CIP-2021 : B21D 11/06 : Curvado en hélice o en espiral; Conformación en una sucesión de codos, p. ej. en forma de serpentines.
CIP-2021 › B › B21 › B21D › B21D 11/00 › B21D 11/06[1] › Curvado en hélice o en espiral; Conformación en una sucesión de codos, p. ej. en forma de serpentines.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 1/00 hasta B21D 21/00: Enderezado; Restaurado de forma; Curvado; Ondulado; Conformación de los bordes
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 11/00 Curvado no limitado a los productos del tipo previsto en uno solo de los grupos B21D 5/00, B21D 7/00, B21D 9/00; Curvado no previsto en los grupos B21D 5/00 - B21D 9/00; Torsión.
B21D 11/06 · Curvado en hélice o en espiral; Conformación en una sucesión de codos, p. ej. en forma de serpentines.
CIP2021: Invenciones publicadas en esta sección.
Mandril y procedimiento para formar una unidad de intercambio de calor.
(22/05/2019). Solicitante/s: CiTech Energy Recovery System Malaysia Sdn. Bhd. Inventor/es: WICKHAM, MARK, NORMANDALE,DAVID, BURTON,NEIL.
Mandril para formar tubos de intercambio de calor enrollados de manera helicoidal, comprendiendo el mandril:
un rodillo , para formar el tubo en forma de bobina helicoidal;
un accionador , para hacer girar el rodillo;
un carro , para orientar el tubo con respecto al rodillo, en el que el rodillo comprende una pluralidad de barras de arrollamiento ;
caracterizado por que;
las barras están dispuestas para ser móviles radialmente mediante los soportes ajustables motorizados, asociados para permitir el ajuste rápido del radio de una bobina de intercambio de calor formada sobre el rodillo, en el que, por lo menos, una barra de arrollamiento comprende un soporte de montaje de bobina ranurado para mantener el paso entre secciones adyacentes de la hélice.
PDF original: ES-2742498_T3.pdf
Procedimiento para la determinación de una resistencia de un termocambiador de haz tubular y procedimiento de fabricación.
(08/05/2019) Procedimiento para la determinación de una rigidez de un termocambiador de haz tubular que comprende un tubo central y tubos de bobinado enrollados alrededor del tubo central formando un haz de tubos, enrollándose los tubos de bobinado alrededor del tubo central en varias capas de bobinado y con un ángulo de bobinado de capa respectivo (α), con los pasos:
- determinación de un parámetro de resistencia geométrico de una capa de bobinado respectiva , comprendiendo el parámetro de resistencia geométrico una relación de superficie de una superficie de sección transversal de tubo de bobinado (Ar) con una superficie de sección transversal de celda (Ap), resultando la superficie de sección transversal de celda (Ap) de la distancia axial (T) entre los tubos…
Tela metálica y método para fabricar una hélice para una tela metálica.
(30/07/2018). Ver ilustración. Solicitante/s: GEOBRUGG AG. Inventor/es: WENDELER-GOEGGELMANN,Corinna.
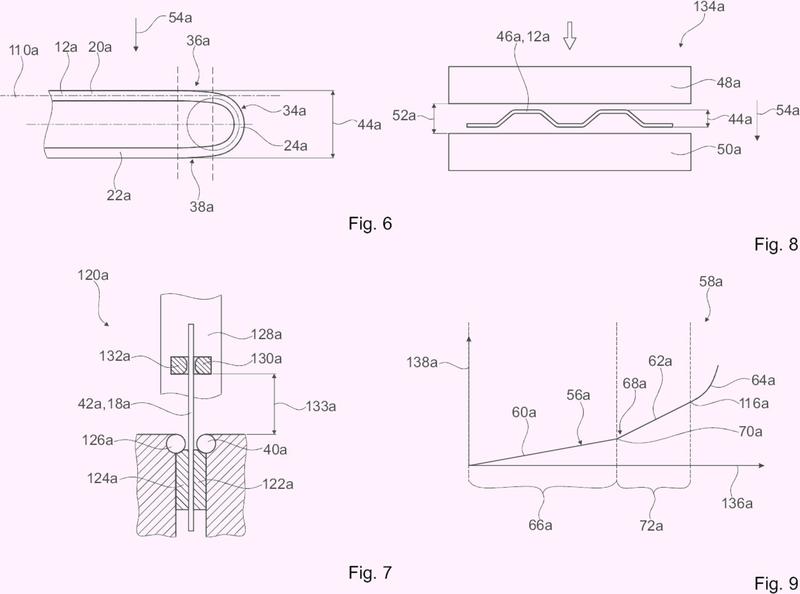
Tela metálica y método para fabricar una hélice para una tela metálica.
La invención se refiere a una tela metálica formada por una pluralidad de hélices (12a, 12b, 12c) trenzadas entre sí y formadas por uno o más alambres (18a, 18b, 18c), con una primera pata (20a, 20b, 20c) y una segunda pata (22a, 22b, 22c)con una región de plegado (24a, 24b, 24c) que conecta la primera pata con la segunda pata, presentando la particularidad de que en una vista transversal en paralelo al plano de extensión principal de la hélice (12a, 12b, 12c) y perpendicularmente a la dirección longitudinal (28a, 28b, 28c) de la hélice (12a, 12b, 12c), la región de plegado (24a, 24b, 24c) se extienda al menos por secciones con un segundo ángulo de gradiente (30a, 30b, 30c) con respecto a la dirección longitudinal (28a, 28b, 28c) de la hélice (12a, 12b, 12c), en la que el segundo ángulo de gradiente (30a, 30b, 30c) difiere del primer ángulo de gradiente (26a, 26b, 26c).
PDF original: ES-2677169_A1.pdf
Máquina de curvado para curvar de modo helicoidal una pieza de trabajo alargada.
(13/11/2013) Una máquina de curvado para curvar de modo helicoidal una pieza de trabajo alargada (T), que comprende, almenos, tres rodillos de curvado que cooperan en el curvado de la pieza de trabajo alargada (T) al girar junto conárboles de soporte respectivos que tienen ejes paralelos (y), caracterizada porque cada rodillo de curvado puede desplazarse a lo largo de su árbol de soporte , por medio de un acoplamiento prismático, una carrera lineal limitada, y bascular, por medio de un acoplamiento rotatorio, una magnitud limitada del desplazamiento angularsegún un arco de meridiano con respecto al eje del árbol de soporte de manera que cada rodillo de curvado se orienta coplanario a la pieza de trabajo alargada (T) que adopta una posición inclinada…
MAQUINA COMBINADA RIZADORA DE CINTAS Y TORCEDORA DE PIEZAS ALARGADAS CON SECCION POLIGONAL.
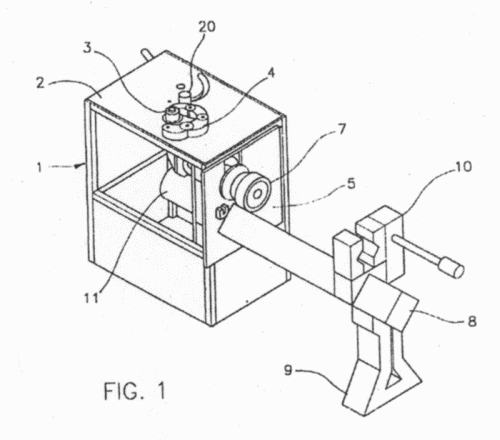
(16/02/2007). Ver ilustración. Solicitante/s: NEW TECH S.R.L. Inventor/es: CAPORUSSO,ALESSANDRO.
Una máquina combinada rizadora de cintas y torcedora de piezas alargadas con sesión poligonal que incluye un armazón , un motor eléctrico con eje motor horizontal , un mandril hueco de torsión , movido por el eje motor horizontal y que lleva una plataforma que sujeta la pieza que se debe torcer, una transmisión entre ejes ortogonales que incluye un eje horizontal hueco coaxial con el mandril hueco de torsión pero separado del mismo, y un mandril vertical de rizado . Una barra de empalme se puede introducir manualmente en el eje horizontal hueco de transmisión y en el mandril hueco de torsión , de manera que pueda efectuarse una rotación solidaria común del mandril hueco de torsión y del eje hueco horizontal de la transmisión y que se transmita el movimiento desde el eje motor hasta el mandril de rizado.
ESTRUCTURA METALICA LONGITUDINAL Y TORSIONADA EN ESPIRAL O FORMA SALOMONICA PARA LA CONSTRUCCION.
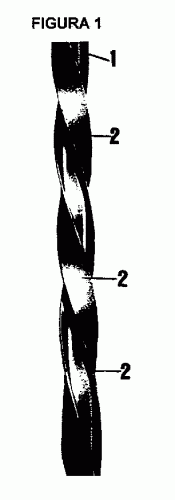
(01/06/2005). Ver ilustración. Solicitante/s: SOLE VILAMAJO,JOSEP RAMON. Inventor/es: SOLE VILAMAJO,JOSEP RAMON.
El objeto de esta invención es una estructura metálica longitudinal y torsionada en espiral o forma salomónica configurada por un cuerpo rígido y metálico , que presenta en toda o parte de su longitud, una torsión en espiral o forma salomónica que rompe la línea recta original de su forma y pasa a ser helicoidal, actuando como soporte en sentido vertical, diagonal u horizontal, en función de columna o viga de sustentación.
PROCEDIMIENTOS Y APARATO PARA LA FABRICACION DE PRODUCTOS HELICOIDALES.
(16/09/2002). Ver ilustración. Solicitante/s: THE MORGAN CRUCIBLE COMPANY PLC. Inventor/es: MURPHY, MAURICE, WILLIAM.
SE REVELAN UN METODO Y UN APARATO PARA FORMAR DISPOSITIVOS, INCLUYENDO TERMINALES MUERTOS Y LIGADURAS AISLANTES A PARTIR DE FLEJES PLANOS Y OTROS FLEJES DE MATERIAL, ASI COMO LOS PROPIOS DISPOSITIVOS. PUEDEN FORMARSE COMPONENTES DE ESTOS DISPOSITIVOS CONTINUAMENTE A PARTIR DE UN SOLO FLEJE, EVITANDO LA NECESIDAD DE UNIR LOS COMPONENTES POR SOLDADURA O ABRAZADERA. LA FORMACION DE LOS DISPOSITIVOS DE ESTA MANERA REDUCE LA POSIBILIDAD DE QUE SE PRODUZCAN TENSIONES O IRREGULARIDADES AL UNIR LOS COMPONENTES Y PERMITE QUE LA FABRICACION SE PRODUZCA CONTINUAMENTE DE MANERA AUTOMATICA O SEMIAUTOMATICA.
(01/03/2002). Solicitante/s: THE MORGAN CRUCIBLE COMPANY PLC. Inventor/es: MURPHY, MAURICE, WILLIAM.
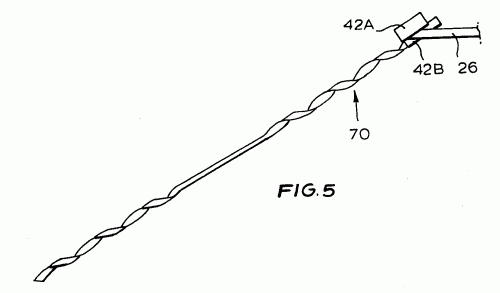
Un dispositivo helicoidal para acoplamiento con un cable, comprendiendo el dispositivo helicoidal un único tramo de cinta metálica que incluye una primera sección helicoidal, una segunda sección no helicoidal y una tercera sección helicoidal, estando el extremo de la primera o tercera sección helicoidal, o ambos, separados de la segunda sección no helicoidal abocinada en sentido contrario al eje longitudinal de la espiral, caracterizado porque dicho abocinado tiene forma de espiral helicoidal.
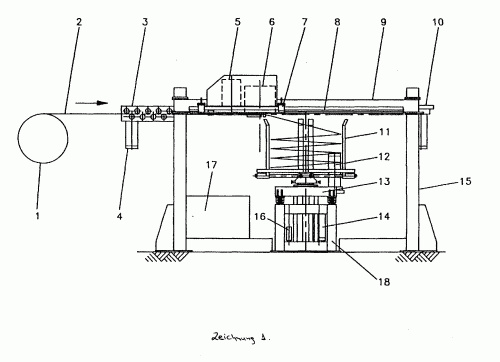
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE ESPIRALES DE HILO METALICO, DE ACERO REFORZADO O DE TUBO METALICO.
(16/10/2001). Ver ilustración. Solicitante/s: EUROBEND SA. Inventor/es: KARAGIANNIS, KOSTAS.
EL ALAMBRE, EL ACERO PARA ARMADURAS O EL TUBO METALICO SE HACE AVANZAR Y SIMULTANEAMENTE ES DOBLADO POR UNA UNIDAD DE PLEGADO FIJADA SOBRE UN BASTIDOR MOVIL QUE SIGUE EL MOVIMIENTO DEL ALAMBRE. EL BASTIDOR ESTA COLOCADO DE TAL FORMA QUE LA ESPIRAL CAE HACIA ABAJO CON AYUDA DE LA FUERZA DE LA GRAVEDAD LIBERANDO EL PLANO DE PRODUCCION. LAS SECCIONE PRODUCIDAS DE LA ESPIRAL SON RECOGIDAS POR UN DISPOSITIVO DE RECOGIDA FIJADO SOBRE UN CARRO MOVIL SITUADO VERTICALMENTE SOBRE LA DIRECCION DE AVANCE DEL ALAMBRE, ACERO PARA ARMADURAS O TUBO METALICO Y SIGUEN SINCRONIZADAMENTE LOS MOVIMIENTOS DE LAS SECCIONES EN PRODUCCION.
MEZCLADOR CONTINUO DE CONVECCION CAOTICA, INTERCAMBIADOR DE CALOR Y REACTOR.
(01/10/2001). Solicitante/s: AXIVA GMBH. Inventor/es: HEIN, PETER, SCHMIDT, ULRICH, SCHIERHOLZ, WILFRIED, LAUSCHKE, GITZ, OTT, STEFAN.
Un dispositivo, especialmente para reacciones de mezcla, transporte o intercambio de calor, tiene uno o varios elementos a través del que un flujo puede ser conducido y que tiene una línea central que se extiende en la dirección del flujo. El dispositivo se caracteriza porque uno o más elementos están al menos en forma o dispuestos en secciones de modo que la curva formada por la(s) línea(s) central(es) cumplen la representación paramétrica (l), en la que los parámetros y constantes tienen el siguiente significado (ze)(t) es un vector radial en un sistema de coordenadas cartesianas; t es un parámetro a lo largo de la curva , -(=t=+(; [t] es una parte integral de t; a(t) es un radio de curvatura en el que 0 < (A(t)( < (; c(t) es un parámetro de distancia en el que 0 < (c(t)( < (.
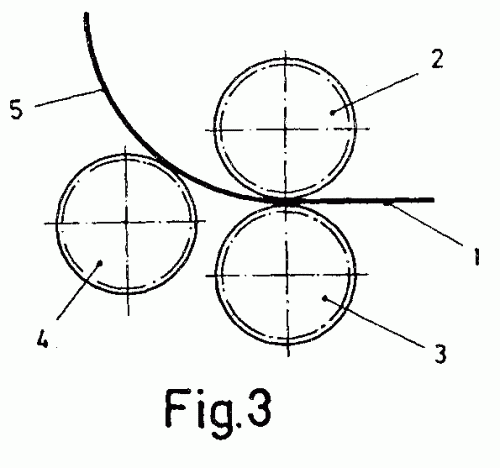
SISTEMA PARA LA FABRICACION DE TUBO CON CHAPA ONDULADA.
(01/03/2000). Ver ilustración. Solicitante/s: GONZALEZ SANCHEZ,MANUEL.
Sistema para la fabricación de tubo con chapa ondulada, que consiste en la utilización de un conjunto ondulador, compuesto por sendos rodillos y provistos con recíprocas conformaciones para la determinación del ondulado, disponiéndose adyacentemente a continuación otro rodillo de igual configuración que uno de los anteriores, en situación de este último frente a la salida de la chapa ondulada , para obligar a ésta a una desviación determinante de una continua curvatura longitudinal.
MECANISMO DE RODILLOS Y METODO PARA CONFORMAR PERFILES HELICOIDALES.
(01/10/1985). Solicitante/s: FOSTER WHEELER ENERGY CORPORATION.
MECANISMO DE RODILLOS PARA CONFORMAR PERFILES HELICOIDALES A PARTIR DE ALAMBRE O MATERIAL EN FORMA DE BARRA, USANDO MULTIPLES RODILLOS CONFORMADORES PARALELOS.CONSTA DE UN BASTIDOR DE SOPORTE QUE TIENE UNA PORCION FIJA Y UNA PORCION AJUSTABLE; DE AL MENOS CINCO RODILLOS SUPERIORES LOCOS, AJUSTABLES VERTICALMENTE, Y POR LO MENOS CUATRO RODILLOS INFERIORES ARRASTRADOS EN POSICION FIJA; Y DE MEDIOS PARA HACER GIRAR EL ALAMBRE DE ALIMENTACION ALREDEDOR DE SU PROPIO EJE MIENTRAS ES ARRASTRADO A TRAVES DE DICHOS RODILLOS CONFORMADORES, CON VISTAS A OBTENER UN PRODUCTO ESTRUCTURAL DE FORMA HELICOIDAL.
APARATO PARA EL CURVADO DE VARILLAS DE CUALQUIER PERFIL.
(01/11/1980). Solicitante/s: PELAEZ DEVESA,DELMIRO.
APARATO PARA EL CURVADO DE VARILLAS Y TUBOS DE CUALQUIER PERFIL. APARATO PARA CURVAR VARILLAS Y TUBOS DE CUALQUIER PERFIL EN FORMA ACODADA. CONSTA DE DOS RODETES (1 Y 2), UNO AL MENOS EN FORMA DE ESTRELLA, EN LOS QUE SE MONTAN VARIOS RODILLOS EN FORMA DE ENGRANAJE. LA DISTANCIA ENTRE RODILLOS Y LOS DIAMETROS DE ESTOS, VIENE DADO POR EL DIAMETRO DE LA VARILLA O TUBO A CURVAR. AL ACCIONAR EL EJE MOTRIZ, ESTE ARRASTRA EL RODETE EN EL MONTADO Y ESTE RODETE AL OTRO COMO SI FUESE UN ENGRANAJE, ENTRE LOS DOS RODETES ARRASTRAN AL TUBO O VARILLA, QUE SE ADAPTA A LOS RODETES CURVANDOSE Y DESPLAZANDOSE CONTINUAMENTE A MEDIDA QUE GIRAN.
UN APARATO PARA LA FORMACION DE UNA O VARIAS CINTAS EN ESPIRAL CILINDRICA ENROLLADA DE LADO ALREDEDOR DE UNA PARTE FIJA POR ROTACION DE UNA PARTE MOVIL.
(16/10/1975). Solicitante/s: INDUSTRIE PIRELLI S.P.A..
Resumen no disponible.
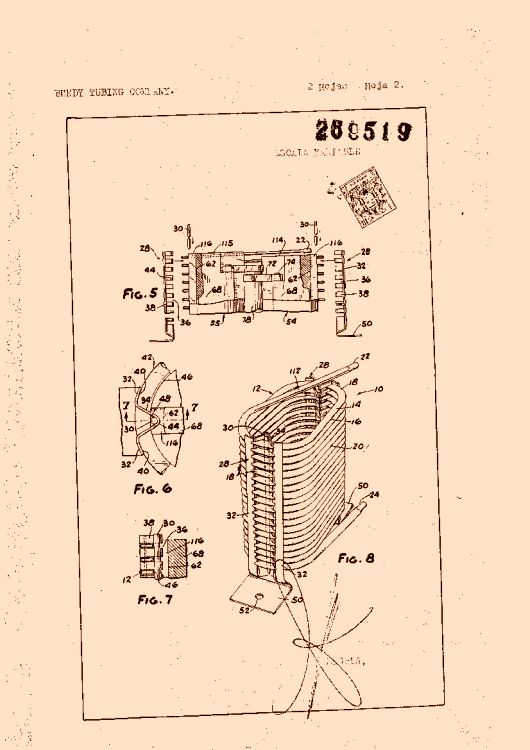
PERFECCIONAMIENTOS EN SERPENTINES PARA INTERCAMBIO TÉRMICO O SIMILAR.
(16/03/1962). Ver ilustración. Solicitante/s: BUNDY TUBING COMPANY.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}