CIP-2021 : B29C 65/18 : con una herramienta caliente.
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/18[2] › con una herramienta caliente.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/18 · · con una herramienta caliente.
CIP2021: Invenciones publicadas en esta sección.
METODO Y APARATO PARA EMPALMAR ARTICULOS TERMOPLASTICOS.
(01/03/2001) SE PRESENTA UN METODO Y UN APARATO PARA FORMAR UNA UNION EN UN ARTICULO ALARGADO FORMADO DE MATERIAL TERMOPLASTICO, POR EJEMPLO UN PASAMANOS DE UNA ESCALERA MECANICA O UNA CINTA TRANSPORTADORA, QUE TAMBIEN INCLUYE UNA PLURALIDAD DE CABLES DE REFUERZO Y UN TEJIDO DE DESLIZAMIENTO. LAS PARTES DE LOS EXTREMOS DEL ARTICULO SE SUJETAN EN UN MOLDE Y SE CALIENTAN PARA VOLVER A FUNDIR EL MATERIAL. LAS PARTES ADYACENTES A LAS PARTES DE LOS EXTREMOS SON ENFRIADAS, EN LOS EXTREMOS DEL MOLDE, PARA EVITAR QUE VUELVAN A FUNDIRSE. LAS PARTES DERRETIDAS DE LOS EXTREMOS SE FUNDEN ENTONCES, Y LA UNION SE ENFRIA PARA RESOLIDIFICAR EL MATERIAL Y FORMAR LA JUNTA. CUANDO ESTAN PRESENTES CABLES DE REFUERZO , ESTOS PUEDEN CORTARSE EN UN MODELO ENTRELAZADO, QUE SE DISPONE…
(16/03/2000). Ver ilustración. Solicitante/s: ROVEMA VERPACKUNGSMASCHINEN GMBH. Inventor/es: KAMMLER, ROMAN DR., BAUR, WALTER DR..
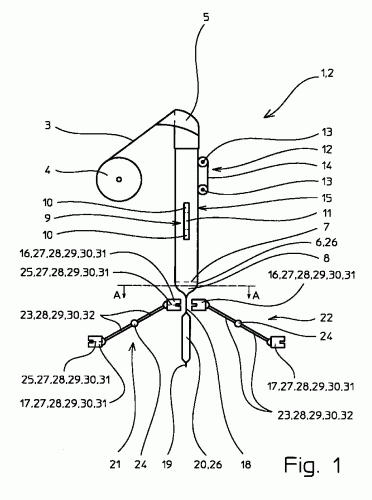
EN UNA MAQUINA EMPAQUETADORA 2 CON UNA PIEZA 27 MOVIL QUE SE MUEVE CONTRA UN EMBALAJE 26 O UN PRODUCTO A EMBALAR, Y UN SOPORTE 23 MOVIL QUE SE MUEVE CON LA PIEZA 27, UNIENDOSE CON ESTA 27, LA PIEZA 27 Y/O EL SOPORTE 23 ESTAN COMPUESTOS POR UNA ALEACION DE MAGNESIO 28, POR EJEMPLO, MG AG3 SE2 ZR1 O MG AL9 ZN1. UNA ALEACION DE MAGNESIO 28 MUESTRA UN MENOR MOMENTO DE INERCIA, UNA ELEVADA CAPACIDAD DE CONDUCTIBILIDAD CALORIFICA Y DE CAPACIDAD CALORIFICA Y UNA BUENA RIGIDEZ. PUEDE SER UTILIZADA TAMBIEN PARA COMPONENTES CALIENTES, POR EJEMPLO, PARA UNA MORDAZA SELLADORA LONGITUDINAL 33 QUE SE MUEVE CONTRA UN TUBO LAMINADO 6, UNA MORDAZA SELLADORA TRANSVERSAL 16, 17 O UNA CUCHILLA DE TRONZAR 25. PARA MOVER UNA PIEZA 27 Y/O SOPORTE 23 HECHOS DE UNA ALEACION DE MAGNESIO 28 SE REQUIERE UNA FUERZA RELATIVAMENTE PEQUEÑA, POR LO QUE LA MAQUINA EMPAQUETADORA 2 RESULTA MAS RENTABLE.
DISPOSITIVO PARA PONER POR SOLDADURA ASAS EN UNA BANDA SEMITUBULAR DE MATERIAL SINTETICO.
(16/02/2000). Ver ilustración. Solicitante/s: WINDMOELLER & HOELSCHER. Inventor/es: TETENBORG, KONRAD, VOSS, HANS-LUDWIG, MUNDUS, FRIEDHELM.
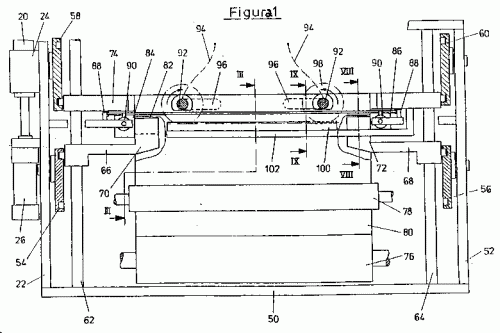
Dispositivo para poner por soldadura asas en una banda semitubular de material sintético, con una estación de formación de asas y una estación de soldadura con mordazas de soldadura que pueden hacerse avanzar por fuera hacia la banda semitubular de material sintético, para soldar con la banda semitubular de material sintético los extremos de los asas introducidos. Para resolver la tarea de perfeccionar un dispositivo de este tipo, de tal manera que se acorte el tiempo de soldadura y de este modo se aumente la cadencia al soldar, se disponen en la estación de soldadura mordazas de soldadura adicionales que se hallan en el interior de la banda semitubular de material sintético y que actúan en combinación con las mordazas de soldadura que pueden hacerse avanzar por fuera.
DISPOSITIVO DE TERMOSOLDADURA.
(16/08/1999) DISPOSITIVO DE OBTURACION POR CALOR, QUE INCLUYE UNAS CABEZAS ACTIVAS MUTUAMENTE OPUESTAS QUE ESTAN ASOCIADAS A UNOS EJES DE IMPULSION CORRESPONDIENTES QUE GIRAN EN SENTIDO CONTRARIO, Y QUE ESTAN SUJETAS A LA ACCION DE UNOS ELEMENTOS DE LEVA QUE DESPLAZAN LAS CABEZAS A LO LARGO DE UN RECORRIDO QUE ES PARCIALMENTE PARALELO A UN RECIPIENTE TUBULAR CONTINUO , QUE INCLUYE LOS PRODUCTOS QUE SE QUIERE EMBALAR. LAS CABEZAS ACTIVAS (15'-15'') DISPUESTAS DE FORMA OPUESTA, DURANTE LA ROTACION DE LOS EJES DE IMPULSION CORRESPONDIENTES QUE GIRAN EN SENTIDO CONTRARIO, SE DESPLAZAN MUTUAMENTE ACERCANDOSE PARA AMORDAZAR EL RECIPIENTE TUBULAR EN LA ZONA QUE SEPARA UN PRODUCTO DE OTRO Y PARA LLEVAR…
MATERIAL DE EMPAQUETAMIENTO Y METODO PARA FABRICARLO.
(16/09/1998). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: BJORCK, BENGT.
AL MATERIAL DE EMPAQUETAMIENTO PARA PAREDES DE CONTENEDORES AUTOSOSTENIDOS SE LE PUEDE PROPORCIONAR LA DESEADA RIGIDEZ FLEXIBLE LAMINANDOLO CON MATERIAL INHERENTEMENTE RIGIDO COMO CARTON. LA RIGIDEZ TAMBIEN SE PUEDE OBTENER SI SE FIJAN DOS CAPAS DE MATERIAL CON DETERMINADO ESPACIAMIENTO ENTRE ELLAS. SEGUN EL INVENTO, ESTO SE PUEDE ALCANZAR EN TANTO QUE LAS DOS CAPAS DE MATERIAL DEFINEN UNA CAMARA INTERYACENTE QUE ESTA LLENA DE GAS A PRESION. EL MATERIAL ES PRODUCIDO POR SELLADO DE LAS CAPAS DE MATERIAL UNA CONTRA OTRA SOBRE UNA PORCION DE SU SUPERFICIE DE FORMA QUE SE CONSIGA UNA CAMARA QUE ESTA LLENA, POR EJEMPLO, DE AIRE BAJO PRESION.
DISPOSITIVO DE PRESELLADO DE UN DOCUMENTO SOBRE UNA TIRA PLASTICA.
(01/07/1998). Solicitante/s: IDMATICS S.A. Inventor/es: TISSERAND, GEORGES, TISSERAND, JACQUES.
LA INVENCION SE REFIERE A UN DISPOSITIVO DE PRESELLADO DE UN DOCUMENTO SOBRE UNA TIRA PLASTICA. COMPRENDE AL MENOS UN PRIMER CILINDRO SOBRE EL QUE SE ENROLLA EL DOCUMENTO A PARTIR DE UN PRIMER PUNTO DADO (T1) DEL ESPACIO TANGENTE AL CILINDRO Y MEDIOS DE CALENTAMIENTO DE LA TIRA DE PLASTICO EN UN SEGUNDO PUNTO (T2) TANGENTE AL CILINDRO DONDE LA TIRA DE PLASTICO ESTA EN CONTACTO CON EL DOCUMENTO, FORMANDO ESTE PUNTO TANGENTE (T2) UN ANGULO (ALFA) CONSTANTE CON EL PUNTO DADO (T1) DEL ESPACIO, ESTANDO EL DOCUMENTO PRESELLADO POR EL CALENTAMIENTO DE LA TIRA DE PLASTICO EN ESTE SEGUNDO PUNTO TANGENTE (T2). APLICACION: PRESELLADO SOBRE UNA TIRA DE PLASTICO DE DOCUMENTOS DESTINADOS A SER PLASTIFICADOS INDUSTRIALMENTE.
UN APARATO PARA EL CIERRE POR CALOR DE DOS CAPAS SUPERPUESTAS DE UNA PELICULA DE PLASTICO.
(16/04/1998) SEGUN LA INVENCION, SE PRESENTA UN APARATO PARA EL CIERRE POR CALOR DE DOS CAPAS SUPERPUESTAS DE UNA PELICULA DE PLASTICO , EN QUE HAY COLOCADOS UN ELEMENTO DE BARRA DE CIERRE MOVIL EN FRENTE DE UN ELEMENTO DE BARRA DE CIERRE FIJO , PASANDO LAS CAPAS DE PELICULA DE PLASTICO ENTRE EL ELEMENTO DE BARRA DE CIERRE MOVIL Y EL FIJO . LAS CAPAS DE PELICULA DE PLASTICO SON ALIMENTADAS DE MANERA INTERMITENTE DURANTE UN TIEMPO DETERMINADO Y ESTA ALIMENTACION SE DETIENE TEMPORALMENTE SIEMPRE QUE SE ALIMENTAN DE MANERA INTERMITENTE. EL ELEMENTO DE BARRA DE CIERRE MOVIL SE MUEVE SEGUN UN MOVIMIENTO DE VAIVEN SIEMPRE QUE LAS CAPAS DE PELICULA DE PLASTICO SE ALIMENTAN INTERMITENTEMENTE, PASANDO DE UNA PRIMERA POSICION, EN QUE EL ELEMENTO DE BARRA DE CIERRE MOVIL AVANZA HACIA EL ELEMENTO DE BARRA DE CIERRE FIJO DE MODO QUE LAS CAPAS DE…
TERMOSELLADO DE UN HILO A UNA BANDA.
(01/04/1998). Solicitante/s: UNILEVER PLC UNILEVER N.V.. Inventor/es: GOODWIN, JAMES, VERNON, GEOFFREY WILLIAM 57 WOODCOTE AVENUE, CLEALL, ANDREW, BAILEY, THOMAS WILLIAM WHITEGATES.
UN PAQUETE ETIQUETADO LLEVA UNA ETIQUETA (T) UNIDA A SU CUERPO PRINCIPAL (B) POR UN HILO (S). EL HILO COMPRENDE POLIPROPILENO QUE SE ADHIERE POR SELLADO DE CALOR AL CUERPO. EL CUERPO ESTA HECHO DE CAPAS DE MATERIAL LAMINADO TENIENDO TAMBIEN MATERIAL TERMOPLASTICO PARA PODER CERRAR EL CUERPO POR SELLOS DE CALOR. EL HILO SE ASEGURA A LA SUPERFICIE DEL CUERPO EN UN BORDE AL MISMO TIEMPO QUE EL BORDE SE SELLA A BASE DE CALOR Y EL CALOR PARA EL SELLADO SE APLICA DESDE LA CARA OPUESTA DEL CUERPO MIENTRAS QUE LAS REGIONES ADYACENTES AL BORDE A SELLAR RECIBEN EL CALENTAMIENTO APLICADO A TRAVES DE LA PRIMERA CARA. ESTE MONTAJE PROPORCIONA UN CONTROL MAS ESTRECHO DE LAS DISTINTAS CONDICIONES REQUERIDAS PARA ASEGURAR EL HILO Y PARA SELLAR CONJUNTAMENTE SOLO EL MATERIAL LAMINADO DEL CUERPO.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE BOLSAS DE LAMINA, EN PARTICULAR PARA BEBIDAS Y VIVERES.
(16/03/1998). Solicitante/s: WATER-LINE S.A. Inventor/es: COLLA, TIZIANO.
UNA MANGUERA DE LAMINA CERRADA SE SELLA CON MORDAZAS DE SELLADO TRANSVERSAL Y SE SEPARA MEDIANTE UNA CUCHILLA A LO LARGO DE SU PARTE MEDIA EN DOS MITADES. EN LA ZONA MEDIA DE LA COSTURA DE SELLADO TRANSVERSAL SE CORTA LA MANGUERA . A TRAVES DE ESTE PROCEDIMIENTO SE CONSIGUE UNA ALTA CAPACIDAD, UNA BUENA SALIDA Y UNA ADAPTABILIDAD SENCILLA A OTROS VOLUMENES DE LLENADO.
APARATO PARA CIERRE POR CALOR DE MATERIALES TERMOPLASTICOS.
(16/10/1997) LOS APARATOS PARA CIERRE TERMICO DE MATERIALES TERMOPLASTICOS INCLUYEN UNA O MAS MORDAZAS COOPERADORAS DE HERMETISMO QUE ENFRENTAN LAS SUPERFICIES DE TRABAJO CON DISPOSITIVOS PARA CALENTAR EL MATERIAL TERMOPLASTICO. CUANDO SE EMPLEAN DISPOSITIVOS DE CALENTAMIENTO DE TIPO ALAMBRE O CABLE DE RESISTENCIA ELECTRICA, SE APLICAN DEMANDAS EXTREMAS SOBRE SU ANCLAJE A LA MORDAZA DE CIERRE, YA QUE LAS MODIFICACIONES DE ALARGAMIENTO (EXPANSION Y CONTRACCION LINEALES) Y LA ACCION MECANICA PUEDEN PONER AL CABLE FUERA DE SU DESEADA POSICION CUANDO LA MORDAZA DE CIERRE ESTA EN OPERACION. UN APARATO PARA CIERRE POR CALOR DE MATERIALES TERMOPLASTICOS QUE EVITA ESTOS INCONVENIENTES INCLUYE UNA MORDAZA DE CIERRE CON RANURAS EN DONDE SE FIJA MECANICAMENTE UNA CINTA TERMICA DE FORMA QUE LAS PORCIONES EMBRIDADAS DE LA MORDAZA QUE SE PROYECTAN SOBRE LA…
UN PROCESO DE, Y UN APARATO PARA, SELLADO DE PLANCHA DE RESINA TERMOPLASTICA.
(01/04/1997). Solicitante/s: IDEMITSU PETROCHEMICAL CO., LTD.. Inventor/es: FUJII, ATSUSHI, MATSUZAWA, KOUZABURO.
UN PROCESO DE, Y UN APARATO PARA, SELLADO DE UNA PLANCHA DE RESINA TERMOPLASTICA A UNA MONTURA, DE LA FORMA EN QUE UNA PLANCHA DE ALUMINIO USA MIEMBROS DE CIERRE COMO RODILLOS DE CIERRE O PLACAS DE CIERRE, TENIENDO CADA UNO DE ELLOS RANURAS SOBRE LOS MISMOS, HACIENDO INTERSECCION LAS RANURAS SOBRE EL PRIMER RODILLO DE CIERRE CON LAS RANURAS SOBRE EL SEGUNDO MIEMBRO DE CIERRE, MEDIANTE LO CUAL SE PUEDE SELLAR LA MONTURA A LA PLANCHA EN UN MODELO CONTRATALLA.
DISPOSITIVO PARA LA FABRICACION DE BOLSAS DE EMPAQUETADO PLANAS A PARTIR DE UNA LAMINA FLEXIBLE.
(01/08/1996). Solicitante/s: SIG SCHWEIZERISCHE INDUSTRIE-GESELLSCHAFT. Inventor/es: ALTERMATT, WILLY, KOPP, GEORG.
SOBRE UN BASTIDOR SE ENCUENTRAN APOYADOS DE FORMA DESPLAZABLE LONGITUDINALMENTE MULTIPLES CARROS UNO JUNTO A OTRO Y SON ACCIONADOS POR MEDIO DE UN MECANISMO DE MANIVELA. CADA CARRO PORTA UN MANDRIL PARA QUE PUEDA FORMARSE UNA MANGUERA A PARTIR DE UNA LAMINA POR MEDIO DE UN CUERPO SUJETO AL BASTIDOR. EN DESPLAZAMIENTOS HACIA ADELANTE DE LOS CARROS LA MORDAZA DE SELLADO LONGITUDINAL PRESIONA CONTRA EL MANDRIL Y FORMA LA COSTURA DE SELLADO LONGITUDINAL. EN MOVIMIENTO HACIA ATRAS LAS MANGUERAS FORMADAS A PARTIR DE LA LAMINA FLEXIBLE SE SUJETAN MEDIANTE MORDAZAS DE SELLADO TRANSVERSAL Y SE SEPARA LA BOLSA YA FABRICADA POR MEDIO DE UNA CUCHILLA . EL DISPOSITIVO DISPONE DE UNA GRAN CAPACIDAD DE SERVICIO, ES DE FACIL ORIENTACION Y DE SERVICIO SENCILLO.
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR PIEZAS TUBULARES DE PLASTICO.
(01/04/1996). Solicitante/s: GEORG FISCHER AKTIENGESELLSCHAFT. Inventor/es: HILPERT, BRUNO.
UN DISPOSITIVO DE CALEFACCION ABARCANDO LAS PIEZAS (1A, 1B) TUBULARES A SOLDAR PRESENTA MORDAZAS CALENTABLES ELECTRICAMENTE. EN EL INTERIOR DE LA PIEZA (1A, 1B) TUBULAR SE DISPONE UNA BURBUJA ENSANCHABLE POR AIRE COMPRIMIDO QUE PRESENTA PARA LIMITACION LONGITUDINAL UNA PIEZA DE TRACCION DISPUESTA CENTRICAMENTE COMO UN CABLE. PARA PRODUCIR UNAS PRESIONES DE SOLDADURA LA PRESION DE AIRE EN LA BURBUJA ES MAYOR QUE LA PRESION DE LA DILATACION DEL MATERIAL EN EL FUNDIDO.
APARATO PARA HACER COSTURAS LONGITUDINALES EN UNA MAQUINA EMPAQUETADORA.
(01/04/1996). Solicitante/s: SITMA S.P.A.. Inventor/es: BALLESTRAZZI, ARIS, TASSI, LAMBERTO.
UN APARATO PARA HACER COSTURAS LONGITUDINALES EN UNA MAQUINA EMPAQUETADORA PARA LOS PRODUCTOS ALIMENTADOS EN UNA CORREA TRANSPORTADORA, QUE CONSTA DE UN DISPOSITIVO PARA HACER COSTURAS CIRCULAR OSCILANTE QUE QUEDA COLOCADO ENCIMA DE LOS BORDES LONGITUDINALES SUPERPUESTOS DE UNA PELICULA DE PLASTICO CONTINUA EN QUE LOS PRODUCTOS SE ENVUELVEN, CONSTANDO EL DISPOSITIVO PARA HACER COSTURAS DE AL MENOS DOS ELEMENTOS DE HACER COSTURAS SEMICIRCULARES, SEPARADOS, ACCIONADOS INDEPENDIENTEMENTE, GIRANDO EL DISPOSITIVO PARA HACER COSTURAS PARA COLOCAR UNO DE SUS ELEMENTO DE HACER COSTURAS SOBRE LOS BORDES SUPERPUESTOS DE LA PELICULA, Y HAY UNOS SENSORES PARA MEDIR LA VELOCIDAD DE AVANCE DE LA PELICULA Y CONTROLAR, MEDIANTE UN DISPOSITIVO DE CONTROL ELECTRONICO, TANTO LA ROTACION DEL DISPOSITIVO PARA HACER COSTURAS COMO LA VARIACION EN LA TENSION DE ALIMENTACION DE LA MENOS UNO DE LOS ELEMENTOS DE HACER COSTURAS.
CUCHILLA DE UNION Y CORTE POR CALENTAMIENTO Y APARATO DE UNION POR CALENTAMIENTO.
(01/03/1995) LA INVENCION PROPORCIONA UNA CUCHILLA DE UNION POR CALENTAMIENTO Y UN APARATO DE UNION POR CALENTAMIENTO, CAPAZ DE UNIR POR CALOR LAMINAS DE RESINA TERMOPLASTICA, EN PARTICULAR LAMINAS DE TELAS NO TEJIDAS DE RESINA TERMOPLASTICA, CON O SIN CORTAR POR CALOR ESTAS LAMINAS. UNA CUCHILLA DE UNION POR CALENTAMIENTO DEL PRIMER TIPO, DESTINADA A UNION Y CORTE POR CALENTAMIENTO, TIENE ELEMENTOS DE PRESION SOBRE AMBOS LADOS DE LA CUCHILLA. LA DISTANCIA ENTRE EL EXTREMO INFERIOR Y CADA ELEMENTO DE PRESION Y EL BORDE DE LA CUCHILLA SE DETERMINA EN FORMA TAL QUE LOS ELEMENTOS DE PRESION LIGERAMENTE APRIETAN LAS LAMINAS DE LAS RESINAS TERMOPLASTICAS CUANDO EL BORDE DE LA CUCHILLA SE HA…
DISPOSITIVO PARA SOLDAR Y SEPARAR O PERFORAR UNA VIA DE LAMINAS SINTETICAS.
(01/03/1995). Solicitante/s: STIEGLER MASCHINENFABRIK GMBH & CO KG. Inventor/es: BOCHTLER, FRANZ.
LA INVENCION: DESCRIBE UN DISPOSITIVO; QUE SE UTILIZA PARA SOLDAR, SEPARAR O PERFORAR UNA VIA DE LAMINAS DE MATERIAL TERMOPLASTICO MOVIBLE EN VARIAS ETAPAS Y QUE TIENE DOS REGLETAS DE SOLDADURA SITUADAS PARALELAS Y DISTANCIADAS DE UN TROQUEL PARA SOLDADURA ESTACIONARIO Y DOS REGLETAS (19B) DE SOLDADURA EN UN TROQUEL DE SOLDADURA QUE SON MOVIBLES POR UNA REGLETA DE SOLDADURA ESTACIONARIA: RESALTA QUE ENTRE LAS REGLETAS SE FORMA UNA FISURA Y SE CARACTERIZA PORQUE; SE DISPONE EN LA SUPERFICIE DE TRABAJO DE LA REGLETA DE SOLDADURA (19B) UNA BANDA (8D) DE CALEFACCION; EXTERIORMENTE A LA REGLETA DE SOLDADURA MOVIBLE ESTA PREVISTA UNA REGLETA DE APRIETE ELASTICO Y LA REGLETA DE SOLDADURA SE SOSTIENE MEDIANTE UNA DISPOSICION (34B) DE RESORTE APOYADO EN EL TROQUEL (30B) DE SOLDADURA.
CONTROL DE TEMPERATURA DE TERMOSOLDADURAS.
(16/04/1993) SE DESCRIBEN UN METODO Y UN CIRCUITO PARA CONTROLAR Y ESTABILIZAR LA TEMPERATURA DE UNA RESISTENCIA DE TERMOSELLADO UTILIZADA EN OPERACIONES DE ENVASADO. LA TEMPERATURA DEL ELEMENTO DE TERMOSELLADO SE MIDE COMPROBANDO SU RESISTENCIA MEDIANTE UN RESISTOR DETECTOR DE CORRIENTE SITUADO EN SERIE CON EL ELEMENTO DE TERMOSELLADO. LA RESISTIVIDAD DE ESTE ES FUNCION DE LA MEDIDA DE LA TEMPERATURA Y LA CORRIENTE, SUPONIENDO UN VOLTAJE CONSTANTE Y UNA MEDIDA PRECISA DE LA TEMPERATURA DEL ELEMENTO DE SELLADO. EL CIRCUITO REDUCE LA APLICACION DE LA ENERGIA ELECTRICA AL ELEMENTO ENR ESPUESTA A LA CAIDA DE LA CORRIENTE EN DICHO ELEMENTO POR DEBAJO DE UN NIVEL PREDETERMINADO. EL CIRCUITO CONTINUA LA APLICACION DE LA ENERGIA ELECTRICA O LA AUMENTA,…
PROCEDIMIENTO Y MECANISMO PARA SOLDAR PIEZAS TUBULARES EN TERMOPLASTICO.
(01/07/1992). Solicitante/s: GEORG FISCHER AKTIENGESELLSCHAFT. Inventor/es: KUNZ, PETER.
EL MECANISMO PRESENTA UN DISPOSITIVO DE CALENTAMIENTO QUE PRODUCE CALOR POR RADIACION MEDIANTE EL CUAL LOS EXTREMOS DE LAS PIEZAS (1A, 1B) TUBULARES A SOLDAR SE CALIENTA HASTA LA ZONA DE FUSION DE MATERIAL TERMOPLASTICO. DOS ANILLOS DE APOYO (5A,5B) EXTERIORES SE JUNTAN SEGUN EL RECARGUE DE FUSION Y GARANTIZAN UN DISPOSITIVO DE APOYO INTERIOR MOSTRABLE, YA QUE SE ORIGINA UNA UNION DE SOLDADURA FIJA U LIBRE DE BORDONES A TRAVES DE LA PRESION DE SOLDADURA CREADA.
PROCEDIMIENTO E INSTALACION PARA SOLDAR UNA CARA FRONTAL DE PIEZAS TERMOPLASTICAS EN FORMA DE TUBOS.
(16/12/1991). Solicitante/s: GEORG FISCHER AKTIENGESELLSCHAFT. Inventor/es: KUNZ, PETER.
EL FINAL DE LAS PARTES (1A,1B) EN FORMA DE TUBOS PARA SOLDAR, SE FUNDAN A TRAVES DE RADIACION DE CALOR DE UN ESPEJO DE CALENTAMIENTO . A TRAVES DEL CHAFLAN AL FINAL DEL TUBO Y LA COLOCACION DE CHAPAS DE APANTALLADO NACE UN PERFIL DE TEMPERATURA CAYENDO DE FUERA A DENTRO. LA ZONA DE FUNDIR TRIANGULAR, NACIDA CON ESO RESULTA CON LA ENSAMBLADURA CONTROLADA DE LAS DOS PARTES (1A,1B) EN FORMA DE TUBOS SOLO CUN CORDON DE SOLDADURA EN EL PERIMETRO EXTERIOR, ASI QUE NO SE DISMINUYE LA SECCION TRANSVERSAL DEL PASO.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR CUERPOS TUBULARES, SOBRE TODO PARA TUBOS DE EMPAQUETADO.
(01/12/1991). Solicitante/s: KMK KARL MAGERLE LIZENZ AG. Inventor/es: UEBEREGGER, HENRY.
UNA CINTA DE FOLIZ COMPUESTA DE VARIAS CAPAS, SE ENROLLA ALREDEDOR DE UN EJE EN SU DIRECCION LONGITUDINAL, PRODUCIENDOSE UN CUERPO TUBULAR , CUBRIENDOSE AMBOS BORDES . PARA LA SOLDADURA, LOS BORDES QUE SE SOLAPAN SE PRENSAN ENTRE DOS CINTAS DE ACCIONAMIENTO GIRATORIO. LA CINTA INTERIOR DENTRO DEL CUERPO TUBULAR DISPONE DE UNA RANURA LONGITUDINAL , QUE EN PARTE TOMA LOS BORDES QUE SE SOLAPAN. LA RANURA LONGITUDINAL FORMA EN LA PARTE INTERIOR LA COSTURA DEL CUERPO TUBULAR Y EVITA QUE EL MATERIAL PLASTICO LIMADO PARA LA SOLDADURA, PUEDA EXPANDIRSE CON LA PRESION EJERCIDA. DE ESTA FORMA SE GARANTIZA QUE EL MATERIAL DE AMBOS BORDES SE SUELDE COMPLETAMENTE ENTRE SI, PARA QUE LOS MARGENES DEL MATERIAL LIQUIDO NO SE ENFRIEN PREMATURAMENTE Y NO SE UNAN CON LA CAPA DE MATERIAL OPUESTA.
(01/08/1991). Solicitante/s: E.R. SQUIBB & SONS, INC.. Inventor/es: STEER, PETER LESLIE, STEER, GRAHAM EMERY.
UNA BOLSA DE PLASTICO SINTETICO PARA LIQUIDOS, POR EJEMPLO ORINA, TIENE UN TUBO DE SALIDA DE PLASTICO . SE FABRICA SOLDANDO POR COSTURA EN PRIMER LUGAR EL TUBO ENTRE DOS PARES DE SUPERPUESTAS DE LA BOLSA. EN UNA FASE SIGUIENTE, UNA FUNDA QUE RODEA AL TUBO SE DESLIZA SOBRE ESTE HASTA UNA POSICION EN LA QUE CONTIENE DENTRO DE ELLA LAS PARTES DE LAS PAREDES DE LA BOLSA A CADA LADO DEL TUBO . EN TERCER LUGAR, ESTA FUNDA SE COMPRIME SOBRE EL TUBO MEDIANTE PRESION, CON LA FUERZA APLICADA EN UNA DIRECCION RADIAL DEL TUBO PERO EN ANGULOS SUSTANCIALMENTE RECTOS AL PLANO EN EL QUE YACEN LAS PAREDES DE LA BOLSA. ALTERNATIVAMENTE, EL TUBO PUEDE SER MOLDEADO IN SITU SOBRE EL EXTREMO DE LA BOLSA.
DISPOSITIVO TERMOSELLANTE.
(01/09/1990). Ver ilustración. Solicitante/s: KENRICK & JEFFERSON LTD. THOMPSON, JACK EVANS. Inventor/es: THOMPSON, JACK EVANS.
DISPOSITIVO TERMOSELLANTE. ESTA INVENCION SE REFIERE A UN DISPOSITIVO TERMOSELLANTE CON EL QUE PUEDE OBTENERSE UNA APLICACION DE CALOR Y PRESION DURANTE UN PERIODO SUFICIENTE CON UNA MAYOR VELOCIDAD OPERATIVA, CON LO CUAL SE OBTIENE UNA PRODUCCION DE HOJAS MUCHO MAYOR QUE CON LA CONSTRUCCION DE LA TECNICA ANTERIOR QUE UTILIZABA UN DISPOSITIVO DE TAMBOR DE CALENTAMIENTO.
PROCEDIMIENTO Y DISPOSITIVO PARA ENVOLVER CONTINUAMENTE PERFILES MACIZOS O HUECOS CON UNA CAMISA DE MATERIAL SINTETICO, Y PRODUCTOS ASI OBTENIDOS.
(01/09/1989). Ver ilustración. Solicitante/s: NOEL, MARQUET & CIE. S.A.. Inventor/es: SCHRODER, RALPH.
PROCEDIMIENTO Y DISPOSITIVO PARA ENVOLVER CONTINUAMENTE PERFILES MACIZOS O HUECOS CON UNA CAMISA DE MATERIAL SINTETICO, Y PRODUCTOS ASI OBTENIDOS, EN DONDE SE EXTRUYE EN UN EXTRUSOR Y SE HIENDE UNA CAMISA DE MATERIAL ESPUMADO, TRAS LO CUAL SE INTRODUCE EN ELLA CONTINUA Y COAXIALMENTE, CON VELOCIDAD SINCRONA, MEDIANTE UN TRANSPORTADOR , EL PERFIL MACIZO O HUECO A ENVOLVER, PROCEDENTE DE UN DEPOSITO , SOLDANDOSE DESPUES LA CAMISA CONSIGO MISMA POR LOS BORDES DE SU HENDIDURA Y DEJANDOLA ENFRIARSE Y CONTRAERSE FIRMEMENTE. LAS ETAPAS DE HENDIDO Y SOLDADURA DE LA CAMISA E INTRODUCCION DEL PERFIL DEBERAN REALIZARSE A TEMPERATURAS SUPERIORES AL PUNTO DE TRANSICION VITREA DEL MATERIAL PLASTICO DE DICHA CAMISA. EL INVENTO ES APLICABLE AL AISLAMIENTO DE TUBOS, ALAMBRES Y CABLES.
PROCEDIMIENTO DE FABRICACION DE UN MATERIAL AMORTIGUADOR DE PLASTICO PARA EMBALAJES.
(16/08/1987). Solicitante/s: FMC CORPORATION.
PROCEDIMIENTO DE FABRICACION DE UN MATERIAL AMORTIGUADOR DE PLASTICO PARA EMBALAJES. COMPRENDE: A) SELLAR TERMICAMENTE MATERIAL DE PLASTICO DE POLIETILENO, POLIESTER Y POLIAMIDA CON ESTRUCTURA DE PARED DE DOS CAPAS, PARA FORMAR UN CUERPO CILINDRICO HUECO; B) VOLVER A SELLAR TERMICAMENTE DICHO CUERPO CILINDRICO EN BANDAS HORIZONTALES Y VERTICALES, ALTERNATIVAS, A PRESIONES ENTRE 4 Y 10 KG/CM DURANTE 0,3 A 0,7 SEGUNDOS CON INTERVALOS SEPARADOS DE 4 A 10 CM, PARA CREAR UNA SERIE DE MITADES HUECAS CONECTADAS DE CONFIGURACION TRIGONAL, AL TIEMPO QUE SE INSUFLA UN GAS, AIRE A UNOS 20JC MAS FRIO QUE EL AIRE AMBIENTE, EN EL CUERPO CILINDRICO PARA REDUCIR ASI EL TIEMPO DE ENFRIAMIENTO DE BANDAS PRENSADAS EN CALIENTE Y PRODUCIR UNIDADES SELLADAS, HINCHADAS, CAPACES DE PROPORCIONAR UN EFECTO DE AMORTIGUACION EFICAZ.
METODO DE FABRICAR DISPOSITIVOS SOLARES DE CALENTAMIENTO.
(01/04/1986). Solicitante/s: UNIFIED TECHNOLOGIES, INC.
METODO DE FABRICAR DISPOSITIVOS SOLARES DE CALENTAMIENTO. COMPRENDE: A) HACER AVANZAR UNA PRIMERA Y SEGUNDA HOJAS ALARGADAS, DE MATERIAL TERMOPLASTICO, LONGITUDINALMENTE POR LOS RESPECTIVOS TRAYECTOS PREDETERMINADOS, MIENTRAS SE GUIAN LAS HOJAS EN UNA DIRECCION COMUN HACIA LA YUXTAPOSICION; B) CALENTAR PORCIONES LOCALIZADAS DE LAS HOJAS; C) PRENSAR LAS HOJAS YUXTAPUESTAS Y CALENTADAS CONJUNTAMENTE Y PEGAR LAS HOJAS EN UN DIBUJO LONGITUDINALMENTE REPETITIVO QUE DEFINE PASOS DE CIRCULACION DE FLUIDO ENTRE AQUELLAS; Y D) SELLAR LAS HOJAS PEGADAS CONJUNTAMENTE A LO LARGO DE LINEAS TRANSVERSALES ESPACIADAS LONGITUDINALMENTE DE LAS HOJAS A DISTANCIAS PREDETERMINADAS Y DIVIDIR LAS HOJAS EN RECIPIENTES DE PAREDES FLEXIBLES DE LONGITUD DETERMINADA.
PERFECCIONAMIENTOS EN LOS APARATOS PARA FABRICAR DISPOSITIVOS SOLARES DE CALENTAMIENTO Y METODO CORRESPONDIENTE.
(16/05/1985). Solicitante/s: UNIFIED TECHNOLOGIES, INC.
PERFECCIONAMIENTOS EN LOS APARATOS PARA FABRICAR DISPOSITIVOS SOLARES DE CALENTAMIENTO.CONSISTENTES EN UNOS ALIMENTADORES , PARA HACER AVANZAR UNA PRIMERA Y UNA SEGUNDA HOJA LONGITUDINAL DE MATERIAL TERMOPLASTICO; UNOS CALEFACTORES , PARA CALENTAR PORCIONES LOCALIZADAS DE LAS HOJAS; UNOS PRENSADORES , PARA PRENSAR Y PEGAR LAS HOJAS CONJUNTAMENTE EN UN DIBUJO LONGITUDINALMENTE REPETITIVO, QUE DEFINE PASOS DE CIRCULACION DE FLUIDO Y UNOS SELLADORES , PARA SELLAR LAS HOJAS A LO LARGO DE LINEAS TRANSVERSALES ESPACIADAS LONGITUDINALMENTE DE LAS HOJAS Y DIVIDIR LAS HOJAS DE LONGITUD INDETERMINADA EN RECIPIENTES DE PAREDES FLEXIBLES.
UN METODO DE FABRICAR UNA JUNTA DE EMPAQUETADURA.
(16/01/1982). Solicitante/s: A.W. CHESTERTON COMPANY.
PROCEDIMIENTO PARA FABRICAR JUNTAS DE EMPAQUETADURA. EN UN MOLDE QUE TIENE UNA PARTE HEMBRA CON UNA RANURA EN ESPIRAL DE PERFIL EN FORMA DE "V" Y UNA PARTE MACHO QUE ENCAJA EN LA PARTE HEMBRA, SE DEPOSITA UN ELASTOMERO DE URETANO PLASTICO, LIQUIDO Y TERMOENDURECIBLE. SE CIERRA EL MOLDE Y SE COMPRIME CON UNA PRESION DE UNOS 70 KG/CM2, AL MISMO TIEMPO QUE SE CALIENTA ENTRE 82 Y 105 C DURANTE UN TIEMPO COMPRENDIDO ENTRE CUATRO Y SEIS MINUTOS. A CONTINUACION EL CIERRE EN ESPIRAL, QUE RESULTA QUE ESTA PARCIALMENTE CURADO, SE INTRODUCE ENTRE LAS PAREDES DE UN MANDRIL CILINDRICO Y SE VUELVE A CALENTAR DURANTE UN TIEMPO QUE VARIA ENTRE QUINCE Y TREINTA MINUTOS A LA MISMA TEMPERATURA.
PERFECCIONAMIENTOS EN MAQUINAS EMPAQUETADORAS DE ARTICULOS.
(16/04/1978). Solicitante/s: FMC EUROPE N.V.
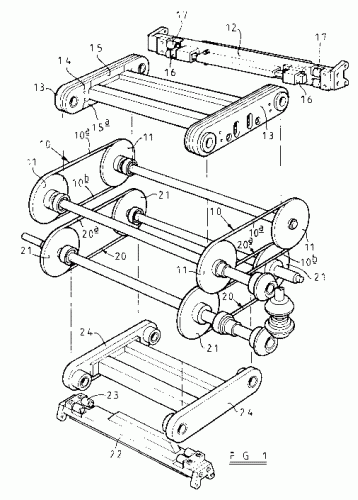
Perfeccionamientos en máquinas empaquetadoras de artículos caracterizados porque se dota a cada máquina de un cabezal soldador y cortador que comprende piezas móviles unas con relación a otras para efectuar la soldadura y corte de una banda continua de plástico; medios que llevan montadas las piezas para efectuar un movimiento circular con las caras de trabajo de las piezas encaradas siempre entre sí; dos conjuntos de barras soldadoras opuestas para cerrar por soldadura la banda continua de material termoplástico; medios que llevan montados los conjuntos y medios para mover cada uno de los conjuntos en un trayecto circular respectivo, mantenimiento de los conjuntos una orientación constante entre sí en todo el ciclo de la operación.
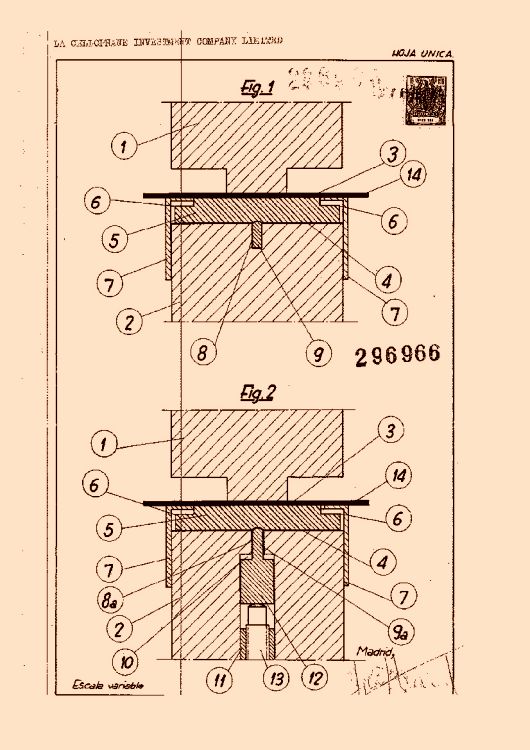
PERFECCIONAMIENTOS EN LAS MANDÍBULAS DE SOLDADURA DE HOJAS DE MATERIAL PLÁSTICO.
(01/05/1964). Ver ilustración. Solicitante/s: LA CELLOPHANE INVESTEMENT COMPANY, LIMITED.
Resumen no disponible.
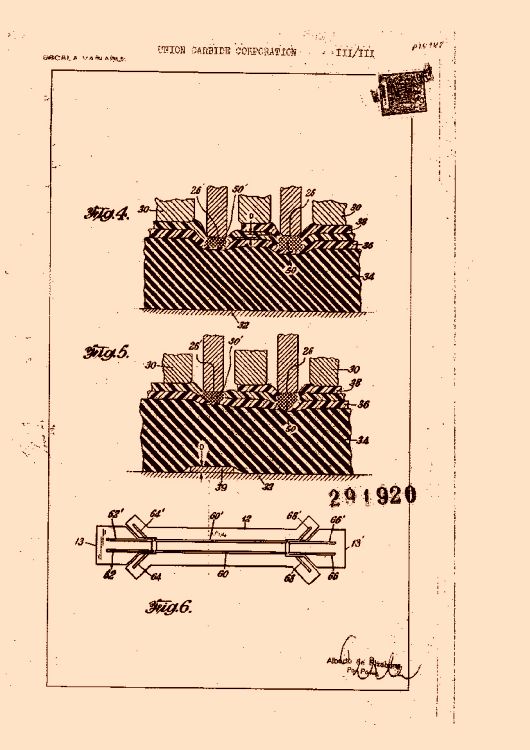
UN APARATO PARA SOLDAR UNA PLURALIDAD DE CAPAS SUPERPUESTAS DE PELÍCULA TERMOPLÁSTICA.
(16/12/1963). Ver ilustración. Solicitante/s: UNION CARBIDE CORPORATION.
Resumen no disponible.
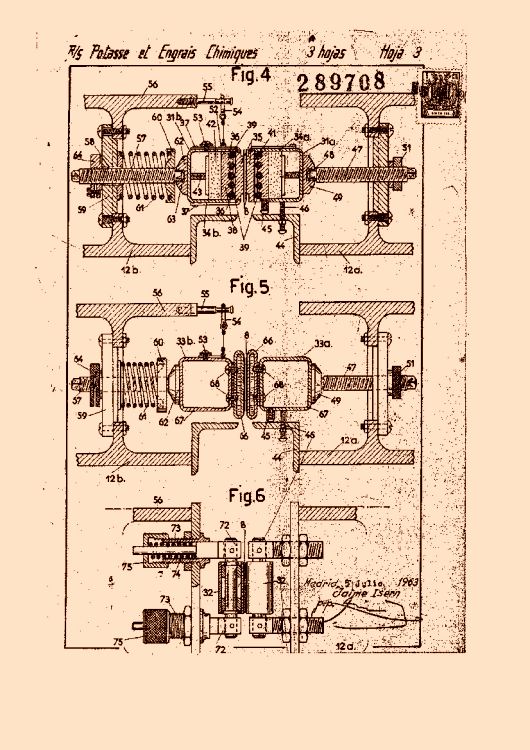
MÁQUINA PERFECCIONADA PARA LA SOLDADURA DE PAREDES EN MATERIA PLÁSTICA.
(01/11/1963). Ver ilustración. Solicitante/s: POTASSE ET ENGRAIS CHIMIQUES.
Resumen no disponible.
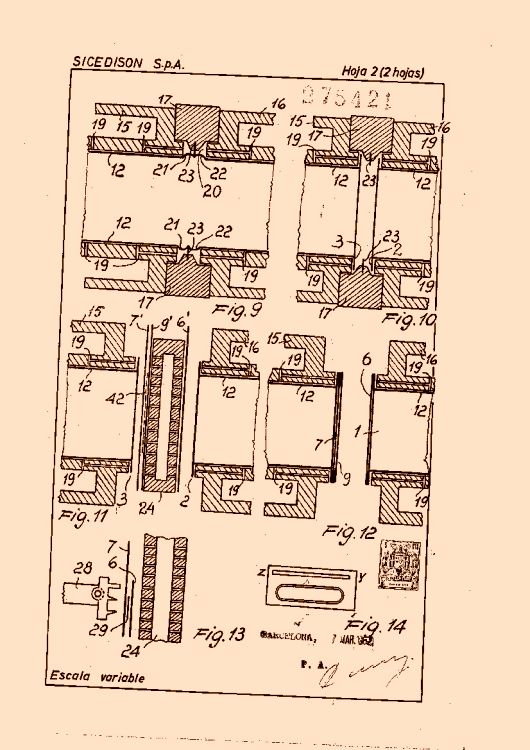
PROCEDIMIENTO CON SU CORRESPONDIENTE APARATO PARA LA FABRICACIÓN DE ENVASES DE SAQUERÍO DE MATERIA FLEXIBLE.
(16/01/1963). Ver ilustración. Solicitante/s: SICEDISON, S. P. A.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}