PARA LA FABRICACION DE CILINDROS CONGELADORES PARA MAQUINAS DE HACER HELADOS.
(01/11/1995). Solicitante/s: CARPIGIANI S.R.L. Inventor/es: COCCHI, GINO.
LA INVENCION SE REFIERE A UN METODO PARA LA FABRICACION DE CILINDROS CONGELADORES PARA MAQUINAS DE HACER HELADOS, CON UN EVAPORADOR INCORPORADO DEL CIRCUITO REFRIGERADOR, QUE SE CARACTERIZA PORQUE CONSISTE EN LOS PASOS DE: FORMAR UNA RANURA HELICOIDAL EN LA SUPERFICIE EXTERIOR DEL CILINDRO CONGELADOR , ENROLLAR UNA TIRA PLANA DE ACERO DULCE RECOCIDO A LO LARGO DE DICHA RANURA A MODO DE FILETE DE TORNILLO Y EMBUTIR EN CALIENTE UN REVESTIMIENTO DE ACERO CILINDRICO CALENTADO SOBRE LAS CRESTAS DE DICHO FILETE.
METODO Y APARATO PARA CONTROLAR UN ABOCARDADOR DE TUBOS.
(01/05/1995). Ver ilustración. Solicitante/s: CARRIER CORPORATION. Inventor/es: GRAY, KENNETH PETER.
METODO Y APARATO PARA CONTROLAR UN ABOCARDADOR DE TUBOS EN LA FABRICACION DE INTERCAMBIADORES TERMICOS DE TUBOS Y PLACAS DE ALETAS, SIENDO CONTROLADO EL FUNCIONAMIENTO DE UN ABOCARDADOR DE TUBOS QUE NO ABOCARDA TODOS LOS TUBOS EN HORQUILLA DE UN INTERCAMBIADOR TERMICO SIMULTANEAMENTE, SIENDO ABOCARDADAS AL MISMO TIEMPO LAS DOS RAMAS DE CADA TUBO EN HORQUILLA. UN SUMINISTRO DE AIRE COMPRIMIDO ES DIRIGIDO A TRAVES DE UNA RAMA DE TUBOS DE EXTREMOS ABIERTOS. PERCEPTORES DE PRESION SITUADOS EN LOS EXTREMOS DE OTRAS RAMAS DETECTAN EL TUBO, SI EXISTE, EN EL QUE SE PRODUCE UN INCREMENTO DE PRESION, ESTABLECIENDOSE CONTINUIDAD ENTRE ESA RAMA Y LA PRIMERA RAMA E IDENTIFICANDO ASI LAS DOS RAMAS QUE ESTAN SIENDO SOMETIDAS A ENSAYO COMO PARTES DE LA MISMA HORQUILLA. ESTE PAR DE RAMAS ACOPLADAS ES IDENTIFICADO PARA EXPANSION EN LA MISMA CARRERA DE EXPANSION O ABOCARDADO DEL ABOCARDADOR.
INTERCAMBIADOR DE CALOR DE PLACA Y METODO PARA SU FABRICACION.
(16/01/1994) LA INVENCION ESTA RELACIONADA CON UN METODO PARA LA FABRICACION DE UN INTERCAMBIADOR DE CALOR DE PLACA/REFRIGERADOR Y CON UNA DISPOSICION PARA UN INTERCAMBIADOR DE CALOR DE PLACA/REFRIGERADOR PRODUCIDO POR SOLDADURA DE HORNO. TERMINADO ESTE EXHIBE UN NUMERO DE CORREDORES QUE SE COMUNICAN EN PARALELO POR MEDIO COLECTORES (8A) PARA EL FLUIDO A REFRIGERAR. CADA UNO DE LOS CORREDORES ESTAN COMPUESTOS DE UN PAR DE PLACAS (2A, 2B... 7A, 7B) OPUESTAS UNA A OTRAS. ESTAS POSEEN ABERTURAS (2A2 , 2B2..7A2, 7B2) DISPUESTAS EN LOS LADOS CORTOS, QUE EN EL INTERCAMBIADOR DE CALOR DE PLACA/REFRIGERADOR TERMINADO CONSTITUYEN LOS ARRIBA MENCIONADOS COLECTORES (8A). LAVADORES ESPACIADORES QUE DEFINEN ABERTURAS RANURADAS DE FLUJO (1B) PARA UN MEDIO DE REFRIGERACION ESTAN PRESENTES ENTRE LOS PARES DE PLACAS SITUADOS ADYACENTES UNO…
METODO Y APARATO PARA REEMPLAZAR TUBOS DE UN INTERCAMBIADOR DE CALOR A DISTANCIA.
(01/04/1993). Solicitante/s: FOSTER WHEELER ENERGY CORPORATION. Inventor/es: RABE, GEORGE B.
EN EL METODO UNA HERRAMIENTA CORTANTE Y ROTATORIA 102 SE INSERTA PARA CORTAR LA PORCION DE TUBO 17, LA SOLDADURA ENTRE EL TUBO Y EL DISIPADOR ES ROTA. LA TERMINACION DEL TUBO RESULTANTE SE LA MECANIZA PARA ALOJAR LA NUEVA PORCION DE TUBO 20, QUE ES ALINEADO, Y SOLDADO AL DISIPADOR. ENTONCES SE SUELDA EL NUEVO TUBO AL YA EXISTENTE. LAS HERRAMIENTAS ESPECIALES SON TAMBIEN DESCRITAS.
METODO Y APARATO AGARRADOR.
(01/07/1992). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: FINK, DAVID JOSEPH.
UN AGARRADOR CON UNOS RESORTES DE HOJA QUE COMPRENDE DEDOS CERCA DE SUS EXTREMOS PARA ENGANCHAR Y DESENGANCHAR PIEZAS, EMPLEANDO UN MANDRIL QUE INCLUYE UNA VARILLA, PARA CONVERGER/DIVERGER LOS RESORTES DE LAMINA. LOS RESORTES ESTAN EN UNA ESTRUCTURA ANULAR Y CONVERGEN MEDIANTE UNA VARILLA DEL MANDRIL PARA DESENGANCHAR LA PIEZA. CERCA DE SU EXTREMO EXTERIOR LA VARILLA TIENE UNA SUPERFICIE CONICA ELEVADA QUE ENGANCHA LA SUPERFICIE INTERNA EN LOS RESORTES PARA DIVERGER LOS RESORTES CUANDO EL MEDIO DE ACTUACION ESTA EN POSICION AVANZADA. EL MORRO TIENE UN BORDE QUE ENGANCHA LOS EXTREMOS EXTERIORES DE LOS RESORTES TAL COMO LOS DEDOS, PARA CONVERGER LOS RESORTES CERCA DE SUS EXTREMOS CUANDO LOS MEDIOS DE ACTUACION ESTAN EN UNA POSICION RETRAIDA. EL ALCANCE DE LA FLEXION EN CADA DIRECCION ESTA DENTRO DEL LIMITE ELASTICO DEL MATERIAL DE LA JUNTA. HASTA AQUI LOS RESORTES DE LAMINA PERMANECEN RESISTENTES A LA FATIGA COMO RESULTADO DE LA FLEXION REPETIDA DE LAS JUNTAS.
METODO PARA LA FABRICACION DE UN CAMBIADOR DE CALOR Y MODULO HUECO PARA EL MISMO.
(01/06/1992). Solicitante/s: NORSK HYDRO A/S. Inventor/es: KNOLL, RICHARD, JR.
METODO PARA LA FABRICACION DE UN RADIADOR DE VEHICULO DE MOTOR QUE CONSTA EN SU INTERIOR DE MODULOS HUECOS EXTRUIDOS DE SECCION OVALADA CON AL MENOS UN ENTRAMADO QUE SE EXTIENDE LONGITUDINALMENTE Y DE FORMA TRANSVERSAL EN RELACION AL EJE MAYOR DE LA SECCION OVALADA. ESTOS VUELVEN A CONFORMARSE, POR EJEMPLO ENROLLADOS A PRESION ALREDEDOR DE SECCION TRANSVERSAL DE UN TUBO DE PERFIL PLANO CON DOS LADOS, SOLDADOS A LAS ALETAS REFRIGERANTES Y ENCAJADOS DENTRO DE UN ALOJAMIENTO DEL RADIADOR. EL MODULO HUECO EXTRUIDO DE METAL LIGERO Y DE SECCION OVALADA, A UTILIZAR EN ESTE METODO, CONSTA EN SU INTERIOR DE AL MENOS UN ENTRAMADO QUE SE EXTIENDE EN DIRECCION LONGITUDINAL A LO LARGO DEL MODULO Y TRANSVERSALMENTE AL EJE MAYOR DE LA SECCION OVALADA DEL MISMO.
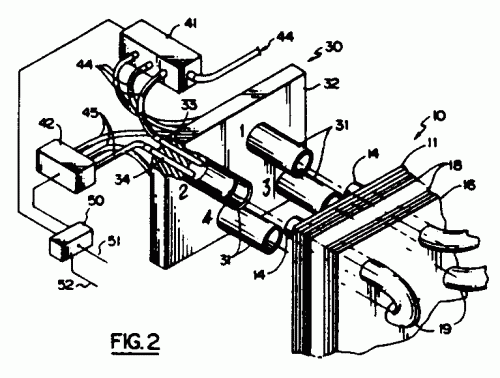
METODO DE PRODUCCION DE JUNTURAS SOLDADAS SIN FLUIDO E INTERCAMBIADORES DE CALOR PROPORCIONADOS POR DICHO METODO.
(01/02/1992). Solicitante/s: NORSK HYDRO A/S. Inventor/es: CLAUSEN, EDVIN, LIST, KNOLL, RICHARD.
METODO DE SOLDADURA SIN FLUIDO DE MIEMBROS DE ALUMINIO, AL MENOS UNO DE LOS CUALES PROVISTO DE UNA CUBIERTA DE DIFUSION ADHERENTE DEL SOLDADOR SOLIDIFICADO COMPRENDIENDO PRECALENTAMIENTO DE LOS MIEMBROS A UNA TEMPERATURA SUPERIOR AL PUNTO DE FUSION DEL SOLDADOR, FORMANDO "IN SITU" UNA CUBETA DEL SOLDADOR, LLEVANDO LOS MIEMBROS JUNTOS A ESTA TEMPERATURA ELEVADA, APLICANDO SIMULTANEAMENTE AGITACION MECANICA DIRIGIDA AL MENOS A UNO DE LOS MIEMBROS. UN INTERCAMBIADOR DE CALOR PROVISTO DE UN NUCLEO DE TUBOS FORRADOS DE TINAS ALFILERES Y ALETAS INTERCONECTADAS EXTENDIENDOSE DESDE UN TANQUE DE LIQUIDO, DONDE LOS TUBOS COMPRENDIENDO DOS PATAS PARALELAS DE SECCION OVAL Y UNIDOS POR UN RECODO EN FORMA DE U DE SECCION CIRCULAR, SON SOLDADOS EN EL TANQUE DE LIQUIDO JUNTO CON LAS ALETAS INTERCONECTADAS.
PROCEDIMIENTO DE COLOCACION DE TUBOS EN UN GENERADOR DE VAPOR.
(01/01/1992). Solicitante/s: FRAMATOME. Inventor/es: BOULA, GERARD, GEORGES, ALAIN.
PROCESO DE MONTAJE DE TUBOS EN UN GENERADOR DE VAPOR. CONSISTE ESENCIALMENTE EN INTRODUCIR LOS TUBOS POR CAPAS HORIZONTALES ( EL GENERADOR PUEDE ESTAR OCULTO DENTRO DE ESTE OBJETO), EN INSTALAR BARRAS ANTIVIBRATORIAS SOBRE ESTAS CAPAS, EN DISPONER PESOS SOBRE ESTAS BARS Y EN VERIFICAR LOS JUEGOS ENTRE LOS TUBOS Y LAS BARRAS ; LOS TUBOS , EXCEPTO TOLERANCIAS, PUEDEN SER REEMPLAZADAS. SE INTRODUCE A CONTINUACION LA CAPA DE TUBOS INMEDIATAMENTE SUPERIOR. EL CONJUNTO DEL PROCESO DE REPITE HASTA LA TOTAL COLOCACION DE LAS CAPAS. APLICACION EN LOS GENERADORES DE VAPOR DE CENTRALES NUCLEARES.
METODO DE CONSTRUIR UN INTERCAMBIADOR DE CALOR.
(16/10/1991). Solicitante/s: MODINE MANUFACTURING COMPANY. Inventor/es: SAPERSTEIN, PHILIP Z., ARNESON, DEAN A., LARRABEE, SCOTT R., LOGIC, JEFFREY A., COSTELLO, NORMAN F., AWE, RUSSEL C.
UN METODO PARA CONSTRUIR UN TUBO QUE TIENE UNA PLURALIDAD DE PASOS DE FLUIDO HIDRAULICAMENTE PARALELOS PARA SU USO EN UN INTERCAMBIADOR DE CALOR QUE COMPRENDE LA FORMACION DE UNA INSERCION ANCHA Y ONDULADA Y LA DISPOSICION DE LA MISMA EN EL INTERIOR DEL TUBO APLASTADO. UN MATERIAL DE SOLDADURA NO CORROSIVO SE ADHIERE EN EL INTERIOR DEL TUBO Y EN LAS CRESTAS DE LA INSERCION ONDULADA . LA ALEACION DE SOLDADURA SE COLOCA TAMBIEN ENTRE LAS CRESTAS DE LA INSERCION Y EL MURO INTERIOR DEL TUBO. LA INSERCION SE COLOCA DENTRO DEL TUBO SIN ESTROPEAR EL MATERIAL DE SOLDADURA Y EL TUBO SE DEFORMA A LO LARGO DE SU LONGITUD PARA PONER EL INTERIOR DEL TUBO EN CONTACTO CON LAS CRESTAS DE LA INSERCION. EL TUBO Y LA INSERCION ENSAMBLADOS SON ENTONCES CALENTADOS PARA SOLDAR LAS JUNTAS ENTRE EL MURO INTERIOR DEL TUBO Y LAS CRESTAS DE LA INSERCION A LO LARGO DE LA ENTERA LONGITUD DE LA ULTIMA.
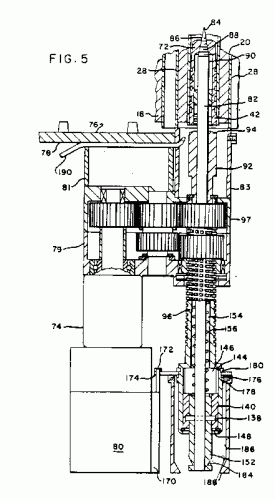
APARATO PARA RETIRAR OBTURADORES DE LOS TUBOS OBTURADOS DE UN GENERADOR DE VAPOR.
(16/01/1989). Ver ilustración. Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: HAWKINS, PHILLIP J.
APARATO PARA RETIRAR OBTURADORES DE LOS TUBOS OBTURADOS DE UN GENERADOR DE VAPOR. EL APARATO RETIRA CUALQUIER OBTURADOR DE TUBO EFECTUANDO UNA PERFORACION EN UNA PARTE DEL OBTURADOR CON UN UTIL DE PERFORACION Y FORMACION DE ROCA , ACOPLANDO ESTA PARTE DEL OBTURADOR CON UNA SECCION ROSCADA DEL UTIL DESPUES DE QUE EL AGUJERO PERFORADO HA SIDO ROSCADO POR UNA SECCION DE ROSCADO DEL MISMO, RETIRANDO PARTE DEL TUBO QUE MANTIENE EL OBTURADOR EN EL TUBO CON UN UTIL DE PERFORACION DE AGUJERO ENSANCHADO MONTADO CONCENTRICAMENTE ALREDEDOR DEL UTIL . UN PASADOR Y UN DISPOSITIVO DE ACTIVACION RANURADO PERMITEN QUE EL UTIL SE DESACOPLE AUTOMATICAMENTE CUANDO EL UTIL HA SIDO ENROSCADO EN SU POSICION DE ACOPLAMIENTO CON EL OBTURADOR. LUEGO EL UTIL DE PERFORACION SE AUTOCENTRA RESPECTO AL TUBO Y AL OBTURADOR ALREDEDOR DEL UTIL AHORA ESTACIONARIO. TRAS RETIRAR UNA PARTE DEL OBTURADOR MEDIANTE EL UTIL DE PERFORACION UNA TRACCION SOBRE EL UTIL PERMITE RETIRAR EL RESTO DEL OBTURADOR.
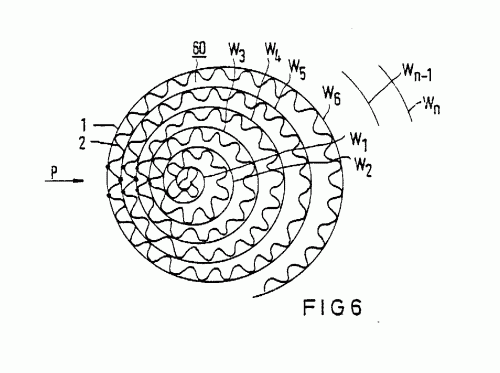
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO PORTADOR METALICO DE CATALIZADOR DE GAS DE ESCAPE.
(16/03/1988). Ver ilustración. Solicitante/s: INTERATOM GMBH.. Inventor/es: CYRON, THEODOR.
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO PORTADOR METALICO DE CATALIZADOR DE GAS DE ESCAPE, EN EL QUE SE ARROLLA UNA PIEZA BRUTA DE CAPAS ALTERNAS DE TIRAS DE CHAPA LISA Y ONDULADAS Y SE COLOCA ESTA ENTONCES EN UN TUBO ENVOLVENTE . PARA PODER LLEVAR A CABO SUPERFICIES DE SECCION TRANSVERSAL MAS COMPLICADAS, LA PIEZA BRUTA DEBE ESTAR CONSTITUIDA POR ARROLLAMIENTOS (W1, W2,... WN) DE DIFERENTE LONGITUD, CUYA LONGITUD RESPECTIVA SE AJUSTA A LA FORMA EXACTA DE LA SUPERFICIE DE SECCION TRANSVERSAL A RELLENAR POSTERIORMENTE. LA PIEZA BRUTA ESTA ARROLLADA ESTRECHAMENTE EN UN LADO (P), PREFIJANDOSE LAS CAPAS INDIVIDUALES ENTRE SI, PREFERENTEMENTE SOLDADAS POR UNTOS . UN DISPOSITIVO CORRESPONDIENTEMENTE ADAPTADO POSIBILITA LA FABRICACION DE AQUELLAS PIEZAS BRUTAS QUE SON ESPECIALMENTE APROPIADAS PARA EL RELLENO DE SUPERFICIES DE SECCION TRANSVERSAL IRREGULARMENTE FORMADAS, APROXIMADAMENTE EN FORMA DE CUÑA Y SIMILARES.
"PERFECCIONAMIENTOS EN LA FABRICACION DE RADIADORES".
(03/04/1984). Solicitante/s: AMORAGA RODRIGUEZ,JOSE ANTONIO.
PROCEDIMIENTO PARA LA FABRICACION DE RADIADORES, ESPECIALMENTE DE LOS EMPLEADOS EN EQUIPOS DE CALEFACCION O DE REFRIGERACION, CUYO ELEMENTO PRINCIPAL ES UN PANEL COMPUESTO DE CUERPOS HUECOS CONTIGUOS, RECORRIDOS POR UN FLUIDO Y UNIDOS ENTRE SI EN SUS EXTREMOS POR COLECTORES.CARACTERIZADO PORQUE SE REALIZA UNA DEFORMACION DE LOS CUERPOS HUECOS EN SUS EXTREMOS CREANDO UN ESPACIO ENTRE ELLOS; PORQUE SE INTRODUCE EN EL ESPACIO CREADO UN ELEMENTO DE ENLACE QUE REALIZA LA ESTANQUIDAD ENTRE LOS CUERPOS HUECOS PROXIMOS Y EL COLECTOR; Y PORQUE EL ELEMENTO QUE EFECTUA LA ESTANQUIDADESTA CONSTITUIDO POR UNA PIEZA UNIDA DE FORMA ESTANCA A LOS CUERPOS HUECOS Y AL COLECTOR.
PERFECCIONAMIENTOS EN LA FABRICACION DE PLACAS SOLARES.
(01/08/1982). Solicitante/s: GIMENO ARRANAZ,JOSE MARIA.
FABRICACION DE PLACAS SOLARES. CONSTITUIDAS POR UNA BASE EN FORMA DE CUBETA, DE MATERIAL TERMICAMENTE AISLANTE, CERRADAS POR SU PARTE SUPERIOR POR UNA LAMINA TRANSPARENTE Y QUE ALOJAN EN SU FONDO UN INTERCAMBIADOR DE CALOR, QUE RECIBE EL AGUA POR SU VERTICE , REALIZA SU RECORRIDO EN FORMA DE LINEA DE SERPENTINA Y SALE POR EL VERTICE OPUESTO . EL INTERCAMBIADOR ESTA CONSTITUIDO POR DOS PLACAS; EN LA SUPERIOR SE REALIZAN, POR EMBUTICION, UNA PLURALIDAD DE DOBLECES LONGITUDINALES , MIENTRAS QUE EN LA INFERIOR SOLO SE REALIZAN LAS CONCAVIDADES QUE CORRESPONDEN A LAS EMBOCADURAS DE ENTRADA Y SALIDA; CON LOS DOBLECES SE DETERMINA UN PERFIL DE LINEA SUAVEMENTE QUEBRADA QUE AL UNIR ENTRE SI LAS DOS PLACAS POR SOLDADURA DE LOS VALLES DE LOS DOBLECES DE LA PLACA SUPERIOR Y DEL CONTORNO DE AMBOS, FORMAN EL RECORRIDO EN SERPENTIN PARA EL AGUA.
METODO DE SOLDADURA DE TUBOS UNIDOS EN PARRILLA A PLACA ACANALADA.
(01/03/1982). Solicitante/s: HELIOTECNICA,S.A..
METODO DE SOLDADURA DE TODA UNA SERIE DE TUBOS UNIDOS EN PARRILLA A UNA PLACA ACANALADA. COMPRENDE LAS SIGUIENTES FASES : PRIMERA, LA PLACA ACANALADA SE COLOCA SOBRE UNA SUPERFICIE HORIZONTAL; SEGUNDA, SE COLOCA SOBRE LAS ACANALADURAS EL COMPUESTO QUE SERVIRA DE SOLDADURA; TERCERA, LA PARRILLA DE TUBOS A SOLDAR SE SITUA SOBRE LA PLACA ACANALADA EN LA POSICION ADECUADA; CUARTA, SOBRE EL CONJUNTO SE COLOCA UN CUERPO DE MATERIAL REFRACTARIO CON PESO SUFICIENTE PARA REALIZAR LA UNION DE SOLDADURA DEL ESPESOR ADECUADO, Y POR ULTIMO EL CONJUNTO SE CONECTA MEDIANTE UN SITEMA ACCESORIO DE TUBERIAS A UN CIRCUITO QUE HACE QUE CIRCULE POR EL INTERIOR DE LOS TUBOS DE LA PARRILLA UN LIQUIDO A DIFERENTES TEMPERATURAS.
UN METODO DE REFORZAR JUNTAS ENTRE UN TUBO Y UN CABEZAL DE INTERCAMBIADOR DE CALOR.
(16/08/1981). Solicitante/s: BORG-WARNER CORPORATION.
UN METODO DE REFORZAR JUNTAS ENTRE UN TUBO Y UN CABEZAL DE INTERCAMBIOS DE CALOR. CONSISTE EN CORTAR UNA CABEZAL DE TUBOS AL TAMAÑO ADECUADO Y HABILITAR UNA PLACA DE REFUERZO DE DIMENSIONES MENORES QUE LAS DEL CABEZAL; UNIR LA PLACA DE REFUERZO AL CABEZAL DE TUBOS POR SOLDADURA, FORMA DE SIMULTANEAMENTE ABERTURAS PARA TUBOS A TRAVES DE LAS PLACAS UNIDAS, INSERTAR LOS TUBOS EN LAS ABERTURAS Y APLICAR SOLDADURA AL AREA DE JUNTA.
PROCEDIMIENTO PARA FABRICAR UN CAMBIADOR DE CALOR TUBULAR PARA EL CAMBIO DE CALOR ENTRE FLUIDOS.
(01/06/1981). Solicitante/s: MODINE MANUFACTURING COMPANY.
PROCEDIMIENTO DE FABRICACION DE UN INTERCAMBIADOR DE CALOR TUBULAR. CONSISTE EN UNA ESTRUCTURA SOLDADA DONDE TODAS LAS UNIONES ENTRE LOS TUBOS ENCAJADOS Y ENTRE LOS ADAPTADORES EXTERNOS Y EL TUBO EXTERIOR DE LOS TUBOS ENCAJADOS SON SOLDADAS POR PROYECCION EN LOS QUE SE HACE PASAR UNA CORRIENTE ELECTRICA ENTRE LAS SUPERFICIES EN CONTACTO DE LAS PIEZAS DE ACERO INOXIDABLE, POR LO QUE SE CALIENTAN LAS PIEZAS POR RESISTENCIA HASTA ALCANZAR UN ESTADO FUNDIDO, MIENTRAS SE SOMETEN A PRESION ENTRE SI PARA PRODUCIR UNA UNION SOLDADA. 5.
PERFECCIONAMIENTOS INTRODUCIDOS EN LA CONSTRUCCION DE ELEMENTOS INTERCAMBIADORES APLICABLES A APROVECHAMIENTOS TERMICOS.
(01/11/1980). Solicitante/s: AURIA ARBUNIES,JOSE.
DISPOSITIVO INTERCAMBIADOR DE CALOR FORMADO POR DOS CHAPAS. BASADO FUNDAMENTALMENTE EN LA SUPERPOSICION DE DOS LAMINAS METALICAS , UNIDAS ENTRE SI EN SUS RESPECTIVAS ZONAS PERIFERICAS POR UNA SOLDADURA CONTINUA , Y EN LA ZONA INTERIOR DE DICHA PERIFERIA MEDIANTE SOLDADURAS ALTERNAS, CON EL OBJETO DE OBTENER UNIONES PUNTUALES ENTRE DICHAS CHAPAS, ASI COMO SOLDAR UNOS TUBOS A UNA DE ESTAS CHAPAS PARA OBTENER UNA DEFORMACION PERMANENTE, REGULAR Y SIMETRICA EN AMBAS LAMINAS POR INTRODUCCION DE UN FLUIDO A PRESION ADECUADA Y ASI OBTENER LOS CANALES CONSTITUTIVOS DEL CIRCUITO PRIMARIO Y SECUNDARIO DEL INTERCAMBIADOR DE CALOR.
UN APARATO PARA FORMAR UNA ABERTURA DENTRO DE UN PANEL DE METAL COMPUESTO.
(16/09/1980). Solicitante/s: OLIN CORPORATION.
Un aparato para formar una abertura dentro de un panel de metal compuesto, que comprende por lo menos dos hojas de metal, que tienen entre ellas una ligación que puede ser quebrada mediante distensión; dicha abertura que se extiende entre dichas hojas y dentro de dicho panel desde un borde de éste; dicho panel de metal compuesto que está adaptado para formar un intercambiador de calor, de allí que tiene dentro un patrón, deseado, de pasajes tubulares distendidos, caracterizado porque comprende: medios para martillar dicho borde del panel mencionado en una ubicación donde dicha abertura debe ser formada para delinear una interfaz de ligación entre dichas hojas del panel mencionado; y medios adaptados para ser colocados en dicha interfaz de ligación en el borde mencionado de dicho panel para formar la abertura referida.
UN PROCEDIMIENTO PARA FORMAR UNA ABERTURA DENTRO DE UN PANEL DE METAL COMPUESTO.
(16/09/1980). Solicitante/s: OLIN CORPOATION.
Un procedimiento para formar una abertura dentro de un panel de metal compuesto que comprende, por lo menos, dos hojas de metal que tienen una ligación entre ellas que puede ser quebrada por distensión; dicha abertura que se extiende entre dichas hojas y dentro de dicho panel desde un borde éste; dicho panel de metal compuesto que es adaptado para formar un intercambiador de calor, de allí que tenga dentro un patrón deseado, de pasajes tubulares distendidos, caracterizado porque comprende: martillar dicho borde del panel mencionado en una ubicación donde dicha abertura va a ser formada para delinear una interfaz de ligación entre dichas hojas de dicho panel de metal compuesto; y comenzar a formar dicha abertura desde dicha interfaz de ligación delineada en dicha borde del panel mencionado.
PROCEDIMIENTO PARA LA FABRICACION DE UN INTERCAMBIADOR DE CALOR PLANO,A BASE DE CHAPAS DE METAL.
(16/05/1980). Solicitante/s: KABEL-UND METALLWERKE GUTEHOFFNUNGSHUTTE AG..
Procedimiento para la fabricación de un intercambiador de calor plano, a base de chapas de metal, con un canal al menos para transportar un medio que se desea calentar o enfriar, y en particular de una cubierta para la absorción simultánea de energía ambiente, caracterizado porque se fabrica en primer lugar un bloque metálico con al menos un orificio, introduciéndose en cada orificio un inhibidor de soldadura, estirándose mediante laminación y hasta alcanzar la dimensión definitiva el bloque metálico en la dirección del recorrido del orificio u orificios y agrandando a continuación cada orificio laminado plano.
{kind=link}
{kind=link}
{kind=link}