CIP-2021 : B29C 44/16 : conformada por la expansión del material.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/16[4] › conformada por la expansión del material.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/16 · · · · conformada por la expansión del material.
CIP2021: Invenciones publicadas en esta sección.
Película para el recubrimiento de la huella de una suela de zapato de material polimérico a base de poliuretano.
(02/11/2016). Solicitante/s: SPAC S.P.A. Inventor/es: BEDESCHI,EDOARDO, MAGNI,PAOLO.
Una película de recubrimiento de la huella para suelas de zapatos de material polimérico a base de poliuretano que comprende una capa de soporte , que puede conectarse al material polimérico basado en poliuretano de la suela y una capa externa que está superpuesta sobre la capa de soporte y que está formada por una mezcla de poliuretano que puede termoconformarse de acuerdo con un patrón de la huella de la suela, caracterizada porque la mezcla de poliuretano de la capa externa comprende un porcentaje del 3 % al 15 % en peso de sílice como agente opacificante.
PDF original: ES-2613005_T3.pdf
Procedimiento para la fijación de elementos al revestimiento interior de aparatos de refrigeración y/o de congelación y procedimiento para la producción de una tal disposición de fijación.
(31/08/2016). Solicitante/s: LIEBHERR-HAUSGERATE OCHSENHAUSEN GMBH. Inventor/es: HECHT JOSEF, KAUK,FRANZ.
Procedimiento para la producción de una disposición de fijación para la fijación de elementos , especialmente raíles de extracción, al revestimiento interior de plástico de una pared aislada térmicamente con un material espumoso de un aparato de refrigeración y/o de congelación, caracterizado por que comprende las siguientes etapas:
a) insertar el elemento que va a fijarse en una herramienta de embutición profunda para la embutición profunda del revestimiento interior de plástico de material plástico, después
b) fabricar el revestimiento interior moldeando al menos parcialmente el elemento que va a fijarse para la formación de un contorno de alojamiento en el revestimiento interior de plástico para el elemento que va a fijarse, y después
c) hacer espumar un aislamiento térmico de material espumoso en el lado posterior del revestimiento interior de plástico.
PDF original: ES-2605742_T3.pdf
PROCEDIMIENTO DE FABRICACION DE UNA ESTRUCTURA DE COMPUESTO.
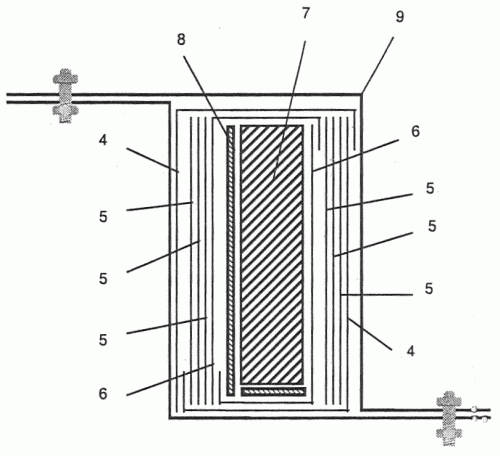
(01/08/2006). Ver ilustración. Solicitante/s: GAMESA DESARROLLOS AERONAUTICOS, S.A.. Inventor/es: VALOR RAFAEL,XABIER, SISO NADAL,RAFAEL, FERRERAS RUIZ,JOSE ANTONIO.
Procedimiento de fabricación de una estructura de compuesto caracterizado por reducir la complejidad, coste y proceso de las piezas de moldeo, utilizando un único molde y realizando un curado sin necesidad de practicar el vacío en el interior del molde durante el curado de la pieza y sin necesidad de utilización de autoclave para suministrar presión al proceso de curado. El procedimiento comprende las siguiente etapas, primeramente las telas de preimpregnado se distribuyen en el interior del molde extendiendo los extremos sobrantes hacia el exterior del mismo. Durante la segunda etapa se añade el adhesivo expansible, se sitúa el núcleo de espuma rígida y se procede al compactado de telas y núcleo. En la tercera etapa los extremos de las telas que se dejaron abiertos se colocan por encima del núcleo cerrando las telas entre sí antes de cerrar con el contra- molde. Por último, una vez completado el proceso se procede al curado mediante uso de estufa.
{kind=link}