CIP-2021 : B23K 35/02 : caracterizados por las propiedades mecánicas, p. ej. por la forma.
CIP-2021 › B › B23 › B23K › B23K 35/00 › B23K 35/02[1] › caracterizados por las propiedades mecánicas, p. ej. por la forma.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 35/00 Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte.
B23K 35/02 · caracterizados por las propiedades mecánicas, p. ej. por la forma.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA LA FABRICACION DE UN MATERIAL DE ALUMINIO COBRESOLDABLE Y RESISTENTE A LA CORROSION.
(16/10/2000). Solicitante/s: SHOWA ALUMINUM CORPORATION. Inventor/es: FURUTA, MASAKAZU, KOJIMA, MASAHIRO, KANAI, TOMIYOSHI, UEDA, MASAFUMI.
UN MATERIAL DE ALUMINIO SOLDABLE Y RESISTENTE A LA CORROSION TIENE UN NUCLEO DE ALUMINIO, Y UNA CAPA PULVERIZADA TERMICAMENTE FORMADA SOBRE EL NUCLEO QUE ESTA COMPUESTA DE METAL DE SOLDADURA POR INMERSION ENTREMEZCLADO CON ZINC O SUS ALEACIONES. EL METAL DE SOLDADURA POR INMERSION PUEDE SER UNA MEZCLA DE ALUMINIO Y SILICONA, UNA ALEACION DE ALUMINIO Y SILICONA, UNA COMBINACION DE LA MEZCLA CON LA ALEACION, O SILICONA. EL MATERIAL DE ALUMINIO SOLDABLE SE PUEDE PRODUCIR COMBINANDO UN PRIMER POLVO DEL METAL DE SOLDADURA POR INMERSION CON UN SEGUNDO POLVO DE UNA SUBSTANCIA RESISTENTE A LA CORROSION QUE INCLUYE ZINC, PARA PREPARAR UNA MEZCLA DE POLVO, Y DESPUES PULVERIZARLO TERMICAMENTE SOBRE EL NUCLEO DE ALUMINIO.
MATERIAL METALICO COMPUESTO EN FORMA DE BANDA, PROCEDIMIENTO PARA SU PREPARACION Y SU EMPLEO.
(16/07/2000). Solicitante/s: W.C. HERAEUS GMBH & CO. KG. Inventor/es: EISENTRAUT, HOLGER, BAIER, GERD, GRUNEWALD, ROLF.
UNA BANDA PROVISTA CON UNA CAPA DE APLICACION DE SOLDADURA BLANDA O ENDURECIDA SOBRE BASE DE ALUMINIO SE ELABORA SIN DIFICULTAD MEDIANTE DISPOSICION DE SOLDADURA, CUANDO ENTRE LA CAPA DE SOLDADURA SE ENCUENTRA UNA CAPA DELGADA QUE CONTIENE COBRE.
PUNTA DE ELECTRODO COMPACTA DE LARGA DURACION PARA SOLDADURA POR TERMOFUSION.
(01/03/2000). Ver ilustración. Solicitante/s: GILBOA, S.L. Inventor/es: DIAZ CABRERA,ANTONIO.
Punta de electrodo compacta de larga duración para soldadura por termofusión, formada por un cuerpo con punta cónica con recubrimiento estañado y un alma de hierro macizo y un acabado exterior de aleación de cromo, una capa intermedio de base níquel y un alma de cobre, adoptando la pieza cónica final una forma puntal o achaflanada y llevando en el interior del conjunto un alma de acero.
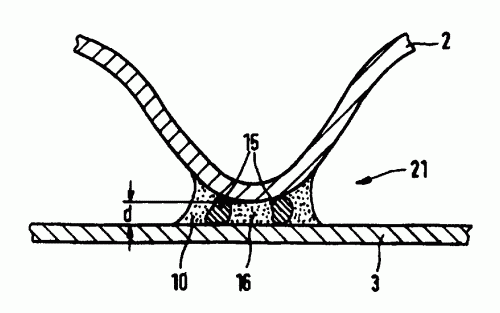
ESTRUCTURAS ALVEOLARES METALICAS SOLDADAS CON ESPACIADORES EN LAS GRIETAS DE SOLDADURA Y METODO Y SOLDADURA PARA SU FABRICACION.
(16/02/2000). Ver ilustración. Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: BRUCK, ROLF, MAUS, WOLFGANG.
LA INVENCION SE REFIERE A UN METODO PARA SOLDAR ESTRUCTURAS ENROLLADAS O EN CAPAS DE CHAPA AL MENOS PARCIALMENTE ESTRUCTURADAS , EN PARTICULAR ESTRUCTURAS ALVEOLARES PARA CATALIZADORES DE GAS DE ESCAPE. SEGUN ESTE METODO SE INTRODUCE UNA SOLDADURA Y UN INSERTO EN ESPECIAL PARTICULADO ENTRE LAS CAPAS DE CHAPA AL MENOS EN LAS ZONAS QUE VAN A SER SOLDADAS POSTERIORMENTE. EL PUNTO DE FUSION DEL INSERTO ES SUPERIOR AL PUNTO DE FUSION DE LA SOLDADURA. LA INVENCION SE REFIERE ASIMISMO A UNA SOLDADURA PARA UTILIZAR CON ESTE METODO ASI COMO A UNA ESTRUCTURA ALVEOLAR SOLDADA EN DONDE LA ANCHURA (D) DE LA GRIETA DE SOLDADURA SE ESTABLECE MEDIANTE ESPACIADORES, EN PARTICULAR TROQUELES O INSERTOS.
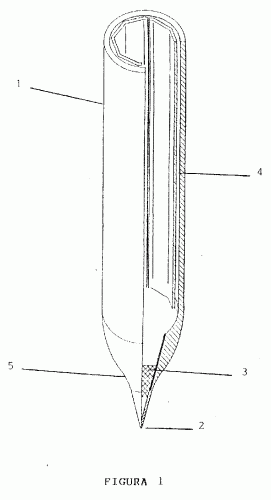
PROCEDIMIENTO DE FABRICACION DE ALAMBRES FORRADOS ESTANCOS PARA SOLDADURA AL ARCO.
(01/01/2000). Ver ilustración. Solicitante/s: LA SOUDURE AUTOGENE FRANCAISE. Inventor/es: BONNET, CHRISTIAN, LEDUEY, BRUNO.
LA INVENCION CONSISTE EN UN PROCEDIMIENTO Y UN DISPOSITIVO PARA FABRICAR TUBOS METALICOS QUE CONTIENEN ELEMENTOS DE RELLENO, PRINCIPALMENTE ALAMBRES FORRADOS ESTANCOS PARA SOLDADURA, EN UNA ATMOSFERA GASEOSA DE PROTECCION DE CONCENTRACION CONTROLADA, CON OBJETO DE EVITAR O MINIMIZAR CUALQUIER INTRODUCCION DE IMPUREZAS ATMOSFERICAS GASEOSAS EN DICHOS ALAMBRES FORRADOS, DEL TIPO SOBRE TODO DEL NITROGENO, EL HIDROGENO Y/O LA HUMEDAD. LOS ALAMBRES FORRADOS ESTANCOS SOLDADOS QUE SE OBTIENEN CON ESTE PROCEDIMIENTO ESTAN SUSTANCIALMENTE EXENTOS DE NITROGENO GASEOSO, Y PREFERENTEMENTE EXENTOS DE NITROGENO GASEOSO E HIDROGENO GASEOSO, Y SON DE APLICACION EN LOS PROCEDIMIENTOS DE SOLDADURA DE ARCO.
METODO PARA FABRICAR UN AGENTE PARA BRONCESOLDAR UNA ALEACION DE ALUMINIO QUE CONTIENE UN FUNDENTE.
(16/04/1999). Solicitante/s: SHOWA ALUMINUM CORPORATION. Inventor/es: OSAME, YASUHIRO, SATO, SHOICHI.
UN AGENTE PARA BRANCESOLDAR UNA ALEACION DE ALUMINIO QUE CONTIENE UN FUNDENTE, QUE SE REALIZA COMPACTANDO UNA MEZCLA DE POLVO DE UN POLVO DE MATRIZ DE UN POLVO DE FUNDENTE A UNA PRIMERA TEMPERATURA PARA FORMAR UNA PIEZA RIGIDA, Y DESPUES LLEVAR A CABO UNA FORMACION SECUNDARIA DE LA PIEZA EN UNA FORMA DESEADA A UNA SEGUNDA TEMPERATURA. LA PRIMERA TEMPERATURA ES INFERIOR A 480 GRADOS C, PREFERIBLEMENTE INFERIOR A 400 GRADOS C, Y MAS PREFERIBLEMENTE A TEMPERATURA AMBIENTE, DE MANERA QUE LA COMPACTACION PUEDA LLEVARSE A CABO EN EL AIRE. LA SEGUNDA TEMPERATURA ES 300-575 GRADOS C PARA LA FORMACION SECUNDARIA, QUE TAMBIEN PUEDE SER LLEVADA A CABO PREFERIBLEMENTE EN UNA ATMOSFERA NO OXIDIZANTE, DE FORMA QUE EL AGENTE BRONCESOLDADOR PUEDA TENER UNA CAPACIDAD MEJORADA PARA BRONCESOLDAR ARTICULOS DE ALUMINIO Y PRODUCIR EL AGENTE ECONOMICAMENTE.
MATERIAL DE ALUMINIO SOLDABLE Y UN METODO PARA PRODUCIRLO.
(01/07/1998). Solicitante/s: SHOWA ALUMINUM CORPORATION. Inventor/es: FURUTA, MASAKAZU, KOJIMA, MASAHIRO, TERADA. TAKASHI, IWAI, ICHIRO, MORITA, TAIZO, ARAKAWA, KATSUYUKI.
UN MATERIAL DE ALUMINIO SOLDABLE SE COMPONE DE UN NUCLEO DE ALUMINIO Y UNA CAPA DE AGENTE DE SOLDADURA QUE CONSISTE EN UN AGENTE DE SOLDADURA TERMICAMENTE PULVERIZADO SOBRE Y QUE CUBRE UNA SUPERFICIE DEL NUCLEO. UN NUMERO DE PARTICULAS DIMINUTAS NO FUNDIDAS DEL AGENTES DE SOLDADURA ESTAN PRESENTES EN LA CAPA DE AGENTE DE SOLDADURA. LAS CARACTERISTICAS DE UN METODO DE PRODUCCION DEL MATERIAL DE ALUMINIO SOLDABLE SON LOS PASOS DE: PREPARACION DE UN POLVO COMPUESTO DE PARTICULAS DIMINUTAS; UNA VAPORIZACION TERMICA DEL POLVO SOBRE EL NUCLEO DE ALUMINIO EN UN ESTADO TAL QUE SOLO UNA SUPERFICIE DE CADA PARTICULA DIMINUTA SE DERRITA, CON UN VIGOR DE LA PARTICULA QUE PERMANECE SIN FUNDIR. EL POLVO ES UNA ALEACION ALSI Y/O UNA MEZCLA DE POLVO DE AL Y POLVO SI.
UN AGENTE DE SOLDADURA FUERTE Y UNA LAMINA DE SOLDADURA FUERTE QUE CONTIENEN LOS DOS UNA ALEACION DE ALUMINIO QUE CONTIENE UN FUNDENTE.
(01/01/1998). Solicitante/s: SHOWA ALUMINUM CORPORATION. Inventor/es: IWAI, ICHIRO.
UN AGENTE DE SOLDADURA FUERTE QUE COMPRENDE UNA ALEACION DE ALUMINIO QUE CONTIENE UN FUNDENTE, EN DONDE EL AGENTE TIENE UN 90% DE DENSIDAD APARENTE O SUPERIOR DE UNA DENSIDAD TEORICA Y LA ALEACION DE ALUMINIO CONTIENE ADEMAS DEL FUNDENTE: UN ELEMENTO DE ALUMINIO; Y UN ELEMENTO DE SILICIO QUE CONSTITUYE DE UN 3 A UN 15% EN PESO DEL TOTAL DE LOS ELEMENTOS DISTINTOS DEL FUNDENTE, DE TAL MODO QUE LA RELACION EN PESO DE TODOS LOS ELEMENTOS RESPECTO AL FUNDENTE ES DE 99,9 : 0,1 A 70 : 30. LA ALEACION DE ALUMINIO PUEDE CONTENER ADEMAS UNO O MAS ELEMENTOS SELECCIONADAS DE UN GRUPO QUE CONSISTE EN ZINC, ESTAÑO E INDIO, SEGUN UNA RELACION EN PESO DE 0,1 A 5%, 0,01 A 0,5% Y 0,01 A 0,5% APROXIMADAMENTE DE TODOS LOS ELEMENTOS RESPECTIVAMENTE. UNA LAMINA DE SOLDADURA FUERTE PUEDE TENER UNA ESTRUCTURA TAL QUE UNA LAMINA NUCLEO HECHA DE ALUMINIO O SU ALEACION TIENE POR LO MENOS UN REVESTIMIENTO DE ACERO INOXIDABLE SUPERFICIAL CON UNA CAPA DE REVESTIMIENTO QUE TIENE UN GROSOR DE 10 (MU) M O SUPERIOR EN CADA SUPERFICIE.
SUSPENSION DE SOLDADURA PARA APLICACION EN CAPAS DE SOLDADURA DELGADAS SOBRE PLACA DE ASIENTO.
(01/10/1997). Solicitante/s: DEGUSSA AKTIENGESELLSCHAFT. Inventor/es: KOSCHLIG, MANFRED, DR. , WEBER, WOLFGANG , ZIMMERMANN, KLAUS, DR.
SE DESARROLLA UNA SUSPENSION DE SOLDADURA COMPUESTA DE UN POLVO DE SOLDADURA, AGLOMERANTE ORGANICO, DISOLVENTE ORGANICO Y EVENTUALMENTE FUNDENTE, CON LA CUAL PUEDEN APLICARSE CAPAS DE SOLDADURA LIBRES DE FISURA Y DE POROS SOBRE PLACAS DE ASIENTO MEDIANTE INMERSION O INYECCION. EL POLVO DE SOLDADURA DEBE TENER UN TAMAÑO DE PARTICULA DESDE 5 HASTA 50 MICRAS, CON LO CUAL DESDE EL 55 HASTA EL 70 % DE LAS PARTICULAS DEBEN SER DE UN TAMAÑO MENOR QUE EL TAMAÑO DE PARTICULAS EN EL MAXIMO DE LA CURVA DE DISTRIBUCION DEL TAMAÑO DE PARTICULA. ADEMAS LA RELACION ENTRE EL TAMAÑO DE PARTICULAS MEDIO DEL POLVO DE SOLDADURA Y LA DENSIDAD DEL POLVO DE SOLDADURA DEBE ENCONTRARSE ENTRE 0,1 Y 20.
METODO DE SOLDADURA DURA.
(01/05/1997). Solicitante/s: LEXOR TECHNOLOGIES LIMITED. Inventor/es: PRIGMORE, ROBERT MARSHALL.
SE DESCRIBE UN METODO DE LATONADO, QUE INCLUYE LOS PASOS DE APLICAR UNA CAPA DE PARTICULAS DE UN MATERIAL DE RELLENO DE UNA ALEACION DE ALUMINIO, POSEYENDO DICHAS PARTICULAS UN RECUBRIMIENTO DE MATERIAL DEL TIPO FUNDENTE SELECCIONADO DEL GRUPO QUE CONSTA DE UN COMPUESTO DE FLUORURO DE POTASIO Y FLUORURO DE ALUMINIO JUNTOS, UN OTRO MATERIAL DEL TIPO FUNDENTE INORGANICO, A AL MENOS UNO DE DICHOS ARTICULOS DE MANERA QUE DICHAS PARTICULAS SON RETENIDAS EN, O ADYACENTES A AL MENOS UNA PARTE DE LA UNION ENTRE DICHAS PARTICULAS; CALENTANDOLO PARA CAUSAR QUE EL MATERIAL DE RELLENO DE ALEACION DE ALUMINIO Y DEL MATERIAL DEL TIPO FUNDENTE SE FUNDAN Y FORMEN UNA UNION LATONADA.
ELECTRODO NO CONSUMIBLE PARA SOLDAR ACERO INOXIDABLE Y METODO DE SOLDADURA.
(16/06/1995) SE DESCRIBE UN METODO PARA SOLDAR ACERO INOXIDABLE COMO UNA CLAVIJA FINAL DE ACERO INOXIDABLE EN UNA VARILLA DE COMBUSTIBLE NUCLEAR DE ACERO INOXIDABLE. EL PROCESO DE SOLDADURA TIENE UN ERROR DE ARCO REDUCIDO Y UNA PENETRACION DE ARCO MAS PROFUNDA. TAMBIEN SE DESCRIBE UN ELECTRODO DE SOLDADURA TRATADO PARA PRACTICAR EL METODO. UNA CAPA DE ACERO INOXIDABLE SE COLOCA EN EL EXTREMO DE DESCARGA DEL ARCO DE TRABAJO DE UN ELECTRODO DE SOLDADURA POR ARCO DE TUNGSTENO NO-CONSUMIBLE ANTES DE SOLDAR. EL REVESTIMIENTO DE ACERO INOXIDABLE DEL ELECTRODO REDUCE EL ERROR DEL ARCO Y PERMITE UNA PENETRACION DEL ARCO MAS PROFUNDA. SE COLOCAN APROXIMADAMENTE ENTRE .001 Y .005 PULGADAS DE ACERO INOXIDABLE EN EL EXTREMO…
CORDON DE RECARGA QUE COMPRENDE FIBRAS O AL MENOS UN HILO DE REFUERZO.
(16/11/1994). Solicitante/s: SOCIETE NOUVELLE DE METALLISATION INDUSTRIES SNMI. Inventor/es: DUCOS, MAURICE, TELL, ROBERT.
LA INVENCION SE REFIERE A UN CORDON DE RECARGA QUE COMPRENDE FIBRAS DISCONTINUAS O AL MENOS UN HILO DE REFUERZO. ESTE CORDON COMPRENDE UN ALMA REFORZADA POR FIBRAS DISCONTINUAS O AL MENOS UN HILO CONTINUO DE MATERIAL NO ROMPIBLE, FUNDIENDOSE O QUEMANDOSE A UNA TEMPERATURA SUPERIOR O IGUAL A 500 C, POR EJEMPLO DE METAL O ALEACION SOLDABLE TAL COMO EL COBRE O EL ACERO INOXIDABLE. COMPRENDE TAMBIEN UNA VAINA EXTERNA DE SUSTANCIA ORGANICA. SE PUEDE REALIZAR POR COHILADO DE DOS PISTAS.
ELECTRODO DE SOLDEO POR PUNTOS.
(16/05/1994). Solicitante/s: SOLLAC. Inventor/es: BOLLINGER, ETIENNE, GOBEZ, PASCAL, NOWAK, JEAN-FRANCOIS, SANZ, GERMAIN.
LA PRESENTE INVENCION SE REFIERE A UN ELECTRODO DE SOLDEO POR RESISTENCIA POR PUNTOS DE AL MENOS DOS PIEZAS METALICAS POR EJEMPLO REVESTIDAS DE ZINC O DE ALEACIONES DE ZINC. EL ELECTRODO COMPRENDE UNA PRIMERA PARTE DE COBRE O DE ALEACION DE COBRE Y UNA SEGUNDA PARTE , EN CONTACTO CON AL MENOS UNA DE DICHAS PIEZAS, REALIZADA DE UN MATERIAL CONDUCTOR ELECTRICO QUE TIENE UNA TEMPERATURA DE FUSION SUPERIOR A 1000 C Y QUIMICAMENTE INERTE RESPECTO DEL O DE CADA MATERIAL QUE COMPONE DICHAS PIEZAS. LA PRIMERA PARTE ESTA SOLDADA POR DIFUSION SOBRE LA SEGUNDA PARTE.
PROCEDIMIENTO PARA PRODUCIR CAPAS DE MATERIAL DURO SOBRE PLACAS DE ASIENTO METALICAS.
(01/02/1992). Solicitante/s: DEGUSSA AKTIENGESELLSCHAFT. Inventor/es: STARZ, KARL-ANTON, DR., DIPL.-CHEM., SZULCZYK, ANDREAS, DIPL.-ING., MURRLE, ULRICH, DR., DIPL.-ING., NAUBER, JURGEN, DIPL.-ING.
SE DESCRIBE UN PROCEDIMIENTO PARA APLICAR CAPAS DE MATERIAL DURO SOBRE PLACAS DE ASIENTO METALICAS, USANDO CUERPOS DE FORMA PLASTICOS, QUE CONTIENEN POLVO DE MATERIAL DURO Y POLVO DE SOLDADURA. PRODUCTOS DISOLVENTES NO CORROSIVOS CON EL CALENTADA DEL PLASTICO SE OBTIENEN CON CUERPOS DE FORMA, QUE ADEMAS 5 A 40 VOL% CONTIENEN RESTO DE MATERIAL DURO O DE SOLDADURA, DEBIENDO SER EL PLASTICO DE ACETATO DE VINILO DE ETILENO, CAUCHO DE ETILENO - PROPILENO Y/O CAUCHO DE BUTILENO.
TUBO DE ACERO SOLDADO RELLENO DE POLVO Y METODO PARA LA FABRICACION CONTINUA DE EL.
(16/10/1991). Solicitante/s: RIJNSTAAL B.V. Inventor/es: DACKUS, ARNOLD JOZEF GERARDUS, IR.
UN TUBO DE ACERO SOLDADO RELLENO DE POLVO TIENE UNA PARED TUBULAR CON UNA CAPA SOLDADA LONGITUDINAL Y ESTA ENROLLADO EN UNA BOBINA PARA SU EXPEDICION. PARA REDUCIR EL RIEGO QUE ABRE LA CAPA CUANDO EL TUBO ES TORCIDO, POR EJEMPLO, SOBRE EL DEBOBINADO, LA PARED DEL TUBO ESTA PROVISTA DE UNA RANURA LONGITUDINAL CONTINUA . PREFERENTEMENTE LA RANURA ES SIMETRICA Y DIRIGIDA RADIALMENTE HACIA DENTRO. EN LA FABRICACION CONTINUA DE TAL TUBO, UNA BANDA METALICA ESTA FORMADA EN UNA APERTURA DEL CANAL, EL POLVO ES INTRODUCIDO DENTRO DEL CANAL, EL CANAL ES CERRADO Y LOS BORDES SOLDADOS PARA FORMAR UN TUBO CERRADO. EL DIAMETRO ES ENTONCES REDUCIDO Y EL PRODUCTO FINAL ES ENROLLADO. LA RANURA LONGITUDINAL ES ENROLLADA CONTINUAMENTE DURANTE LA REDUCCION DEL DIAMETRO DEL TUBO SOLDADO RELLENO DE POLVO.
RESISTENCIA DE SOLDADURA DE ALUMINIO.
(01/08/1991). Solicitante/s: ALCAN INTERNATIONAL LIMITED. Inventor/es: DAVIES, NIGEL CLEATON, PUDDLE, MARK WILLIAM, BULLIVANT-CLARK, PETER MICHAEL.
ELECTRODOS USADOS EN PIEZAS DE TRABAJO CON PUNTO DE SOLDADURA DEL ALUMINIO,CONSTAN DE LOS SIGUIENTES PASOS:A)UNA SUPERFICIE ASPERA SE FORMA SOBRE EL ELECTRODO SUPERIOR, CON NIVEL MEDIO DE INTENSIDAD DE DUREZA DE 10 A 20 MICRAS. B) COBERTURA PROTECTORA ARTIFICIAL, AROMATICA O DE PELICULA DE OXIDO ANODICO. C) EL DIAMETRO DE LA PARTICULA EN LA CUBIERTA DE SOLDADURA ES AJUSTADO PARA QUE NO SEA MENOR DEL 15% DEL MINIMO ACEPTABLE. LA CARACTERISTICA A Y B ACTUAN SINERGICAMENTE PARA INCREMENTAR LA DURACION DEL SERVICIO DE LOS ELECTRODOS A MAS DE 200 WELDS.
PROCEDIMIENTO PARA LA FABRICACION CONTINUA DE UN ELECTRODO DE FLEJE.
(16/10/1988). Ver ilustración. Solicitante/s: SCHWEISSINDUSTRIE OERLIKON BUHRLE AG. Inventor/es: WERNER, ALEXANDER, SCHERBLE, HEINZ.
PARA LA FABRICACION CONTINUA DE UN ELECTRODO DE FLEJE CARGADO O RELLENO, UN FLEJE ES CONFORMADO EN FORMA ACANALADA, RELLENO CON UNA CARGA DE POLVO, DEFORMADO ENTONCES PARA FORMAR UNA SECCION TRANSVERSAL CERRADA Y SOLDADO EN LOS BORDES LONGITUDINALES. TRAS LA SOLDADURA, LA SECCION TRANSVERSAL CERRADA ES DEFORMADA EN FORMA DE FLEJE SIN REDUCCION DE SECCION TRANSVERSAL ESENCIAL, HASTA QUE LA CARGA DE POLVO ES COMPACTADA. A CONTINUACION, EL FLEJE CARGADO ES LAMINADO A LA DIMENSION FINAL EN UNA OPERACION DE REDUCCION POR ESTIRADO. DEBIDO AL EMPLEO DE UN FLEJE DE PARTIDA DE ESPESOR DE FLEJE MENOR DE 1,0 MM SE PUEDE REDUCIR ESENCIALMENTE LA POTENCIA DE LAMINACION FRENTE AL TIPO DE FABRICACION ANTERIOR.
PROCEDIMIENTO DE FABRICACION DE UN PRODUCTO TUBULAR COMPUESTO QUE COMPRENDE UNA ENVOLTURA METALICA Y UN ALMA EN FORMA DE POLVO.
(16/12/1981). Solicitante/s: VALLOUREC.
PROCEDIMIENTO DE FABRICACION DE UN PRODUCTO TUBULAR FORMADO POR UNA ENVOLTURA METALICA Y UN ALMA EN FORMA DE POLVO. UNA BANDA METALICA CONTINUA ES DE FORMADA POR UNA SERIE DE RODILLOS. EN EL PUNTO (A) SE COMIENZA A DEFORMAR LOS BORDES . EN EL PUNTO (B) HA RECIBIDO YA UNA SECCION RECTA SEMICERRADA. EN EL PUNTO (C) UNA TOBERA DISTRIBUIDORA LLENA EL CANGILON CON POLVO . SE REALIZA DESPUES UN NIVELADO DE DOSIFICACION POR MEDIO DE UN RASCADOR . POSTERIORMENTE SE CIERRAN LOS BORDES Y SE COMPACTA EL CONJUNTO. SE OFRECEN DISTINTAS ALTERNATIVAS EN LA FORMA DE SECCION TUBULAR.
ELECTRODO DE SOLDADURA NO CONSUMIBLE.
(01/11/1981). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION.
ELECTRODO NO CONSUMIBLE PARA LA SOLDADURA POR ARCO ELECTRICO EN ATMOSFERA DE GAS INERTE. EL ELECTRODO CENTRAL DE TUNGSTENO SE RECUBRE MEDIANTE PULVERIZACION CON LLAMA DE UN MATERIAL , QUE PUEDE SER COBRE, DE RESISTIVIDAD ELECTRICA REDUCIDA Y UNA CONDUCTIVIDAD TERMICA SUPERIOR A LA DE LA BARRA CENTRAL. EL RECUBRIMIENTO SE REALIZA HASTA UNOS DOS CENTIMETROS ANTES DE LA PUNTA DE LA BARRA DEL TUNGSTENO.
PROCEDIMIENTO PARA LA OBTENCION DE UNA COMPOSICION PARA SOLDAR.
(16/05/1981). Solicitante/s: JOHNSON MATTHEY AND CO.LTD.
PROCEDIMIENTO PARA OBTENER UN MATERIAL DE APORTACION PARA SOLDADURA. CONSISTE EN PREPARAR UN FUNDENTE DE MATERIAL TERMOPLASTICO, A BASE DE CERAS NATURALES O SINTETICAS CON COMPONENTES RESINICOS, EN EL QUE SE INTRODUCE Y DISPERSA LA ALEACION DE SOLDADURA O EL METAL PRECURSOR DE LA MISMA, EN FORMA DE PARTICULAS Y EN CANTIDAD ADECUADA PARA OBTENER UNA PROPORCION DE 50 AL 98 POR 100 EN PESO RESPECTO DE LA COMPOSICION PARA SOLDAR.
UN PROCEDIMIENTO PARA PREPARAR UNA PASTA DE UNION DE METALES.
(16/08/1980). Solicitante/s: SCM CORPORATION.
Un procedimiento para preparar una pasta de unión de metales, en particular adecuada para el soldeo de precisión con soldadura blanda y con soldadura fuerte, o para infiltración, caracterizado porque se prepara un vehículo de pasta, mezclando, a una temperatura elevada, ingredientes de la pasta, que incluyen disolvente, fundente y aditivos especializados; enfriar dicho vehículo y mezclar polvo metálico con él; teniendo lugar el mezclado sin una exposición importante del metal en polvo a la acción del vehículo a una temperatura elevada, y realizándose el enfriamiento hasta una temperatura que inhiba cualquier reacción importante del polvo metálico con el vehículo, así como en condiciones de enfriamiento de choque.
PROCEDIMIENTO PARA LA OBTENCION DE UNA ALEACION MEJORADA PARA SOLDADURA.
(16/06/1980). Solicitante/s: JOHNSON MATTHEY 8 CO., LIMITED.
1. Procedimiento para la obtención de una aleación mejorada para soldadura conteniendo de 50-95% en peso de una aleación de soldadura hasta 50% en peso de un material termoplástico y opcionalmente hasta 25% en peso de fundente, comprendiendo el procedimiento las etapas de: 1º. Calentar el material termoplástico hasta una temperatura menor que el punto de fusión de la aleación de soldadura, a cuya temperatura el material termoplástico está en una condición fundida. 2º. Añadir lentamente el fundente, si está presenta el material termoplástico, para producir una mezcla sustancialmente uniforme de fundente dentro del material termoplástico. 3º. Agitar la mezcla de la etapa 2, y añadir a ella partículas de la aleación de soldadura, teniendo dichas partículas un tamaño que cae dentro del margen de 20 a 250 micras. 4º. Enfriar o dejar que se enfríe la mezcla de la etapa 3 y luego, 5º. Transformar la mezcla enfriada en polvo u otra forma granular.
METODO PARA LA FABRICACION DE MATERIALES PARA SOLDAR.
(01/04/1980). Solicitante/s: JOHNSON, MATTHEY & CO., LIMITED.
Método para la fabricación de materiales para soldar caracterizado por incluir las fases de aplicación a una aleación para soldadura de una pasta comprendiendo el fundente para soldadura en forma de polvo y un agente orgánico conteniendo el elastómero.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN ELECTRODO DE SOLDADURA MANUAL.
(16/07/1978). Solicitante/s: CASTOLIN S.A..
Resumen no disponible.
UN METODO DE RECUBRIMIENTO METALICO.
(16/08/1977). Solicitante/s: STANDARD ELECTRICA, S.A..
Resumen no disponible.
UN METODO DE UNION DE COMPONENTES DE ALUMINIO.
(01/06/1977). Solicitante/s: ALCAN RESEARCH AND DEVELOPMENT LIMITED.
Resumen no disponible.
PROCEDIMIENTO PARA FABRICAR HILOS DE SOLDADURA TUBULARES.
(16/01/1977). Solicitante/s: ACIERIES REUNIS DE BURBACH-EICH-DEDELANGE , S. A.
Resumen no disponible.
UN METODO PARA TRATAR ELECTRODOS RECUBIERTOS PARA HACERLES RESISTENTES A LA HUMEDAD.
(16/07/1976). Solicitante/s: UNION CARBIDE CORPORATION.
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACION DE MATERIALES DE SOLDADURA O SOLDADURA BLANDA.
(16/03/1976). Solicitante/s: CASTOLIN S.A..
Resumen no disponible.
PERFECCIONAMIENTOS EN LA FABRICACION DE ESPARRAGOS SOLDABLES.
(01/12/1975). Solicitante/s: USM CORP.
Perfeccionamientos en la fabricación de espárragos soldables, con alto o bajo contenido de carbono para ser soldados a acero de alto contenido de carbono, y con alto contenido de carbono para ser soldados a acero de bajo contenido de carbono, caracterizados por fijar en un extremo del espárrago, en relación parcialmente saliente, un material compuesto fundente formado esencialmente por alumino y níquel en proporciones que favorecen la formación de una soldadura austenítica del espárrago a un substrato de acero.
{kind=link}
{kind=link}
{kind=link}
{kind=link}