CIP-2021 : B29C 49/64 : Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/64[2] › Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/64 · · Calentamiento o enfriamiento de las preformas, parisones o de objetos soplados.
CIP2021: Invenciones publicadas en esta sección.
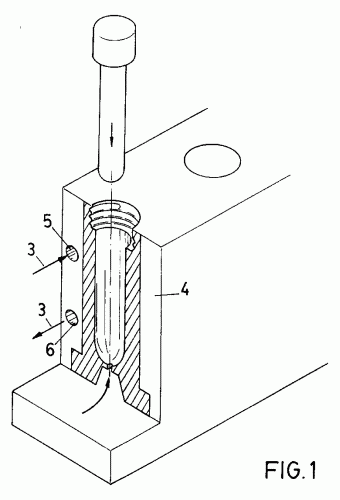
PROCEDIMIENTO DE INYECCION DE PREFORMAR, DE SOPLADO DE LAS MISMAS Y PREFORMAS Y RECIPIENTES ASI OBTENIDOS.
(01/11/2000). Ver ilustración. Solicitante/s: SANTOYO PADILLA,JOSE.
Procedimiento de inyección de preformas, de soplado de las mismas y preformas y recipientes así obtenidos. Substituye la refrigeración por agua de la preforma para su inmediato soplado, por una refrigeración de desmoldeo que reduce el tiempo de fabricación de ésta, mediante la utilización de refrigerantes líquidos diferentes, de baja o muy baja temperatura de ebullición, previo a la extracción de la preforma y, adicionalmente, evita la refrigeración para soplado de la preforma, así como que sirve para incrementar la vida útil del molde, al evitar su sudado, dada la ausencia del agua de refrigeración, que perjudica al acero, incorporando el asa un rehundido de extremo esférico, antitorsión y de rebosadero. Figura 1.
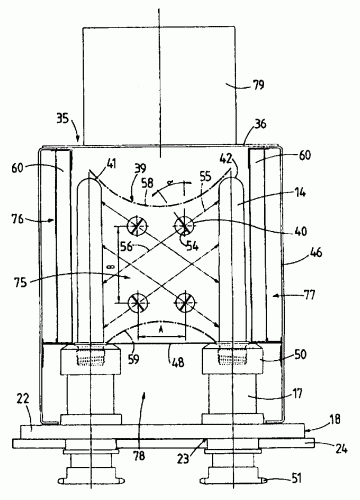
DISPOSITIVO DE CALENTAMIENTO PARA MAQUINAS PARA LA TRANSFORMACION DE MATERIALES PLASTICOS.
(01/08/2000). Ver ilustración. Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: COLLOMBIN, ANDRE-MARCEL.
EL DISPOSITIVO DE CALENTAMIENTO PARA UNA MAQUINA DE TRANSFORMACION DE MATERIALES PLASTICOS COMPRENDE UN CUERPO DE CALENTAMIENTO DISPUESTO ENTRE DOS FILAS PARALELAS DE PREFORMAS . COMPRENDE AL MENOS DOS TUBOS DE CALENTAMIENTO QUE TIENEN UNAS PALETAS DE CALENTAMIENTO BIDIRECCIONALES . ESTAS ULTIMAS ESTAN INCLINADAS UN ANGULO ( AL ) DE MODO QUE UNA PRIMERA DE SUS SUPERFICIES EMITA UNA RADIACION DE CALENTAMIENTO EN LA DIRECCION DE LA FILA ADYACENTE DE PREFORMAS Y LA SEGUNDA SUPERFICIE EMITA SU RADIACION DE CALENTAMIENTO SUSTANCIALMENTE EN LA DIRECCION DEL ESPACIO LIBRE ENTRE LAS DOS FILAS OPUESTAS DE TUBOS DE CALENTAMIENTO HACIA LA FILA DE PREFORMAS MAS LEJANA. HAY ADEMAS UNOS REFLECTORES DISPUESTOS DE MODO QUE REFLEJEN LA RADIACION DE CALENTAMIENTO EN UN PLANO HORIZONTAL HACIA LAS PREFORMAS . DE ESTE MODO CON EL DISPOSITIVO SE PUEDE OBTENER UN RENDIMIENTO ENERGETICO MUY ALTO AL TIEMPO QUE SE EVITA UNA SUBIDA PELIGROSA DE LA TEMPERATURA DE LA MAQUINA EN LA QUE ESTA INTEGRADO.
PROCESO DE MOLDEO POR INYECCION Y ESTIRADO-SOPLADO.
(01/05/2000) SE PRESENTA UN PROCESO MEJORADO PARA UN MOLDEADO A INYECCION POR ESTIRAMIENTO POR SOPLADO. EN EL PROCESO, UNA RESINA FUNDIDA ES INYECTADA A UNA CAVIDAD DE INYECCION DEFINIDA POR UN MOLDE DE INYECCION, UN MOLDE DE LABIO Y UN NUCLEO DE INYECCION PARA FORMAR UNA PROFORMA DESEADA EN DONDE EL TIEMPO DE ENFRIAMIENTO PARA ESTA PROFORMA SE REDUCE POSITIVAMENTE PARA FORMAR UNA CAPA SUPERFICIAL RIGIDA SOBRE LA SUPERFICIE EXTERIOR DE LA PROFORMA SIN INCREMENTAR EL GROSOR. DESPUES DE ESTO LA PROFORMA SE LIBERA DEL MOLDE DE INYECCION Y SE TRANSFIERE A UN MOLDE DE SOPLADO CON UNA PARTE DE BOQUILLA QUE SE SUJETA CON EL MOLDE DE LABIO MIENTRAS LA CAPA SUPERFICIAL MANTIENE LA CONFIGURACION DE LA PROFORMA Y EL INTERIOR ESTA EN UN ESTADO DE ALTA TEMPERATURA, Y SE MOLDEA POR ESTIRAMIENTO POR SOPLADO EN UN ARTICULO HUECO MOLDEADO, POR…
PRECONDICIONAMIENTO DE PREFORMADOS EN UN SISTEMA DE RECALENTAMIENTO DE MOLDEO POR INYECCION DE AIRE.
(16/10/1999). Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: INGRAM, RONALD W.
UN SISTEMA PARA PRECONDICIONAR PREFORMAS ANTES DEL RECALENTAMIENTO DE LAS PREFORMAS PARA SU MOLDEO POR INSUFLACION, QUE INCLUYE UN AREA PARA RECIBIR LAS PREFORMAS ACABADAS, UNA CINTA TRANSPORTADORA PARA DESPLAZAR LAS PREFORMAS DESDE DICHA AREA HASTA UNA OPERACION DE MOLDEO POR INSUFLACION, UNA SECCION DE RECALENTAMIENTO CONECTADA CON LA CINTA TRANSPORTADORA PARA RECIBIR LAS PREFORMAS Y PARA CALENTAR LAS MISMAS PARA PREPARARLAS PARA SU MOLDEO POR INSUFLACION; Y UNA SECCION DE PRECONDICIONAMIENTO PARA PREACONDICIONAR LA TEMPERATURA DE LAS PREFORMAS ANTES DE DISTRIBUIRLAS A LA SECCION DE RECALENTAMIENTO, DE MANERA QUE LA ENERGIA DE CALOR CONTENIDA EN CADA PREFORMA ES SUSTANCIALMENTE IGUAL Y ESTA UNIFORMEMENTE DISTRIBUIDA A TRAVES DE CADA PREFORMA.
MAQUINA Y PROCEDIMIENTO PARA PRODUCIR RECIPIENTES DE MATERIAL TERMOPLASTICO EN UNA SOLA FASE.
(16/08/1999) SE DESCRIBE UN METODO DE FABRICACION DE PARISONES DE MATERIAL TERMOPLASTICO QUE COMPRENDE LAS FASES SIGUIENTES: INYECTAR RESINA PLASTIFICADA EN UNA PLURALIDAD DE MOLDES CON CAVIDADES MULTIPLES; RETIRAR DICHOS PARISONES DE LOS MOLDES DE INYECCION RESPECTIVOS; TRANSFERIR LOS MISMOS PARISONES A ESTACIONES DE ACONDICIONAMIENTO PARA QUE ESTOS PASEN POR UNA FASE DE ACONDICIONAMIENTO DE TEMPERATURA; DETENER BREVEMENTE DICHOS PARISONES EN LAS ESTACIONES DE ACONDICIONAMIENTO DURANTE UN PERIODO DE TIEMPO PREDETERMINADO; TRANSFERIR DICHOS PARISONES A UNAS HERRAMIENTAS ADECUADAS DE MOLDEAMIENTO POR SOPLADO; Y MOLDEAR POR SOPLADO DICHOS PARISONES ACONDICIONADOS.…
METODO PARA EL MOLDEADO POR SOPLADO DE ESTIRAMIENTO A INYECCION DEL POLIETILENO.
(01/02/1999) SE PRESENTA UN NUEVO METODO PARA HACER POSIBLE EL MOLDEADO POR SOPLADO DE ESTIRAMIENTO EN UNA BANDA DE TEMPERATURA PREFERIBLE PARA EL POLIETILENO, CAPAZ DE LIBERARSE A UNA TEMPERATURA SUPERFICIAL ADECUADA TANTO PARA LA LIBERACION DE UNA PROFORMA COMO PARA EL SUBSECUENTE MOLDEADO POR SOPLADO DE ESTIRAMIENTO, DESCONECTANDO EL TROQUEL DE NUCLEO Y LA PROFORMA CON ANTELACION MEDIANTE EL USO DE LA PRESION DE UN GAS. ESTO PARA EL MOLDEADO A INYECCION DE UNA PROFORMA PREDETERMINADA LLENADO UN MOLDE DE INYECCION CON POLIETILENO FUNDIDO, LIBERANDO LA PROFORMA DE LA CAVIDAD DEL TROQUEL DEL MOLDE DE INYECCION MIENTRAS UNA PARTE…
PROCESO E INSTALACION PARA EL TRATAMIENTO TERMICO DEL CUERPO DE UNA PREFORMA O DE UN RECIPIENTE INTERMEDIO DE MATERIAL TERMOPLASTICO.
(01/02/1997). Solicitante/s: SIDEL. Inventor/es: EMMER, GERARD, LA BARRE, PAUL.
LA INVENCION SE REFIERE AL TRATAMIENTO TERMICO DEL CUERPO DE UNA PREFORMA O DE UN RECIPIENTE INTERMEDIO DE MATERIAL TERMOPLASTICO A LO LARGO DE UN PROCESO DE FABRICACION DE UN RECIPIENTE, TAL COMO UN FRASCO O UNA BOTELLA, PARTICULARMENTE POR SOPLADO O ESTIRADO-SOPLADO; SIENDO EL CONJUNTO DEL CUERPO DE LA PREFORMA CALENTADO A UNA TEMPERATURA SUPERIOR A LA TEMPERATURA DE ABLANDAMIENTO DEL MATERIAL, AL MENOS UNA PARTE LONGITUDINAL DEL CUERPO DE LA PREFORMA EN ROTACION SOBRE SI MISA ESTA A UNA TEMPERATURA TODAVIA SUPERIOR A LA DEL RESTO DEL CUERPO, LO QUE PERMITE OBTENER UN RECIPIENTE FINAL DE CUERPO CON FORMA COMPLEJA.
PROCESO DE ACONDICIONAMIENTO TERMICO DE PREFORMAS DE MATERIALES TERMOPLASTICOS Y DISPOSITIVO PARA LA APLICACION DE ESTE PROCESO.
(16/01/1997). Solicitante/s: S I D E L. Inventor/es: EMMER, GERARD.
UNAS PREFORMAS ESTAN ACONDICIONADAS TERMICAMENTE EN UN HORNO DE PASO EQUIPADO DE LAMPARAS DE INFRARROJOS . LAS PARTES DEL HORNO EXPUESTAS A LA RADIACION INFRARROJA SON ENFRIADAS POR UN FLUJO DE AIRE. SEGUN LA INVENCION, LA TEMPERATURA DEL FLUJO DE AIRE DE ENFRIAMIENTO SE HACE CONSTANTE POR MEZCLA DE AIRE A LA TEMPERATURA AMBIENTE Y DE AIRE CALIENTE. ESTE ULTIMO SE OBTIENE POR RECICLADO DE AL MENOS UNA PARTE DEL FLUJO DE AIRE DE ENFRIAMIENTO QUE SE HA CALENTADO EVACUANDO CALORIAS SUPERFLUAS. UN MEDIO DE RECICLADO EQUIPADO CON UN MEDIO DE AJUSTE DE LAS PROPORCIONES DE AIRE CALIENTE RECICLADO Y DE AIRE A TEMPERATURA AMBIENTE PERMITE HACER CONSTANTE LA TEMPERATURA DEL FLUJO DE AIRE DE ENFRIAMIENTO.
METODO PARA LA ELABORACION DE CUERPOS HUECOS VENTILADOS DE POLIPROPILENO.
(16/12/1996). Solicitante/s: BEKUM MASCHINENFABRIKEN GMBH. Inventor/es: GITTNER, FRANZ, ROOS, UWE-VOLKER.
LA INVENCION TRATA DE UN METODO PARA LA ELABORACION DE CUERPOS HUECOS VENTILADOS DE POLIPROPILENO, DONDE SE CALIENTA ANTES DE SU ELABORACION LA PIEZA MOLDEADA EN BRUTO EXTRAIDA DEL ALMACEN Y DENTRO DE UN HORNO O DE UN TRAMO CALEFACTOR Y DESPUES SE EXTIENDE EN DIRECCION AXIAL. POSTERIORMENTE A ESTE PROCESO SE INFLA. CON ESTOS PROCESOS SE PRETENDIA SUPERAR LAS DIFERENTES TEMPERATURAS EXISTENTES ENTRE LA TEMPERATURA DE SALIDA DEL PROCESO Y LA TEMPERATURA FINAL DEL MISMO. ESTO CONLLEVABA UNAS CIERTAS DESVENTAJAS PARA LA MANIPULACION DE LA PIEZA MOLDEADA EN BRUTO PREVIAMENTE , POR EJEMPLO PARA EL TRANSPORTE DE LOS HORNOS CALEFACTORES Y PARA EL TRANSPORTE DEL DISPOSITIVO DE ESTIRAMIENTO. POR LO TANTO, LA INVENCION ACONSEJA QUE LA PIEZA MOLDEADA PREVIAMENTE EN BRUTO SE CALIENTE EN UNA VIA DE PRECALENTAMIENTO Y A UNA TEMPERATURA POR DEBAJO DE LA TEMPERATURA DE ESTIRAMIENTO Y SE MANTENGA A ESTA TEMPERATURA PARA SU MANIPULACION. POSTERIORMENTE SE CALENTARA A ESTA TEMPERATURA DE ESTIRAMIENTO, SE ESTIRARA Y SE INFLARA.
METODO DE MOLDEO POR SOPLADO CON ORIENTACION DE INYECCION.
(01/11/1996). Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Inventor/es: TAKEUCHI, SETSUYUKI.
UN METODO DE MOLDEO PARA LLEVAR A CABO CONTINUAMENTE LOS PASOS DESDE MOLDEO DE INYECCION DE LA REALIZACION DE UNA RESINA SINTETICA A SU MOLDEO POR SOPLADO ORIENTADO EN UN ARTICULO MOLDEADO HUECO CON PAREDES FINAS, CARACTERIZADO EN QUE LA EXTRACCION DE LO FORMADO DESDE EL MOLDE DE INYECCION ES LLEVADA A CABO DURANTE LA FASE DONDE SU FORMA PUEDE SER MANTENIDA POR UNA FINA CAPA PRODUCIDA EN LA SUPERFICIE, MEDIANTE EL ENFRIAMIENTO RAPIDO, Y LA FASE DONDE EL ENFRIAMIENTO INTERNO NO SE HA TERMINADO TODAVIA Y LA TEMPERATURA ES ALTA, Y EL MOLDEADO POR SOPLADO ORIENTADO DEL REALIZAMIENTO ES REALIZADO DENTRO DE UN PERIODO HASTA QUE UNA TEMPERATURA DE LA SUPERFICIE DE LA REALIZACION QUE ALCANZA SU PROPIA TEMPERATURA INTERNA ALCANCE UNA TEMPERATURA CUMBRE.
PROCEDIMIENTO Y DISPOSITIVO PARA EL CALENTAMIENTO DE PREFORMAS DE MATERIAL SINTETICO, PARCIALMENTE CRISTALINOS, PRODUCIDAS EN UN PROCEDIMIENTO DE INYECCION Y PROCEDENTES DE UN DEPOSITO DE RESERVA.
(16/10/1996) SE TRATA DEL CALENTAMIENTO DE PREFORMAS FRIAS PRODUCIDAS EN LOS PROCESOS DE INYECCION QUE SEGUN EL PROCESO REHEAT SE HACE GIRAR A LA PREFORMA ALREDEDOR DE SU EJE, CALENTAR LA PREFORMA, EN UN TRAMO DE CALEFACCION EN FORMA DE ESCALON Y POR RADIADORES DE INFRARROJOS; DISTRIBUIR UNIFORMEMENTE EL CALOR POR EL TRAMO AL MANTENER EL CALOR ESTABILIZADO ENTRE LOS RADIADORES; CALENTAR LA PREFORMA HASTA LA TEMPERATURA DE SOPLADO Y CONDUCIR LA PREFORMA A UN DISPOSITIVO DE SOPLADO HUECO. PARA LA ELABORACION DE POLIMEROS CRISTALINOS COMO POLIPROPILENOS; SE PROPONE QUE LA PREFORMA SE SITUE EN EL TRAMO DE CALEFACCION; RECORRA…
UNIDAD PARA EL TRATAMIENTO TERMICO DE RECIPIENTES EN PET DESPUES DE LA FABRICACION DE ESTOS.
(01/05/1996) UNIDAD DE TRATAMIENTO TERMICO POR DESFILADO PARA LA FABRICACION DE RECIPIENTES EN PET, COMPORTANDO: UNOS MEDIOS DE CALDEO DEL CONJUNTO (CUERPO Y GOLLETE) DEL RECIPIENTE, QUE COMPRENDEN UNOS MEDIOS DE CALENTAMIENTO A 160-240 C, DEL CUERPO PREVIAMENTE BI-ORIENTADO QUE EMITEN EN EL INFRARROJO MEDIO (LAMBDA MAYOR O IGUAL QUE DOS MICRAS), CON UNOS MEDIOS DE CALENTAMIENTO PARA EL REVESTIMIENTO Y UNOS MEDIOS DE CALENTAMIENTO PARA EL CRECIMIENTO DE LA TASA DE CRISTALINIDAD DEL PET DEL CUERPO, Y UNOS MEDIOS DE CALENTAMIENTO DEL GOLLETE QUE EMITEN EN EL INFRARROJO CORTO (LAMBDA MAYOR O IDUAL QUE DOS MICRAS) ASOCIADOS A UN MANDRIL DE CALDEO INTERNO INTRODUCIDO EN EL GOLLETE Y SITUADOS AL MENOS EN PARTE DESPUES DE LOS MEDIOS DE CALENTAMIENTO PARA EL REVESTIMIENTO Y EN COMBINACION CON LOS MEDIOS DE CALENTAMIENTO PARA LA…
PIEZA PREMOLDEADA, PROCESO PARA LA FABRICACION DE ESTA PIEZA ASI COMO PROCESO PARA EL CALENTAMIENTO DE LA PIEZA PREMOLDEADA.
(16/01/1996). Solicitante/s: KRUPP CORPOPLAST MASCHINENBAU GMBH. Inventor/es: HORWEGE, CLAUS.
UNA PIEZA PREMOLDEADA DE UN MATERIAL TERMOPLASTICO, EN PARTICULAR MATERIAL ORIENTABLE EN UN MOLDEO POR SOPLADO, MUESTRA UNA ZONA DE DESEMBOCADURA, UN FONDO CERRADO ASI COMO UNA PARED DEL FONDO UNIDA CON LA ZONA DE DESEMBOCADURA. EN ESTA ZONA AL MENOS UNA PIEZA DE UNA SUPERFICIE LIMITADORA DE LA PIEZA PREMOLDEADA ESTA DISPUESTA EN UNA ESTRUCTURACION DE EXTREMO AGRANDADO DE LA SUPERFICIE SUPERIOR, QUE DISPONE DE UNA PROFUNDIDAD DE PERFILADO PEQUEÑA EN COMPARACION CON EL ESPESOR DE LA PIEZA PREMOLDEADA.
PROCESO E INSTALACION PARA EL CALENTAMIENTO, POR RADIACION DE INFRARROJOS, DE PREFORMAS DE MATERIAL PLASTICO, PARTICULARMENTE DE PET, DESTINADAS A LA FABRICACION DE RECIPIENTES.
(16/04/1995) PARA CALENTAR PREFORMAS DE PARED ESPESA DE MATERIAL PLASTICO DESTINADAS A LA FABRICACION POR SOPLADO O ESTIRADO-SOPLADO DE RECIPIENTES, LAS PREFORMAS QUE SON IRRADIADAS POR UNA RADIACION DE INFRARROJOS EXTERIOR Y TRANSVERSAL A LAS PREFORMAS Y QUE COMPRENDEN UNA PRIMERA BANDA (B1) DE LONGITUDES DE ONDA ABSORBIDA POR EL MATERIAL PLASTICO Y UNA SEGUNDA BANDA (B2) DISTINTA DE LA PRIMERA BANDA, DE LONGITUDES DE ONDA NO ABSORBIDA POR EL MATERIAL PLASTICO Y QUE LOGRA ENTRAR EN EL VOLUMEN INTERIOR DE LAS PREFORMAS: SE MODIFICAN LAS LONGITUDES DE ONDA, SITUADAS EN LA SEGUNDA BANDA B2, DE LA RADIACION INFRARROJA QUE LOGRA ENTRAR EN DICHO VOLUMEN INTERIOR PARA TRANSFORMARLO EN RADIACION QUE TIENE LONGITUDES DE ONDA COMPRENDIDAS EN LA PRIMERA BANDA (B1); SE REEMITE LA RADIACION INFRARROJA DE LONGITUDES DE ONDA…
PROCESO E INSTALACION PARA FABRICAR RECIPIENTES, TALES COMO BOTELLAS DE POLIETILENOTEREFTALATO , RESISTENTE A CONDICIONES TERMICAS RELATIVAMENTE SEVERAS DURANTE SU UTILIZACION.
(01/03/1995). Solicitante/s: SIDEL. Inventor/es: DENIS, GERARD, LA BARRE, PAUL.
LA INVENCION CONSISTE EN MOLDEAR EL CUERPO SOLO DE UN PREFORMADO DE POLIETILENOTEREFTALATO (PET) AMORFO, CALENTADO POR LO MENOS A UNA TEMPERATURA DE ABLANDAMIENTO DEL PET, EN UN MOLDE ENFRIADO (5 A 40 C) PARA FORMAR UN RECIPIENTE INTERMEDIO DE MAYOR VOLUMEN QUE EL RECIPIENTE QUE SE QUIERE OBTENER; Y EN CALENTAR, A CONTINUACION, EL CUERPO DE ESTE RECIPIENTE INTERMEDIO A 160 GOLLETE ES CALENTADO, Y A CONTINUACION SOMETIDO A UN ENFRIAMIENTO CONTROLADO, PARA OBTENER UN RECIPIENTE INTERMEDIO DE CUERPO ENCOGIDO Y DE GOLLETE CRISTALIZADO (2A), Y A CONTINUACION EN MOLDEARLO UNA SEGUNDA VEZ EN SUS DIMENSIONES DEFINITIVAS, DURANTE DE 2 A 6 S, PARA OBTENER UN RECIPIENTE DEFINITIVO RESISTENTE TERMICAMENTE.
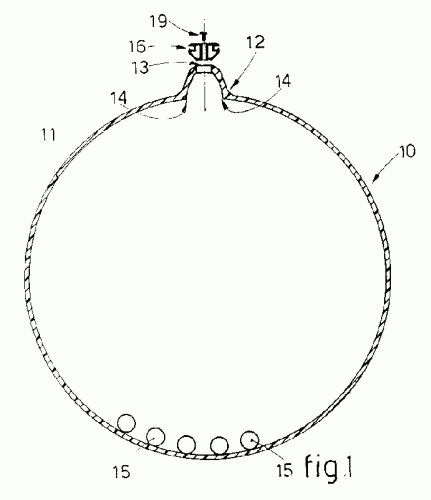
PELOTA PARA EJERCICIOS PSICOMOTORES Y PROCEDIMIENTO PARA SU OBTENCION.
(16/02/1994). Ver ilustración. Solicitante/s: LEDRAPLASTIC DI A. COSANI & C. SNC. Inventor/es: COSANI, AQUILINO.
PELOTA PARA EJERCICIOS PSICOMOTORES Y PROCEDIMIENTO PARA SU OBTENCION, SIENDO DICHA PELOTA DE GRANDES DIMENSIONES Y CONTENIENDO PELOTITAS AUXILIARES AUTONOMAS DE PEQUEÑO DIAMETRO, PRESENTANDO EN UNO DE SUS POLOS UN ORIFICIO DE DIMENSIONES COORDINADAS CON DICHAS PELOTITAS Y ESTANDO DICHO ORIFICIO POLAR OBTURADO POR UN TAPON MOVIL AXIALMENTE PERFORADO, QUE LLEVA UN TAPON OBTURADOR MOVIBLE PARA EL INSUFLADO DE AIRE. EL PROCEDIMIENTO PARA LA OBTENCION DE LA PELOTA SE REALIZA, POR ROTACION, HINCHANDOSE UNA PELOTA DE PEQUEÑO DIAMETRO AL DIAMETRO DESEADO Y ESTABILIZANDOSE, SIENDO REALIZADO DICHO HINCHADO A TRAVES DEL ORIFICIO POLAR, QUE SE CIERRA A CONTINUACION CON EL REFERIDO TAPON MOVIBLE.
PROCEDIMIENTO PARA CALENTAR PREFORMAS INYECTADAS, RETIRADAS DE UN ALMACEN, PARA EL SOPLADO DE CUERPOS HUECOS EN UN MOLDE DE SOPLADO Y DISPOSITIVO PARA EL SOPLADO DE LAS PREFORMAS PREFABRICADAS.
(16/01/1994) EN EL CALENTAMIENTO DE LAS PREFORMA INYECTADAS FRIAS, RETIRADAS DE UN ALMACEN, QUE SE LLEVAN HASTA LA TEMPERATURA DE SOPLADO SOBRE UNA BANDA PARA INTRODUCIRLAS EN EL MOLDE DE SOPLADO EXISTE EL PELIGRO DE QUE EL CALOR, QUE ACTUA UNICAMENTE DESDE EL EXTERIOR, NO SE REPARTA SUFICIENTEMENTE SOBRE LA SECCION, DE MODO QUE LA PARED INTERIOR NO ALCANCE LA TEMPERATURA DE SOPLADO NECESARIA Y QUE SE SOBRECALIENTE LA PARED EXTERIOR. PARA EVITAR ESTO SE CALIENTAN LAS PREFORMAS EN PRIMER LUGAR HASTA UNA TEMPERATURA (TMAX1/TMIN1) INFERIOR A LA TEMPERATURA DE SOPLADO (TBL), SE ENFRIAN A CONTINUACION Y SE CALIENTAN NUEVAMENTE HASTA UNA TEMNPERATURA (TMAX3/TMIN3) LIGERAMENTE SUPERIOR A LA TEMPERATURA DE SOPLADO. A CONTINUACION SE DEJAN LAS PREFORMAS SOBRE LA BANDA PARA PRODUCIR…
PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES DE TEREFTALATO DE POLIETILENO DESTINADOS PARA RELLENAR CON UN LIQUIDO CALIENTE.
(16/12/1993). Solicitante/s: SIDEL. Inventor/es: RIUS, JEAN-MICHEL, DENIS, GERARD, LA BARRE, PAUL.
EN EL PROCEDIMIENTO SEGUN LA INVENCION SE MOLDEA POR ESTIRADO-SOPLADURA UN RECIPIENTE A PARTIR DE UNA PREFORMA EN TEREFTALATO DE POLIETILENO (TPE). EL CUERPO SOLO DE LA PREFORMA SE CALIENTA A UNA TEMPERATURA A LA QUE UN ESTIRADO LONGITUDINAL Y UN ESTIRADO TRANSVERSAL NO INDUCEN ESFUERZO EN EL MATERIAL QUE CONSTITUYE EL RECIPIENTE. LA PREFORMA SE TRANSFIERE A CONTINUACION A UN MOLDE, CUYAS PAREDES SE CALIENTAN Y SE MANTIENEN A UNA TEMPERATURA INFERIOR A LA DEL CUERPO DE LA PREFORMA, O SE ESTIRA LONGITUDINALMENTE Y SE SOPLA. LA TASA DE BIESTIRAMIENTO PUESTA EN JUEGO PARA PASAR DE LA PREFORMA AL RECIPIENTE ESTA COMPRENDIDA ENTRE 7 Y 9.
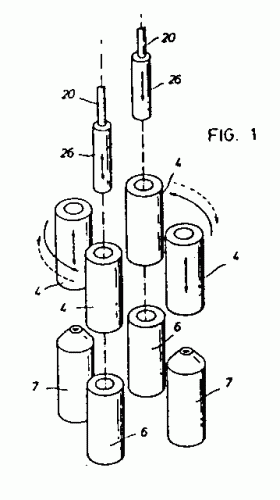
MAQUINA PARA EL MOLDEO DE RESINAS TERMOPLASTICAS POR SOPLADO.
(01/05/1992). Ver ilustración. Solicitante/s: PLAXATS OLLE, SALVADOR.
ESTA MAQUINA PARA EL MOLDEO DE RESINAS TERMOPLASTICAS POR SOPLADO, SE COMPONE DE UNO O MAS MOLDES DE PREMOLDEO EN RELACION INTERCAMBIABLE CON UNO O MAS MOLDES DE MOLDEO FINAL, EN LOS CUALES MOLDES DE PREMOLDEO SE INYECTA LA RESINA PARA SER OBJETO DE UN TERMOACONDICIONAMIENTO QUE DETERMINA EL PASO DEL ESTADO TERMOPLASTICO AL ESTADO TERMOELASTICO MERCED A LA FORMACION DE UNA PREFORMA INYECTADA EN UNA CAMARA TUBULAR DE GRAN SUPERFICIE Y REDUCIDO ESPESOR, ESTANDO DOTADOS DICHOS PRIMEROS MOLDES DE UN MECANISMO QUE EXTRUYE LA RESINA EN FORMA DE MACARRON CERRADO. LOS MOLDES DE MOLDEO FINAL POR SOPLADO RECIBEN POR EXTRUSION LA RESINA QUE ADOPTA EN PRINCIPIO LA FORMA ESFERICA Y SE MOLDEA, OPTATIVAMENTE, CON LA PARTICIPACION DE UNA BASE DE FONDO MOVIL QUE ATRAE EL CUERPO HUECO EN CONFORMACION. ESTA MAQUINA PERMITE EJECUTAR EL MOLDEO CON REDUCCION DE TIEMPO Y ENERGIA.
METODO PARA RECALENTAR PREFORMAS PARA FORMAR ENVASES RELLENABLES MOLDEADOS MEDIANTE SOPLADO EN CALIENTE.
(16/03/1992). Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Inventor/es: COLLETTE, WAYNE N..
UN CALENTADO DE PREFORMAS DE POLIESTER QUE TIENEN QUE SER EXTENDIDOS MEDIANTE SOPLADO EN EL INTERIOR DE ENVASES EN LOS QUE EL RECALENTADO SE ACOPLA CON LA INICIACION CONTROLADA RAPIDA DE LA OPERACION DE EXTENDIDO MEDIANTE SOPLADO DESPUES DE UN RECALENTAMIENTO FINAL, PRODUCE UN ENVASE QUE PUEDE SER LLENADO CON UN MATERIAL CALIENTE SIN QUE HAYA NINGUNA CONTRACCION DESFAVORABLE DEL ENVASE. EL RECALENTADO SE EFECTUA POR MEDIO DE UNA COMBINACION ESPECIFICA DEL RECALENTAMIENTO DE UN HORNO DE CUARZO Y EL RECALENTAMIENTO POR MEDIO DE RADIOFRECUANCIA JUNTO CON LA EQUILIBRACION ESPECIFICA DE LA TEMPERATURA QUE CRUZA LA SECCION DEL CUERPO DE PREFORMA. LAS PREFORMAS DE POLIESTER PUEDEN SER RECALENTADAS A UNA TEMPERATURA ENTRE 225 F Y 260 F Y MOLDEADAS MEDIANTE SOPLADO SIN QUE TENGA LUGAR UNA INDESEABLE CRISTALIZACION DE SU SUPERFICIE MIENTRAS QUE SE INCREMENTA LA CAPACIDAD DEL ENVASE DE SER LLENADO CON UN CONTENIDO CALIENTE SIN QUE LA CONTRACCION AUMENTE.
DISPOSITIVO PARA EL TRATAMIENTO TERMICO DEL CUELLO DE LOS PREFORMADOS.
(01/12/1991). Solicitante/s: SIDEL. Inventor/es: RIUS, JEAN-MICHEL, DENIS, GERARD.
EL DISPOSITIVO PARA EL TRATAMIENTO TERMICO DEL CUELLO DE LOS PREFORMADOS , DE ACUERDO CON EL INVENTO, SE COMPONE DE UN MANDRIL CON MOVIMIENTO DE ROTACION INSERTADO EN EL CUELLO DEL PREFORMADO Y QUE ARRASTRA A ESTE EN ROTACION, DE UNA FALDA DE PROTECCION FIJA Y DE UN ELEMENTO DE CALEFACCION SITUADO A NIVEL DEL CUELLO . UN PESO DESLIZANTE SE APOYA SOBRE EL EXTREMO SUPERIOR DEL CUELLO DURANTE EL TRATAMIENTO TERMICO DE ESTE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}