CIP-2021 : B21D 7/00 : Curvado de barras, perfiles o tubos (B21D 11/02 - B21D 11/18 tienen prioridad;
mediante la utilización de mandriles u órganos análogos B21D 9/00).
CIP-2021 › B › B21 › B21D › B21D 7/00[m] › Curvado de barras, perfiles o tubos (B21D 11/02 - B21D 11/18 tienen prioridad; mediante la utilización de mandriles u órganos análogos B21D 9/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 1/00 hasta B21D 21/00: Enderezado; Restaurado de forma; Curvado; Ondulado; Conformación de los bordes
B21D 7/02 · sobre un órgano de conformación fijo; mediante la utilización de un órgano de conformación o de un tope oscilante.
B21D 7/022 · · sobre un órgano de conformación fijo únicamente.
B21D 7/024 · · por un órgano de conformación oscilante.
B21D 7/025 · · · y tirando o empujando las extremidades del producto.
B21D 7/028 · · · y modificando al mismo tiempo el perfil, p. ej. para hacer parachoques.
B21D 7/03 · · Aparatos dotados de medios para mantener la forma de perfil.
B21D 7/04 · sobre un órgano de conformación móvil (B21D 7/02 tiene prioridad).
B21D 7/06 · en prensas particulares o entre martillos y yunques o topes; Pinzas dotadas de matrices de conformación.
B21D 7/08 · por pasada entre rodillos o a través de una matriz curva.
B21D 7/10 · por medio de órganos en contacto y medios de curvado flexible, p. ej. con cadenas, con cuerdas.
B21D 7/12 · con un control programado.
B21D 7/14 · combinado con una medida de curvaturas o de longitudes.
B21D 7/16 · Equipo auxiliar, p. ej. para calentar o enfriar los codos.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para producir un estabilizador hueco.
(22/04/2020) Un procedimiento para fabricar un estabilizador hueco , que se proporciona en un vehículo y comprende: una porción de torsión (1a) que se extiende en la dirección del ancho del vehículo; un brazo (1b) que se extiende en una dirección delantera-trasera del vehículo; y una porción flexionada (1c) que 5 conecta la porción de torsión (1a) y el brazo (1b),
en el que una relación (t/D) de un grosor (t) a un diámetro exterior (D) de la tubería del elemento (1S) es 0,10 o más, y
en el que el procedimiento comprende:
una etapa de conformación (S10) de someter una tubería del elemento (1S) como material del estabilizador hueco a un procedimiento de flexión, para conformar una forma de producto…
BARRA DE METAL MARCADA POR ESTAMPADO DIRECTO.
(24/08/2017). Solicitante/s: CMP PRATSA, S.A. DE C.V. Inventor/es: DE LA MORA LOPEZ,Francisco.
La presente invención se refiere a una barra de metal con una o varias marcas en forma perimetral mediante el estampado directo en el metal utilizada para el ensamblaje de suspensiones y muelles de los vehículos pesados, y que tiene como principal función el señalar el o los puntos de referencia para doblar para su posterior transformación en abrazadera, tornillo U, tornillo J, tornillo L, grapa y/o estribo, teniendo como resultado un doblez preciso y exacto, evitando desperdicios en los materiales y haciendo más eficiente el tiempo en el ensamblaje de autopartes.
ABARCON MONIPIEZA Y PROCEDIMIENTO DE FABRICACION DEL MISMO.
(12/04/2013) Abarcón monopieza y proceso de fabricación del mismo, configurado en U para fijar tubos , constituido por un cuerpo monobloque y macizo, de acero al carbono o acero inoxidable, cuya parte central inferiormente es de superficie plana y presenta una superficie superior de configuración variable, que para fabricarlo se parte de una pieza en forma de barra cilíndrica o "redondo", cuyos extremos se someten a un proceso de mecanizado para realizar sendas espigas roscadas , y luego se somete a proceso de laminado o estampado en caliente para modificar el perfil de su parte central proporcionando la superficie plana por su parte inferior y la forma superior según, las necesidades de cada aplicación. Finalmente,…
MAQUINA Y PROCEDIMIENTO PARA FORMAR ESTRUCTURAS METALICAS AUTOPORTADORAS DE PAREDES VERTICALES Y CON TECHO DE BOVEDA Y CONSTRUCCIONES DE TALES ESTRUCTURAS.
(16/06/2002). Solicitante/s: M.I.C. INDUSTRIES, INC. Inventor/es: MORELLO, FREDERICK.
UNA MAQUINA PARA FORMAR EDIFICACIONES METALICAS MOVILES FORMA UN PANEL (P) DE LONGITUD PREVIAMENTE DETERMINADA PARTIENDO DE UN ENROLLAMIENTO DE METAL PLANO Y DESPUES LOS PANELES FORMADOS SE PLIEGAN CONTINUAMENTE SOBRE SUS BORDES LATERALES (C8) PARA ADQUIRIR MAS RESISTENCIA Y SE CURVAN SELECTIVAMENTE MEDIANTE EL PLEGAMIENTO DEL FONDO (CB) DEL PANEL. EL PLEGAMIENTO Y LA CURVATURA SE CONTROLAN AUTOMATICAMENTE, CON LO QUE PUEDEN FORMARSE LOS PANELES DE EDIFICACION CON PAREDES VERTICALES Y LOS TEJADOS ARQUEADOS. UN ROLLO DE PLEGAMIENTO MOVIL SE DIVIDE AUTOMATICAMENTE PARA CONTROLAR LA CURVATURA, Y EL ROLLO ES IMPULSADO POR CADENA POR LO QUE PUEDE DESPLAZARSE SIN AFECTAR A SU IMPULSO ROTATORIO.
METODO DE PROPORCIONAR RADIOS DE CURVATURA MUY PEQUEÑOS EN ESTRUCTURAS TUBULARES.
(01/10/1994). Solicitante/s: PROPRIETARY TECHNOLOGY, INC. Inventor/es: BARTHOLOMEW, DONALD D.
EL METODO QUE SE PRESENTA PERMITE CURVAR ESTRUCTURAS TUBULARES CON CURVATURAS DE RADIO MUCHO MENOR QUE LAS NORMALMENTE ACEPTABLES PARA EL DIAMERO DE LA SECCION DE TUBO QUE SE ESTA CURVANDO. EL METODO ES MUY UTIL PARA HACER VARIOS ACCESORIOS QUE REALICEN FUNCIONES DE DIRECCIONAMIENTO CURVADO EN SISTEMAS ENTUBACION. EL METODO PERMITE TAMBIEN ESTIRAR DE MANERA MAS CONTROLABLE EL METAL DEL TUBO, PUESTO QUE EL ESTIRAMIENTO SE REALIZA ANTES DE CURVAR EL ANGULO.
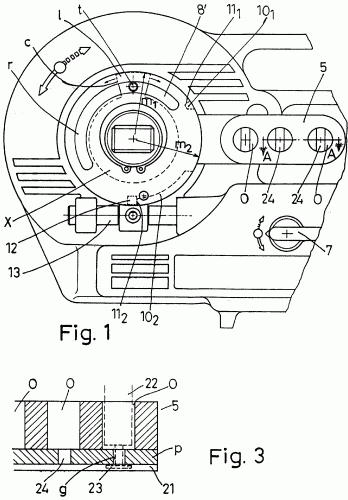
APARATO CURVATUBOS ELECTRICO PERFECCIONADO.
(16/05/1994). Ver ilustración. Solicitante/s: SUPER-EGO TOOLS S.A.. Inventor/es: AZKONA OLLACARIZQUETA, MANUEL.
APARATO CURVATUBOS ELECTRICO PERFECCIONADO, DE LOS QUE UTILIZAN UNA HORMA Y UN PATIN DE FORMA, CARACTERIZADO PORQUE COAXIAL CON EL EJE DE GIRO DEL PATIN DE FORMA SE HA DISPUESTO UNA TAPA DE FIN DE CARRERA CON MEDIOS DE TOPE Y UN DISCO FIJABLE A VOLUNTAD EN LA TAPA CON UNA LENGUETA RADIAL CUYO RADIO (M1) ES DE LONGITUD SIMILAR AL RADIO (M2) DE LA TAPA.
ELEMENTO EN HORQUILLA PARA LA SECCION DE CURVATURA DE APARATO PARA CURVAR TUBERIAS, CONECTABLE A LA SECCION DE CONTROL Y PROVISTO CON BRAZOS PARA SOPORTAR EL ELEMENTO DE APOYO HUECO DE LA TUBERIA A SER CURVADA.
(16/03/1992) ELEMENTO HORQUILLA PARA LA SECCION DE CURVATURA DE UN APARATO DE CURVAR TUBERIAS QUE ES CONECTABLE A LA SECCION DE CONTROL DEL MISMO, PARA SOPORTAR LOS ELEMENTOS DE APOYO HACIENDO FRENTE A LOS ELEMENTOS DE FLEXION ARQUEADOS Y PERMITIENDO MATERIALIZAR MULTIPLES DISTANCIAS ENTRE CENTROS (L) ENTRE AQUELLOS ULTIMOS, COMPRENDIENDO: UNA BASE PLANA CON DOS PATAS DE ANCHO DIVIDIDO SIMETRICAMENTE CON RESPECTO AL PLANO CENTRAL DEL APARATO A LO LARGO DEL EJE DE SU PISTON DE CONTROL, ESTANDO DISPUESTA CADA PATA CON UNA ESPIGA SALIENTE Y UN JUEGO DE RANURAS (A, B, C) QUE SALEN RADIALMENTE DESDE LA ESPIGA EN UNA DISPOSICION SIMETRICA SOBRE AMBAS PATAS ; UN PAR DE BRAZOS PROVISTOS CON DOS ABERTURAS ALARGADAS COLOCADAS AXIALMENTE Y UN NERVIO SITUADO…
APARATO PARA EL CURVADO MANUAL DE TUBOS, BARRAS Y SIMILARES.
(16/07/1991) APARATO PARA EL CURVADO MANUAL DE TUBOS, BARRAS Y SIMILARES, QUE ESTA REALIZADO EN FORMA DE UNA HERRAMIENTA ELECTRICA, CUYO MOTOR ACCIONA DE FORMA GIRATORIA UNA MATRIZ DE CURVADO A TRAVES DE UN ENGRANAJE REDUCTOR. ESTA MATRIZ TIENE UNA DEPRESION EN FORMA DE RANURA EN LA QUE SE APLICA EL TUBO QUE SE HA DE CURVAR. LA DEPRESION DE LA MATRIZ DE CURVADO DISCURRE CURVADA DE CONFORMIDAD CON EL RADIO DE CURVADO QUE SE HA DE ESTABLECER EN EL TUBO . EL APARATO PARA EL CURVADO MANUAL TIENE ADEMAS UN APOYO DE REACCION PARA EL TUBO DURANTE EL PROCESO DE CURVADO. EL FLUJO DE FUERZAS DURANTE EL PROCESO DE CURVADO ESTA CERRADO SOBRE SI MISMO, DE MODO QUE EL APARATO PARA EL CURVADO MANUAL NO HA DE SER SOSTENIDO CONTRA FUERZAS DE REACCION. PUEDE SER DEPOSITADO DURANTE EL PROCESO DE CURVADO SOBRE UNA BASE SIN QUE EL APARATO PAR EL…
SISTEMA PARA EL CURVADO DE PERFILES METALICOS.
(01/09/1983). Solicitante/s: ROIG HABIBA,JUAN M.
SISTEMA PARA EL CURVADO DE PERFILES METALICOS.SE ADOPTA UN TUBO-FUNDA CON ALETAS EXTERIORES DIAMETRALMENTE OPUESTAS, OBTENIDAS POR DOBLADO Y YUXTAPOSICION DE LA PROPIA PARED DEL TUBO, LAS CUALES COINCIDEN CON CORRESPONDIENTES ENTRANTES PRACTICADOS EN LA LLANTA DE LOS RODILLOS DE LA MAQUINA DE CURVADO, DE TAL MANERA QUE LAS ALETAS ACTUAN PARA FIJAR LA POSICION CORRECTA DEL TUBO , Y, POR ENDE, DEL PERFIL ALOJADO EN SU INTERIOR, IMPIDIENDO DISTORSIONES Y ALABEOS DURANTE LA ACCION DE CURVADO. EL CONTENIDO DEL TUBO PUEDE SER EXTRAIDO CORTANDO EL BORDE EXTERIORDE LOS PLIEGUES QUE FORMAN LAS ALETAS.
PERFECCIONAMIENTOS EN MAQUINAS PARA EL CURVADO EN FRIO DE PERFILES.
(16/12/1982). Solicitante/s: TERMES ADRIA,JUAN TIANA SURIOL,JOSE MARI.
MAQUINA PARA EL CURVADO EN FRIO DE PERFILES, YA SEAN ABIERTOS, CERRADOS O MACIZOS, SIEMPRE Y CUANDO POR SU LIMITE ELASTICO SEAN APTOS PARA DICHA OPERACION DE CURVADO. CONSTA DE UNA BANCADA SOBRE LA CUAL ESTAN MONTADOS CUATRO CABEZALES DE TRABAJO CON POSIBILIDAD DE DESLIZAMIENTO LONGITUDINAL SOBRE UNA GUIA DE LA CITADA BANCADA ; DE UNA CENTRAL HIDRAULICA DE ACCIONAMIENTO DE LOS CUATRO CABEZALES Y SUS COMPONENTES, ALOJADA EN EL INTERIOR DE LA BANCADA ; DE DOS PLATAFORMAS DESPLAZABLES TRANSVERSALMENTE CON RELACION A LA GUIA DE LA BANCADA, POR ACCION FLUIDODINAMICA, SOBRE LAS CUALES ESTAN MONTADOS LOS CABEZALES EXTREMOS ; Y DE DOS PLATAFORMAS GIRATORIAS CON ESCALA GRADUADA PARA DETERMINAR CON EXACTITUD SU POSICION, SOBRE LAS CUALES ESTAN MONTADOS LOS CABEZALES INTERMEDIOS.
PROCEDIMIENTO PARA CURVAR PERFILADOS PROFUNDOS.
(01/07/1977). Solicitante/s: ETABLISSEMENTS LEROUX, S. A.
Resumen no disponible.
UN DISPOSITIVO PARA CURVAR TORNAPUNTAS.
(16/07/1975). Solicitante/s: KELLER,KLAUS.
Resumen no disponible.
UN APARATO PARA DOBLAR O CURVAR UN TUBO.
(16/01/1975). Solicitante/s: FOSTER WHEELER CORP..
Resumen no disponible.
{kind=link}